Известны струйные снособы пайки радиаторов на подвесках с непрерывным транспортом.
Описываемый струйный способ пайки радиаторов отличается от известных тем, что предварительно зафлюсованный радиатор нагревают перед пайкой.
Такой способ пайки радиаторов позволяет повысить качество пайки и снизить расход припоя.
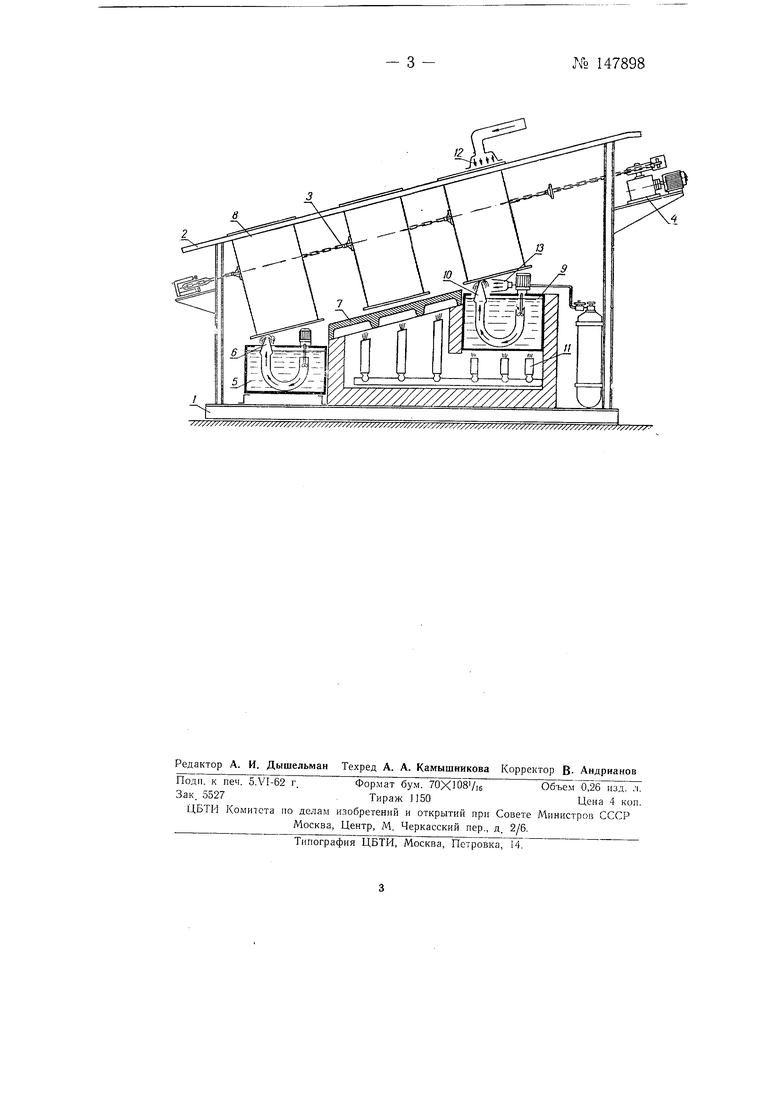
На чертеже изображен агрегат для осуществления предлагаемого струйного способа пайки радиаторов.
На металлическом каркасе 1 смонтированы наклонные нап равляющие 2, приводная цепь 3 с упорами и привод 4 цепи. В нижней части каркаса последовательно установлены резервуар 5 с жидким флюсом и механизмом подачи флюса в сопло 6, нагревательная плита 7 для нагрева радиаторов 8, резервуар 9 с припоем и механизмом подачи припоя в сопло 10.
Под нагревательной плитай 7 и резервуаром 9 с припоем смонтированы газовые горелки // для создания и поддержания необходимой температуры. Над резервуаром 9 с припоем установлено сопло 12 подачи сжатого воздуха для продувки трубок.
Для улучшения условий в зоне пайки и меньшего закисления припоя в этой зоне создается газовая ванна 13 из инертного или неагрессивного газа, например СОг. За первым агрегатом установлены кантователь и аналогичный агрегат для пайки обратной стороны радиаторов (на чертеже не показаны).
№ 147898- 2 Радиатор поступает с предыдущей операции на направляющие 2. Упоры приводной цепи 3 подхватывают радиатор и перемещают его по направляющим с постоянной скоростью. Наклон направляющих 2 необходим для уменьщения количества припоя, оседающего на прилегающие поверхности, и лучщего его растекания. Зафлюсованный струйным способом над резервуаром 5 радиатор проходит над плитой 7, разогретой до температуры, значительно превыщающей температуру расплавленного припоя. Такой способ разогрева в сочетании с непрерывным движением позволяет получить в нижней части радиатора температуру, близкую к температуре расплавленного припоя, не прибегая к разогреву радиатора на большую глубину. Затем радиатор немедленно после разогрева, не успевая охладиться, попадает в зОНу пайки, где струйным способом в среде инертных газов или СО2 осуществляется припайка трубок радиатора. Припаянные участки трубок радиатора обдувают подогретым сжатым воздухом, поступающим через сопло 12. Полностью оплавленный радиатор с помощью кантователя переворачивают на 180° и подают на следующий агрегат для пайки обратной стороны радиатора.
Предмет изобретения
Струйный способ пайки радиаторов на подвесках с непрерывным транспортом, отличающийся тем, что, с целью повышения качества пайки и снижения расхода припоя, предварительно зафлюсованный радиатор нагревают перед пайкой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нанесения покрытий в вакууме | 1960 |
|
SU139895A1 |
| СПОСОБ УВЕЛИЧЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ИЗДЕЛИЙ АВИОНИКИ | 1995 |
|
RU2116172C1 |
| СПОСОБ ГОРЯЧЕГО ЛУЖЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2002 |
|
RU2211255C1 |
| СПОСОБ РАФИНИРОВАНИЯ ЛИТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236476C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| СПОСОБ РАФИНИРОВАНИЯ ЛИТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187569C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ В МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 1995 |
|
RU2102494C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| ВАКУУМНАЯ ПЕЧЬ ДЛЯ ПАЙКИ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2301727C2 |
| ЯДЕРНЫЙ РЕАКТОР С ЖИДКОМЕТАЛЛИЧЕСКИМ ОХЛАЖДЕНИЕМ И СПОСОБ ОТВОДА ОТ НЕГО ТЕПЛОТЫ | 2011 |
|
RU2518066C2 |