Область техники, к которой относится изобретение
Настоящее изобретение относится к промышленным вакуумным печам для термической обработки и, в частности, к вакуумной печи для пайки крупных деталей или большой партии мелких деталей.
Предпосылки создания изобретения
В настоящее время вакуумные печи широко используются для соединения пайкой отдельных элементов различных изготовленных из металла деталей или изделий. Известные вакуумные печи преимущественно используют для пайки деталей с относительно небольшой площадью поперечного сечения. Вакуумной пайке очень крупных деталей из металла препятствуют два обстоятельства, а именно, неравномерный прогрев соединяемых пайкой деталей и ограниченная возможность удерживать соединяемые детали в плотном прижатом друг к другу виде в течение всего процесса пайки. Проявляется это в неэффективности пайки.
Именно неэффективностью пайки в известных вакуумных печах и объясняется существующая в настоящее время необходимость в решении проблем, присущих известным вакуумным печам, и в создании вакуумной печи, которую можно было бы использовать для качественного соединения пайкой очень крупных металлических деталей.
Вакуумная печь, предназначенная для пайки очень крупных деталей, представляет собой сложный агрегат, сооружение и эксплуатация которого связаны с исключительно высокими затратами. При высокой стоимости такой печи ее окупаемости существенно препятствует возможность выполнения в ней по существу только одной технологической операции. Для снижения срока окупаемости вакуумной печи необходимо, чтобы ее можно было использовать не только для пайки крупных металлических деталей, но и для выполнения других технологических операций, связанных с термической обработкой различных деталей. Иными словами, в настоящее время существует потребность в создании вакуумной термической печи, предназначенной для выполнения различных видов термической обработки при разной загрузке печи различными по виду деталями.
Краткое изложение сущности изобретения
Предлагаемая в изобретении вакуумная печь для пайки давлением и предлагаемый в изобретении способ ее использования позволяют устранить большинство недостатков, присущих известным вакуумным печам, используемым для пайки давлением в настоящее время.
Первым объектом настоящего изобретения является предлагаемая в нем вакуумная печь, которую можно использовать для пайки или термической обработки крупных изготовленных из металла деталей. Предлагаемая в изобретении вакуумная печь содержит работающий под давлением корпус с цилиндрической стенкой и крышкой, размеры и расположение которой позволяют закрыть открытый конец цилиндрического корпуса, и расположенную внутри корпуса термоизолированную камеру, образующую зону нагрева. В термоизолированной камере в зоне нагрева расположены электрические нагревательные элементы. Работающий под давлением корпус печи соединен с первой вакуумной системой, предназначенной для создания необходимого разрежения внутри корпуса, включая зону нагрева. Предлагаемая в изобретении вакуумная печь имеет также смонтированную на крышке корпуса систему манипулирования с опорой для обрабатываемой в печи металлической детали, состоящей из двух частей, между которыми в собранном виде имеется свободное пространство.
В системе манипулирования имеется подвижная тележка, предназначенная для перемещения крышки и открытия и закрытия работающего под давлением корпуса печи. Система манипулирования имеет также механизм, который предназначен для вращения загруженной в вакуумную печь детали и ее равномерного нагрева во время пайки. Предлагаемая в изобретении печь имеет также вторую являющуюся частью системы манипулирования вакуумную систему, которая соединяется с обрабатываемой в печи деталью и позволяет создать внутри детали в ее свободном пространстве определенное разрежение, под действием которого обе части детали плотно прижаты друг к другу в течение всего процесса пайки.
Другим объектом настоящего изобретения является предлагаемый в нем способ вакуумной пайки изготовленной из металла детали. При осуществлении предлагаемого в изобретении способа пайки используют две соединяемые друг с другом части детали, между которыми в собранном виде имеется свободное пространство. Собранную из двух частей деталь устанавливают на соединенную с механизмом вращения опору, которая смонтирована на крышке вакуумной печи. Опору вместе с установленной на нее деталью перемещают внутрь вакуумной печи, после чего печь герметично закрывают крышкой. Затем внутри печи создают необходимое разрежение, и загруженную в нее деталь нагревают до температуры пайки. Для равномерного прогрева нагреваемой до температуры пайки и закрепленной на опоре детали опору вместе с деталью во время пайки непрерывно вращают. В предпочтительном варианте во время нагрева внутри детали в свободном пространстве между ее соединяемыми друг с другом пайкой частями создают разрежение, под действием которого обе части детали плотно прижаты друг к другу в течение всего процесса пайки.
