Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении зубьев ленточных пил резанием.
Известен способ, при котором формообразование зубьев на полотне производится двумя фрезами, кинематически связанными между собой и с приводом, причем обрабатываемому материалу сообщают поступательное перемещение. Профили зубьев обоих рабочих инструментов соответствуют профилю пазов на обрабатываемой ленте [1]
Недостаток указанного способа: отсутствие жесткого базирования полотна пилы во время обработки, в результате чего зубцы пилы отгибаются усилиями резания и образуется заусенец. Кроме того, способ обладает низкой производительностью процесса формообразования.
Наиболее близким к предлагаемому является способ нарезания зубьев заключающийся в нарезании зубьев ленточных пил инструментом, совершающим возвратно-поступательные движения, причем ленточным пилам сообщают продольную дискретную подачу отделительного механизма. При этом способе на одном устройстве реализуется обработка пил различных типоразмеров [2]
Недостатками способа является низкая производительность нарезания зубьев пил, вследствие больших затрат времени на вспомогательные перемещения.
Целью изобретения является повышение производительности и точности нарезания зубьев полотен пил.
Поставленная цель достигается тем, что в способе нарезания зубьев полотен пил, заключающемся в обработке инструментом ленточных пил, установленных в подающем устройстве с предварительным ориентированием торца каждой пилы относительно обрабатывающего инструмента, инструменту сообщают продольную подачу вдоль оси подающего устройства, выполненного в виде поворотного барабана, связанную с шагом расположения зубьев зависимостью
Sn= K˙ t, где К количество последовательно расположенных формообразующих профилей на инструменте;
t шаг расположения зубьев нарезаемой пилы; а пилам, установленным в подающем устройстве, таким образом, что их торцы расположены по винтовой линии с шагом, равным продольной подаче инструмента, сообщают непрерывную круговую подачу, кинематически связанную с продольной подачей инструмента, и обработку ленточных пил осуществляют фасонными фрезами или шлифовальными кругами, сообщая им дополнительно вращение со скоростью резания.
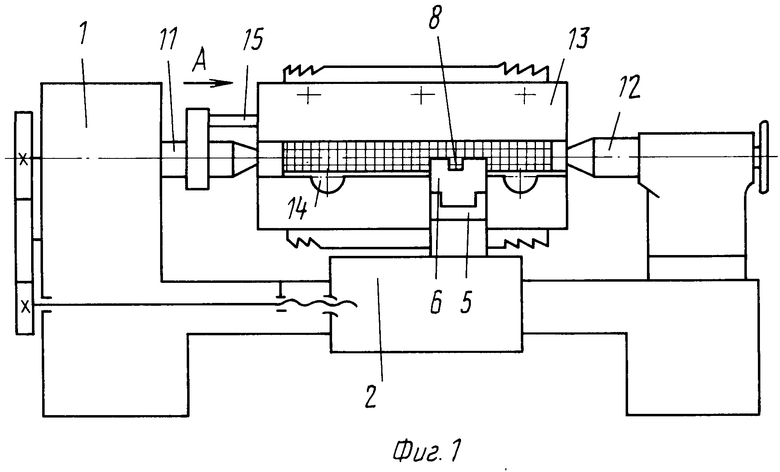