Краткое описание чертежей
Ниже кратко рассмотренное выше изобретение более подробно рассмотрено на примере предпочтительных вариантов его возможного осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - вид сверху вакуумной термической печи, предлагаемой в настоящем изобретении,
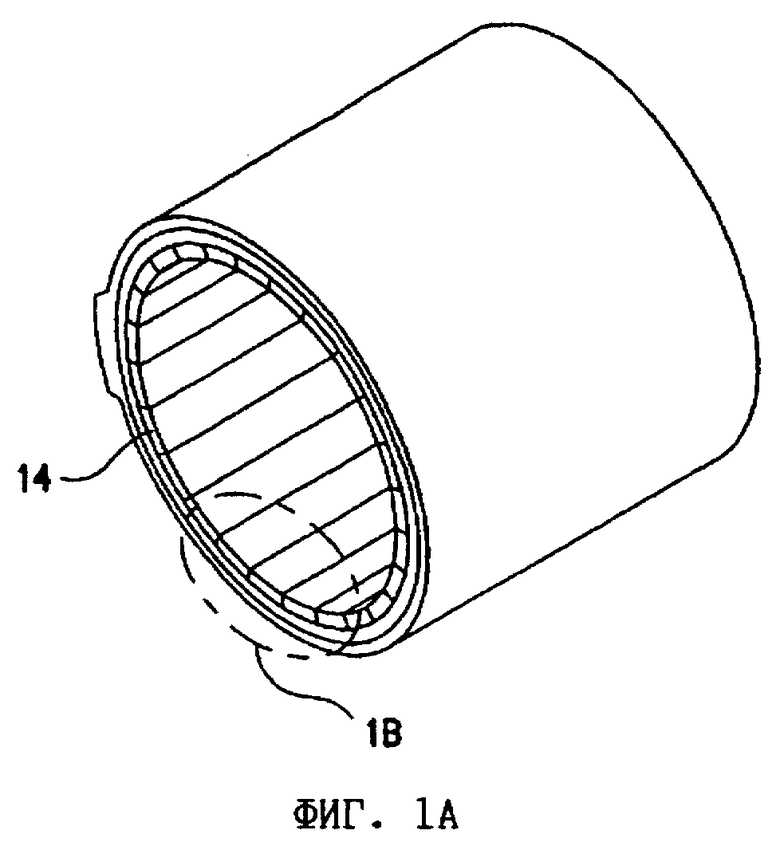
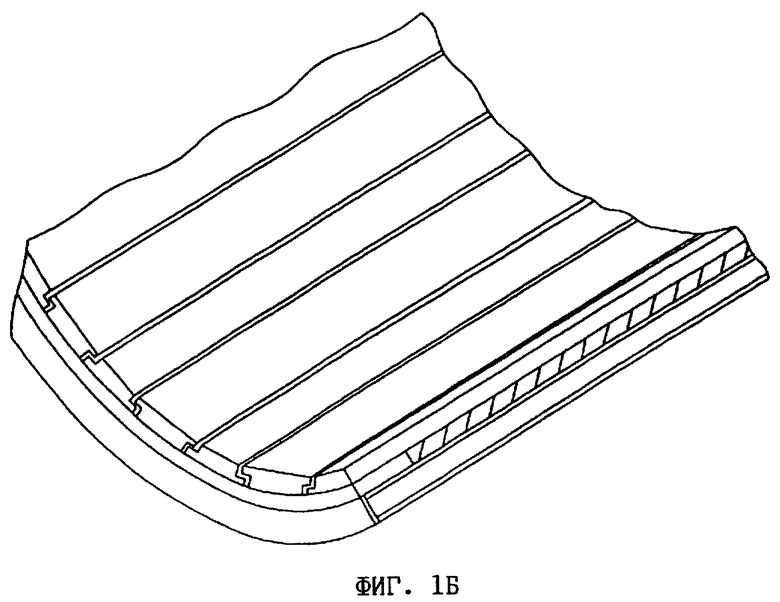
на фиг.1А и 1Б - аксонометрическая проекция основных конструктивных элементов зоны нагрева, используемых в печи, показанной на фиг.1,
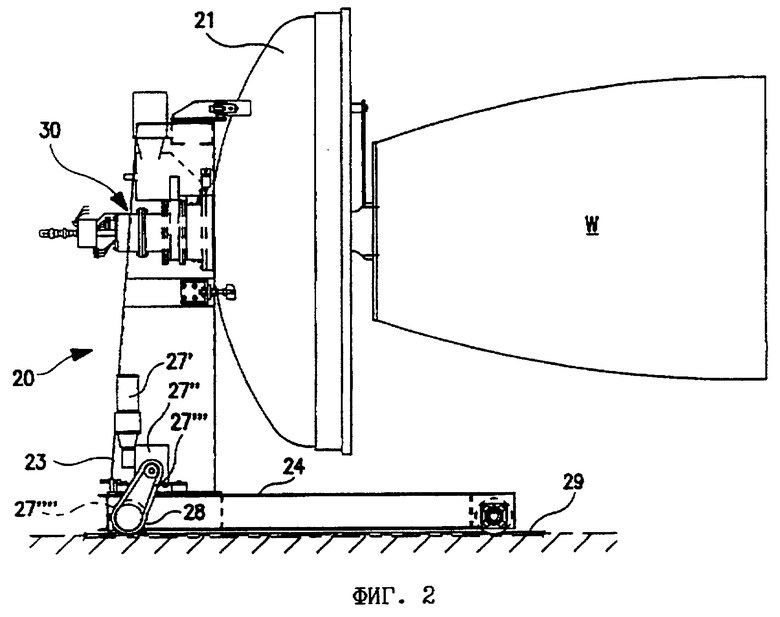
на фиг.2 - вид сбоку системы манипулирования деталью, нагреваемой в вакуумной печи, показанной на фиг.1,
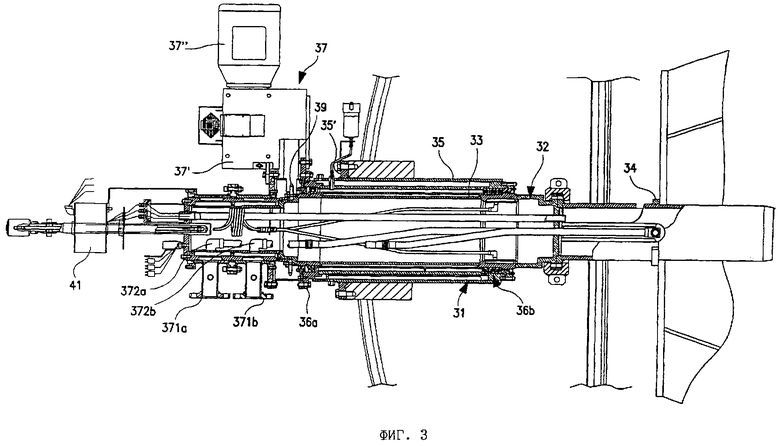
на фиг.3 - вид сбоку механизма вращения детали, нагреваемой в вакуумной печи, показанной на фиг.1,
на фиг.4 - поперечное сечение отдельных деталей показанного на фиг.2 механизма вращения опоры, предназначенной для крепления и вращения обрабатываемой в печи детали,
на фиг.5 - схема зоны нагрева и внутреннего пространства вакуумной термической печи, показанной на фиг.1,
на фиг.6 - аксонометрическая проекция двух частей изготовленной из металла детали, которые соединяются друг с другом пайкой в вакуумной печи, показанной на фиг.1,
на фиг.7 - вид сверху другого варианта выполнения вакуумной термической печи, предлагаемой в настоящем изобретении,
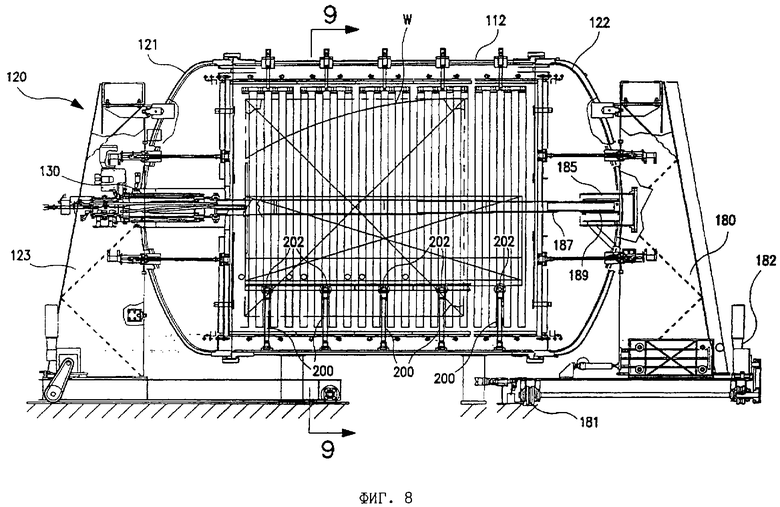
на фиг.8 - вид сбоку вакуумной термической печи, частично изображенной в разрезе плоскостью 8-8 по фиг.7,
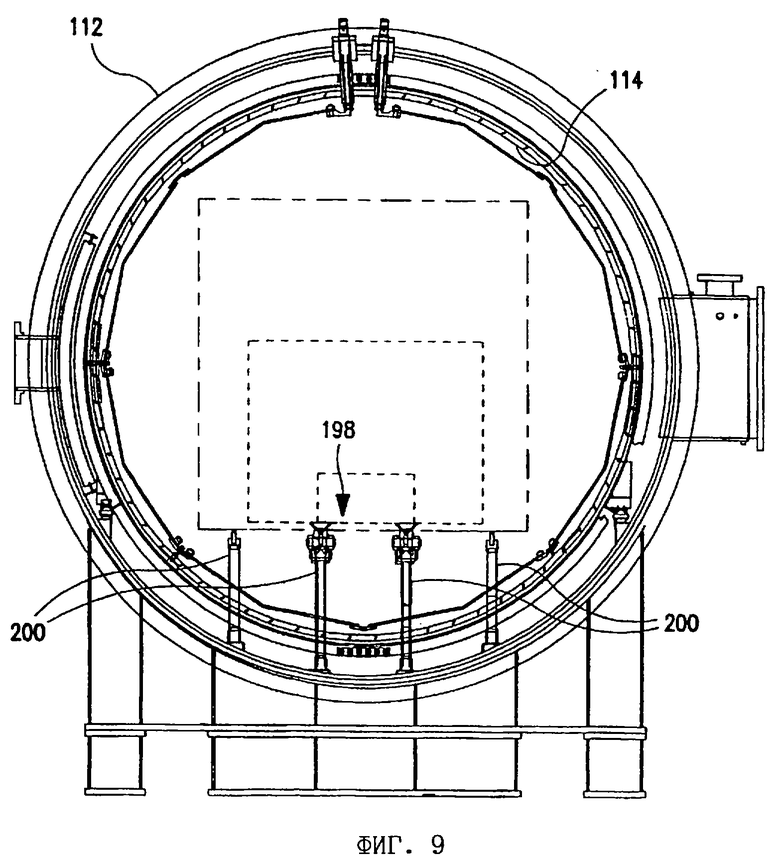
на фиг.9 - вид сбоку вакуумной термической печи, частично изображенной в разрезе плоскостью 9-9 по фиг.8,
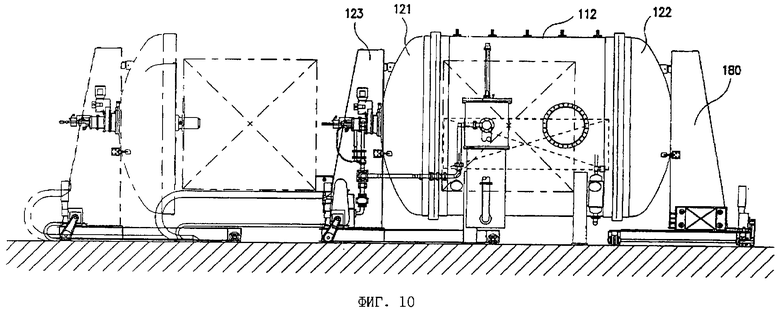
на фиг.10 - вид сбоку части вакуумной термической печи, показанной на фиг.7, и
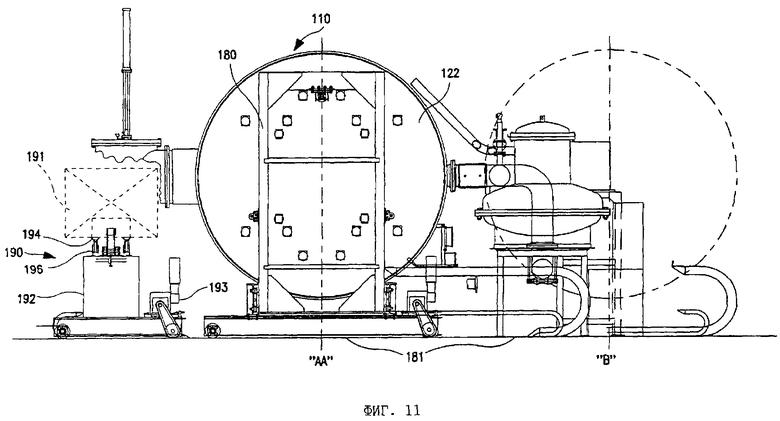
на фиг.11 - вид сбоку вакуумной термической печи, показанной на фиг.7, с другой крышкой и тележкой, предназначенной для загрузки в печь нагреваемых в ней деталей.
Предпочтительные варианты осуществления изобретения
Предлагаемая в предпочтительном варианте осуществления изобретения вакуумная печь, предназначенная для пайки различных деталей, имеет горизонтальный, работающий под давлением корпус. Корпус печи имеет стальную двойную стенку с системой водяного охлаждения. Для создания разрежения предназначены две вакуумные системы. Первая вакуумная система предназначена для создания разрежения внутри печи, а вторая - для создания разрежения внутри обрабатываемой в печи детали. Обе вакуумные системы работают независимо друг от друга и обладают достаточной производительностью, исключающей необходимость в многократном создании необходимого разрежения и периодической откачке газа и продувке печи и детали.
Обрабатываемую в печи деталь предпочтительно устанавливают на соединенную с механизмом вращения опору, которая обеспечивает возможность вращения закрепленной на ней детали внутри печи во время ее обработки. Соединенная с механизмом вращения опора смонтирована на крышке, которая обеспечивает возможность перемещения детали внутрь корпуса печи. Крышка и опора с механизмом вращения смонтированы на тележке, которая имеет собственный привод. На тележке расположены электрические и механические соединительные устройства и различное оборудование и аппаратура управления. Крышка, опора с механизмом вращения и тележка образуют в предлагаемой в изобретении предназначенной для пайки вакуумной печи систему манипулирования обрабатываемой в печи деталью. В другом варианте при термической обработке или пайке неподвижных (не вращающихся) деталей в качестве опоры обрабатываемой в печи детали можно использовать расположенную в зоне нагрева часть пода печи.