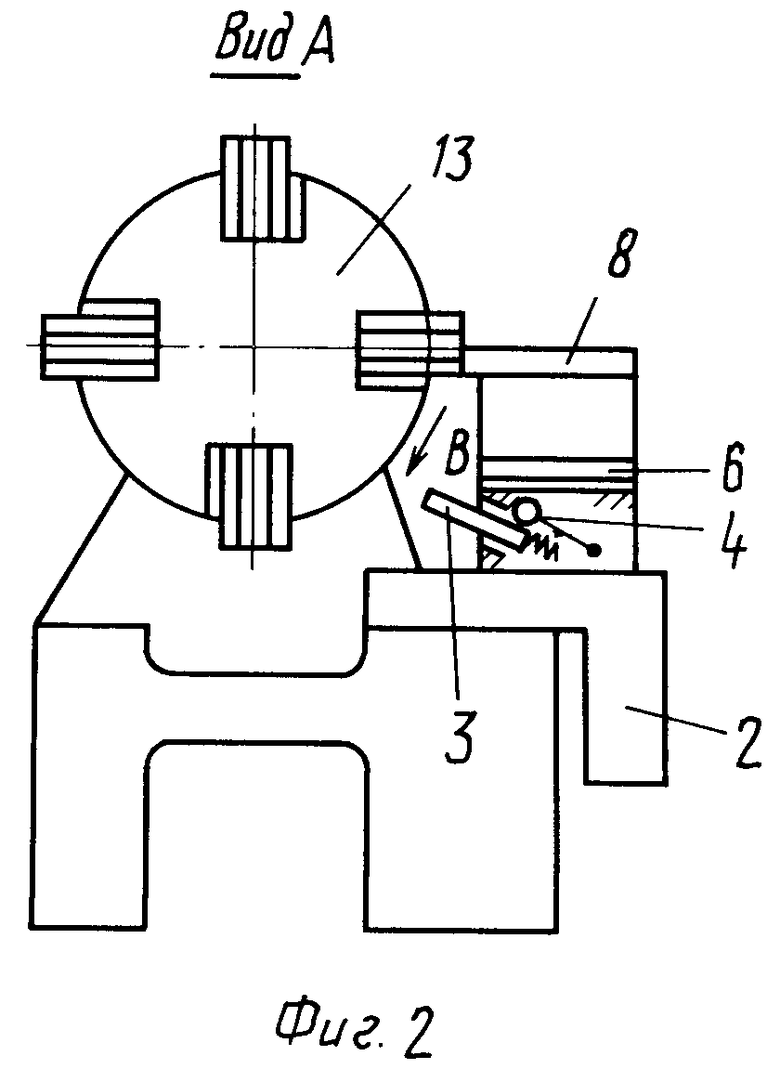
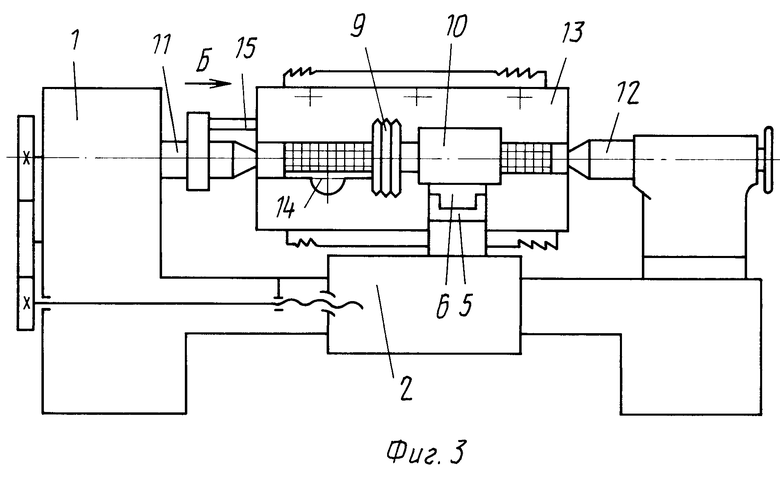
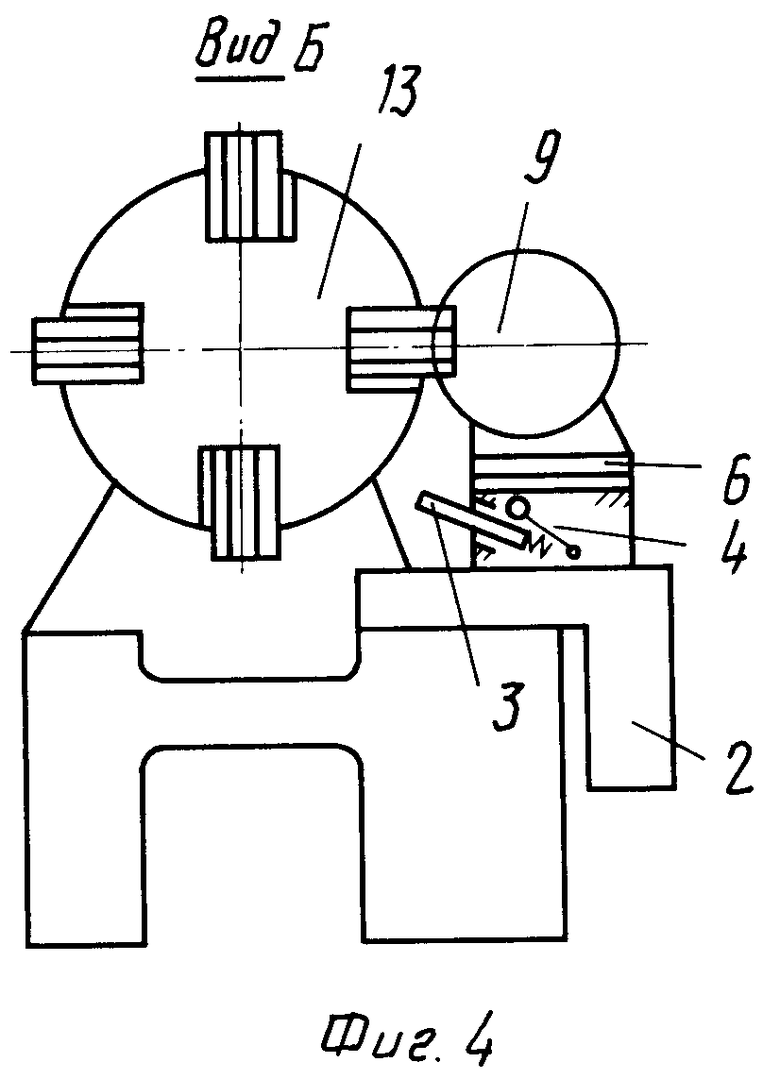
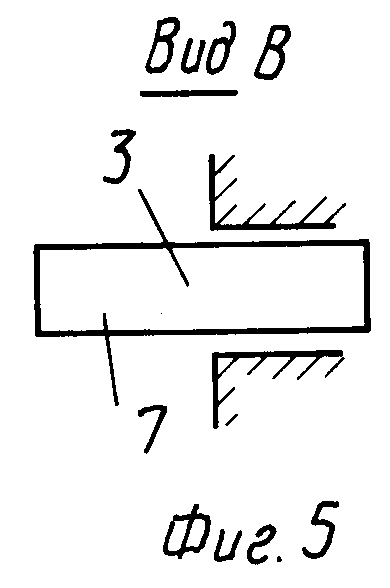
На фиг. 1 показана схема реализации рассматриваемого способа на модернизированном токарном станке при использовании в качестве инструмента резца; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 схема реализации способа при использовании в качестве инструмента фрезы или шлифовального круга; на фиг. 4 вид по стрелке Б на фиг. 3; на фиг. 5 вид по стрелке В на фиг.2.
Реализация предлагаемого метода нарезания зубьев полотен пил осуществляется на станке 1, например, токарном, настроенном на нарезание резьбы с шагом
Sn= K ˙t, где К количество последовательно расположенных кольцевых формообразующих профилей на инструменте;
t шаг расположения зубьев затачиваемой пилы.
Если торцы пил расположить по винтовой линии с шагом, равным продольной подаче инструмента вдоль оси барабана, и при круговой непрерывной подаче пил производить нарезание, то можно повысить производительность процесса. При этом необходимо соблюдать условие кратности продольной подачи шагу зубьев пилы.