Предлагаемая в изобретении вакуумная печь, которую можно использовать для пайки различных деталей, имеет также систему нагрева. Система нагрева печи состоит из электрических графитовых нагревательных элементов, расположенных в экранированной графитом зоне нагрева печи. Для экранирования зоны нагрева можно также использовать керамический материал, например оксид алюминия. Кроме того, вместо графита для изготовления нагревательных элементов можно использовать тугоплавкий металл, в частности молибден, вольфрам или хромоникелевый сплав. Нагревание детали в зоне нагрева осуществляется прямым излучением тепла, конвекционным нагревом в состоянии покоя и при необходимости за счет теплопроводности в атмосфере инертного газа. Электрическая система нагрева имеет определенную мощность, достаточную для того, чтобы время нагрева детали весом до 2500 фунтов не превышало 30 мин.
Для подачи в печь инертного газа и создания в ней избыточного давления до 10 бар обычно используют специальную систему. В существующих вакуумных термических печах иногда используют системы, создающие в корпусе печи большее давление. Предлагаемая в изобретении печь также имеет систему охлаждения с принудительной подачей газа, которая предназначена для контролируемого охлаждения детали после ее пайки. В системе охлаждения имеется нагнетатель, внутренние и внешние трубопроводы для прохода газа, расположенная в печи вокруг зоны нагрева камера и теплообменник, предназначенный для отбора тепла от охлаждающего газа.
Управление системой нагрева, вакуумной системой, системой заполнения печи инертным газом и создания в ней избыточного давления и системой охлаждения с принудительной подачей газа осуществляется с помощью программируемого логического контроллера (ПЛК). Для работы оператора предназначен графический дисплей и либо сенсорный экран, либо клавиатура. Для наблюдения за работой печи можно использовать обычный, например настольный, персональный компьютер (ПК). Персональный компьютер обычно находится на удалении от шкафа управления каждой системой и может быть установлен в зоне обслуживания печи или в отдельном офисном помещении. Персональный компьютер можно использовать для задания рабочего цикла печи, а также для хранения, печати и обработки данных, полученных от соответствующих датчиков, предназначенных для контроля рабочего цикла печи.
Ниже рассмотрена более подробно показанная на фиг.1-5, на которых одни и те же узлы и детали печи обозначены одними и теми же позициями, конструкция предлагаемой в изобретении вакуумной печи 10 для пайки давлением.
Вакуумная печь 10 имеет работающий под давлением корпус 12 с расположенной в нем зоной 14 нагрева. Вакуумная печь 10 имеет также систему 20 манипулирования нагреваемой в ней деталью, которая может перемещаться относительно корпуса 12 из первого положения "А" во второе положение "В" и обратно. В состав системы 20 манипулирования входят основная крышка 21 корпуса 12 печи, механизм 30 поворота с опорой, на которой крепится вращающаяся во время пайки деталь "W", и тележка 23, предназначенная для перемещения системы 20 манипулирования. Работающий под давлением корпус 12 вакуумной печи соединен с системой подачи газа, предназначенной для создания в печи во время работы избыточного давления в атмосфере инертного газа.
В вакуумной печи 10 для пайки давлением имеется также первая вакуумная система 40, которая соединена с внутренней полостью работающего под давлением корпуса 12 и предназначена для создания в нем во время работы печи необходимого разрежения. Вторая вакуумная система 60, которая является частью системы 20 манипулирования обрабатываемой в печи деталью, предназначена для создания разрежения внутри обрабатываемой в печи детали "W". Корпус печи соединен также с системой 50 охлаждения с принудительной подачей газа, которая предназначена для контролируемого охлаждения детали после ее пайки.
Работающий под давлением корпус 12 печи, который обычно изготавливают из стали, имеет механически обработанные фланцы для герметичного соединения корпуса с крышками и расположенную на одном из концов корпуса основную крышку 21, которая в открытом положении обеспечивает возможность доступа внутрь корпуса. На другом конце корпуса 12 расположена вторая крышка 22, которая в открытом положении обеспечивает дополнительную возможность доступа внутрь корпуса. Изготовленный из стали корпус 12 печи имеет двойную стенку, образующую охлаждающую рубашку, через которую во время нагрева печи прокачивают охлаждающую воду. Протекающая через охлаждающую рубашку корпуса 12 вода отбирает тепло, охлаждая поверхность корпуса, и перекачивается насосом обратно в соединенный с рубашкой резервуар-хранилище. Такая система водяного охлаждения позволяет поддерживать температуру наружной поверхности печи на безопасном для обслуживающего персонала уровне. Каждая из крышек корпуса печи изготовлена с охлаждающими рубашками и состоит из выпуклого стального днища и механически обработанного герметично закрывающего печь фланца, изготовленного из углеродистой стали. Основная крышка 21 печи имеет запирающее устройство, выполненное по типу запирающих устройств, которые обычно используются в автоклавах с откидной крышкой с уплотнительным кольцом.
Для обеспечения надежной работы корпуса печи и связанных с ним вспомогательных систем и устройств и для создания безопасных условий работы для обслуживающего печь персонала предусмотрена система 70 охлаждения печи. Система 70 охлаждения имеет один работающий предпочтительно на воде контур охлаждения, соединенный с системой слива воды. Система 70 охлаждения печи имеет систему регулирования давления, различные подсистемы контроля, запорные клапаны, коллекторы и рукава, необходимые для прокачки воды через корпус 12 печи и связанные с ним системы. На работающем под давлением корпусе 12 печи предпочтительно установить один или несколько предохранительных клапанов, которые открываются при увеличении давления охлаждающей воды сверх допустимого и соединяют систему охлаждения с системой слива. Печь оборудована также подсистемой отключения подачи воды при низкой температуре, которая во время охлаждения печи автоматически перекрывает подачу в корпус печи охлаждающей воды при определенной температуре, равной, например, 300°F (150°C). Отключение корпуса печи от системы водяного охлаждения препятствует образованию конденсата на внутренней стенке корпуса печи во время выгрузки и загрузки детали. В начале следующего рабочего цикла корпус печи вновь соединяется с системой водяного охлаждения. Для сохранения качества охлаждающей воды систему 70 охлаждения предпочтительно выполнить в виде системы с замкнутым контуром. В состав системы 70 охлаждения печи обычно входят градирня, резервуар, водо-водяной теплообменник, насосы, клапаны и соответствующие системы контроля.
Зона 14 нагрева печи имеет цилиндрическую боковую стенку и обычно плоские переднюю и заднюю торцовые стенки. Передняя и задняя торцовые стенки без зазоров соединяются с боковой стенкой и герметично закрывают оба конца зоны нагрева. Для повышения герметичности зоны нагрева, ее цилиндрической части и торцовых стенок все сварные швы и стыки дополнительно уплотняются графитовой ватой или другим соответствующим материалом. Кроме того, к поверхности цилиндрической части и торцовым стенкам зоны нагрева крепятся плоские нагревательные элементы из металла. Эффективная герметизация зоны нагрева существенно уменьшает конвекционные потоки и снижает перепады температуры, возникающие в зоне нагрева и в обрабатываемой в печи детали из-за потери тепла, отбираемого из зоны нагрева холодными стенками печи. Зону нагрева можно оборудовать неподвижным подом, приспособленным для установки на него обрабатываемой в печи во время пайки детали.
Зона 14 нагрева, в которой расположены нагревательные элементы, имеет теплоизоляцию, которая обеспечивает равномерный нагрев загруженной в печь детали, быстрое и равномерное охлаждение и эффективное использование мощности. Конструкция зоны нагрева должна обеспечивать возможность поддержания в ней во время работы печи необходимой температуры в пределах от 500 до 3000°F (от 260 до 1648°С). Теплоизоляция и нагревательные элементы крепятся к несущей конструкции зоны нагрева, изготовленной предпочтительно из нескольких секций из нержавеющей стали. Нагревательные элементы предпочтительно изготовить из графита или из тугоплавкого металла и разместить их не только в цилиндрической части зоны 14 нагрева, но и на ее торцовых стенках. Обычно в вакуумных печах используют плоские нагревательные элементы, вместо которых, однако, можно использовать и согнутые под углом или по кривой нагревательные элементы, форма которых должна соответствовать размерам и форме зоны нагрева и нагреваемой в них крупногабаритной детали. Для равномерного и оптимального нагрева детали нагревательными элементами необходимо закрыть изнутри по существу всю цилиндрическую поверхность зоны нагрева. Нагревательные элементы крепятся в соответствующем месте к несущей конструкции зоны нагрева болтами, которые позволяют при необходимости легко заменить поврежденные нагревательные элементы новыми. Для равномерного регулирования температуры во время работы печи все нагревательные элементы можно разделить на отдельные расположенные в разных местах зоны нагрева группы. Регулируя мощность, подводимую к разным группам нагревательных элементов, можно поддерживать в разных местах зоны нагрева разную температуру. Конструкция крепления нагревательных элементов должна обеспечивать возможность их легкого демонтажа и установки на место. Для крепления нагревательных элементов предпочтительно использовать устройства, которые позволяют закрепить и освободить нагревательный элемент поворотом всего на одну четвертую часть оборота. В качестве нагревательных элементов, в частности графитовых, и устройств для их крепления можно использовать нагревательные элементы и устройства, описанные в патенте US 4559631, полностью включенном в настоящее описание в качестве ссылки.
Теплоизоляцию зоны 14 нагрева предпочтительно изготовить из графитовых листов с графитовой фольгой или без нее. С обратной стороны между листами из графита и наружной стенкой зоны нагрева можно уложить слой теплоизоляции из графитового нетканого материала. В другом варианте для теплоизоляции зоны нагрева можно использовать жесткую, полужесткую или нетканую листовую теплоизоляцию из оксида алюминия. Теплоизоляция крепится к изготовленной из стали стенке зоны нагрева, в которой расположена камера для распределения охлаждающего газа. Предпочтительный вариант выполнения теплоизоляции зоны нагрева показан на фиг.1А.