На суппорте 2 станка 1 размещены ориентирующее устройство 3 с механизмом 4 перемещения его в конечные положения и поперечные направляющие 5, в которых установлена каретка 6 с возможностью перемещения в поперечном направлении. Ориентирующее устройство 3 представляет собой упор с базирующей поверхностью 7, которая скоординирована относительно режущих кромок инструмента. В качестве инструмента может быть использован резец 8 (фиг. 1, 2) или фасонная фреза или шлифовальный круг 9 (фиг. 3, 4) с приводом вращения 10, установленные на каретке 6. В центрах 11 и 12 установлен барабан 13 с зажимными устройствами 14. Барабан 13 связан с поводковым устройством 15, закрепленным на центре 11.
Нарезание зубьев ленточных пил осуществляется следующим образом. Ориентирующее устройство 3 установлено механизмом 4 в положение настройки. Пакеты полотен пил, расположенные в барабане 13, подводят торцами к базирующей поверхности 7 ориентирующего устройства 3. Выставленные полотна зажимают устройствами 14. Затем ориентирующее устройство 3 отводится в исходное положение. Барабан 13 поворачивают в позицию для ориентирования следующего пакета и цикл установки пил повторяется до тех пор, пока все пакеты пил на барабане 13 будут установлены по базирующей поверхности 7 устройства 3. Причем, на станке 1 включена кинематическая цепь подачи, настроенная на нарезание резьбы с шагом Sn. При повороте барабана 13 ориентирующее устройство 3 перемещается вместе с суппортом 2 по винтовой формообразующей линии, так как шаг формообразующей линии является кратным шагу расположения зубьев пилы, то перемещение ориентирующего устройства 3 не влияет на точность настройки. После установки всех пакетов пил в барабане 13 инструмент 8 и 9, установленный на каретке 6 перемещают по поперечным направляющим 5 на глубину обработки. Затем, если инструмент фасонная фреза или шлифовальный круг 9, ему сообщают вращение от привода 10, после чего включают продольную подачу Sn суппорта 2, кинематически связанную с вращением в центрах 11, 12 барабана 13 через поводковое устройство 15. После завершения обработки инструмент отводится в исходное положение, пилы с нарезанными зубьями выгружают из барабана 13, а на их место устанавливают пилы, подлежащие нарезке. Цикл нарезки повторяют.
По сравнению с базовым способом, заключающемся в нарезании зубьев полотен пил инструментом, совершающим возвратно-поступательные движения по предлагаемому способу производительность нарезания зубьев увеличилась в 1,35 раза, при этом возросла точность расположения нарезанных зубьев до ±0,15 мм. Способ сравнительно прост в реализации и не требует специального оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1992 |
|
RU2043184C1 |
| СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 1995 |
|
RU2089357C1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2306208C1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |
| Способ шлифования зубчатых режущих инструментов | 1988 |
|
SU1604565A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении зубьев ленточных пил резанием. Сущность изобретения: способ заключается в установке пил в барабане с предварительным ориентированием устройства относительно инструмента, затем инструменту сообщают продольную подачу вдоль оси барабана, а пилам, установленным в барабане, сообщают непрерывную круговую подачу, кинематически связанную с продольной подачей инструмента. При использовании в качестве инструмента фасонных фрез и шлифовальных кругов им дополнительно сообщают вращение со скоростью резания от привода. 1 з.п. ф-лы, 5 ил.
Sn K·t,
где K количество последовательно расположенных формообразующих профилей на инструменте;
t шаг расположения зубьев нарезаемой пилы,
а пилам, установленным в подающем устройстве таким образом, что их торцы расположены по винтовой линии с шагом, равным продольной подаче инструмента, сообщают непрерывную круговую подачу, кинематически связанную с продольной подачей инструмента.
| Устройство для нарезания зубьев ленточных пил | 1979 |
|
SU768576A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