Как уже было отмечено выше, все нагревательные элементы можно объединить в отдельные группы и разделить всю зону нагрева на отдельные зоны. Предлагаемая в изобретении вакуумная печь для пайки давлением имеет систему регулирования температуры, позволяющую регулировать температуру на отдельных участках зоны нагрева и поддерживать ее на одном или разных уровнях. В каждой зоне нагрева устанавливают определенное количество термопар. Оборудованная такой системой регулирования температуры печь может работать с разной температурой в разных местах зоны нагрева. Разная температура в разных местах зоны нагрева позволяет оптимизировать процесс пайки детали, нагревая ее различные участки до разной температуры, особенно при пайке крупных деталей неправильной формы с разным по длине поперечным сечением. Система регулирования температуры получает информацию от термопар, расположенных в разных местах на или внутри нагреваемой до температуры пайки детали. Система регулирования использует эту информацию для регулирования мощности, подводимой к нагревательным элементам в каждой зоне нагрева, и регулирования температуры различных участков обрабатываемой в печи детали.
Первая вакуумная система 40 состоит из системы низкого вакуума и системы высокого вакуума. Для создания низкого вакуума используют один или несколько вакуум-насосов, соединенных с работающим под давлением корпусом 12 печи через дроссельный клапан с автоматическим регулированием. В системе низкого вакуума обычно используют один агрегат, состоящий из механического вакуум-насоса и воздуходувки. Для создания низкого вакуума в крупных печах можно использовать и еще один механический вакуум-насос. Для создания высокого вакуума обычно используют один или несколько диффузионных насосов, которые напрямую соединяют с печью прямоугольными полнопроходными тарельчатыми клапанами. Для создания в диффузионном вакуум-насосе во время работы системы низкого вакуума необходимого разрежения обычно используют небольшой механический вакуум-насос.
Система, предназначенная для подачи в печь инертного газа и создания в ней избыточного давления, состоит из системы, которая предназначена для заполнения печи инертным газом, и системы, которая предназначена для создания в заполненной инертным газом печи необходимого давления. Обе эти системы соединены соответствующими трубами и клапанами с заполненным инертным газом резервуаром. В качестве инертного газа предпочтительно использовать аргон или азот. В резервуаре, который является источником инертного газа, инертный газ должен находиться под давлением, достаточным для создания в печи необходимого избыточного давления. Так, например, для создания в печи избыточного давления около 150 фунт/кв. дюйм избыточное давление инертного газа в резервуаре должно составлять приблизительно 275 фунт/кв. дюйм. Система заполнения печи инертным газом и система создания в заполненной инертным газом печи рабочего давления непосредственно не связаны друг с другом, однако могут работать от одного и того же источника инертного газа. За источником инертного газа последовательно установлены два управляемых вручную запорных клапана, с помощью которых можно перекрыть трубопроводы, соединяющие обе системы с источником инертного газа. На каждом из этих трубопроводов установлен электромагнитный выпускной клапан, позволяющий в аварийных ситуациях и по соображениям безопасности "демпфировать" резкое изменение давления в печи.
В системе заполнения печи инертным газом рядом с корпусом 12 печи расположен ряд клапанов, в частности дроссельная задвижка с ручным управлением, с помощью которой можно регулировать скорость заполнения печи инертным газом. На выходе задвижки установлен нормально закрытый клапан с электромагнитным управлением. При включении этот клапан полностью открывается, а при выключении полностью закрывается. Скорость заполнения печи инертным газом регулируют вручную с помощью дроссельной задвижки. Во избежание повреждения заготовки и зоны нагрева печи продолжительность заполнения печи инертным газом должна составлять не менее шести секунд. Время заполнения инертным газом крупных печей может составлять от одной до двух минут. Установленный в системе заполнения печи инертным газом электромагнитный клапан управляется с помощью программируемого логического контроллера (ПЛК).
Система, предназначенная для регулирования давления в заполненной инертным газом печи, состоит из двух подсистем, одна из них предназначена для контролируемого увеличения давления в печи во время нагрева загруженной в нее детали, а другая - для постепенного снижения давления и выпуска инертного газа из печи. В первой подсистеме имеется дроссельная задвижка, предназначенная для регулирования максимальной скорости подачи в печь инертного газа, и работающий по принципу "включено-выключено" электромагнитный клапан, с помощью которого можно контролировать давление в заполненной инертным газом печи. Дроссельная задвижка имеет ручное управление, а электромагнитный клапан управляется от программируемого логического контроллера (ПЛК), в который поступает информация о режиме работы печи и сигналы от датчиков, измеряющих давление в печи. В программу ПЛК закладывается режим увеличения давления газа в печи, в том числе режим ступенчатого увеличения давления и продолжительность работы печи при каждом давлении.
Снижение давления в печи и/или поддержание в ней необходимого давления (при увеличении давления или температуры сверх заданной величины) осуществляется с помощью второй подсистемы, которая работает независимо от подсистемы, предназначенной для заполнения печи инертным газом в регулируемом режиме. Для выпуска из печи инертного газа предназначен работающий по принципу "включено-выключено" электромагнитный клапан и дроссельная задвижка с ручным управлением, через которую инертный газ выпускается из помещения, в котором расположена печь. Управляет работающим по принципу "включено-выключено" электромагнитным клапаном программируемый логический контроллер (ПЛК), в который поступает информация о режиме работы печи и сигналы от датчиков, измеряющих давление в печи.
Система 20 манипулирования обрабатываемой в печи деталью представляет собой многофункциональное устройство, предназначенное для загрузки в печь нагреваемой в ней детали и выгрузки ее из печи. Эта система имеет опору, на которую устанавливается вращающаяся во время пайки деталь. Загрузка и выгрузка обрабатываемой в печи детали происходит при открытии крышки 21, которая закрывается во время нагрева и пайки загруженной в печь детали. Показанная на фиг.2 система 20 манипулирования обрабатываемой в печи деталью состоит из крышки 21 корпуса печи, механизма 30 вращения с опорой для установки детали и ее вращения во время нагрева и тележки 23, которая предназначена для перемещения системы 20 манипулирования относительно корпуса печи. Механизм 30, предназначенный для крепления детали и ее вращения во время нагрева, состоит из сборного вращающегося вала и сборного неподвижного вала.
Показанный на фиг.3 сборный вращающийся вал 32 содержит полую трубу, предпочтительно изготовленную из нержавеющей стали. На конце сборного вращающегося вала 32 расположен фланец 34, к которому болтами крепится приспособление для крепления обрабатываемой в печи детали. Это приспособление служит опорой для загружаемой в печь детали. Внутри сборного вращающегося вала 32 проходят соединяемые с обрабатываемой в печи деталью магистрали, предназначенные для создания внутри детали необходимого разрежения и для продувки ее газом, и соединенные с термопарами провода. Сборный вращающийся вал 32 вращается в двух подшипниках 36а, 36b большого диаметра. Внутри сборного вращающегося вала 32 проходит также система охлаждающих труб, соединенных с источником охлаждающей жидкости, предпочтительно воды, предназначенной для охлаждения вращающегося вала во время нагрева обрабатываемой в печи детали. Охлаждающая вода подается внутрь сборного вращающегося вала 32 через один из его концов и попадает в систему охлаждающих труб, которые проходят по всей длине вала. Выходящая из вала через вращающееся соединение нагретая вода возвращается в источник охлаждающей воды. Внутри сборного вращающегося вала 32 расположена кольцевая полость. Эта полость соединяется с трубой и на выходе из вала соединяется с закрепленной на нем деталью.
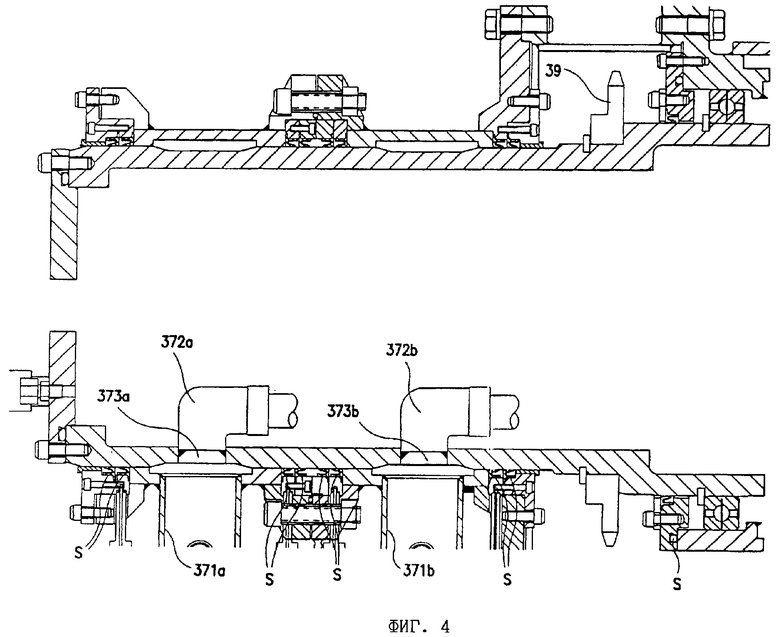
Сборный неподвижный вал 31 содержит неподвижную трубу, предпочтительно изготовленную из углеродистой стали. Показанный на фиг.4 сборный неподвижный вал 31 имеет уплотнения подшипников вращающегося вала, соединительные устройства системы, предназначенной для создания разрежения в обрабатываемой в печи детали, и расположенные между неподвижным валом и вращающимся валом и предназначенные для создания в нем избыточного давления и разрежения уплотнения "S". Уплотнения "S" можно изготовить из различных обычно применяемых для этой цели материалов, однако предпочтительно их изготовить из политетрафторэтилена, известного как материал TEFLON®. Между вращающимся и неподвижным валом расположена кольцевая полость 33. Эта полость заполняется с помощью вакуум-насоса специальным маслом, которое служит дополнительным уплотнением, обеспечивающим возможность создания внутри вращающегося вала и избыточного давления, и разрежения. Неподвижный вал имеет кожух с наружной стенкой. Кожух неподвижного вала имеет фланец, который болтами крепится к крышке печи. Между кожухом и неподвижным валом расположена полость, через которую прокачивают охлаждающую воду, которая охлаждает сборный неподвижный вал до температуры, безопасной для работы обслуживающего персонала.
Вращающийся вал приводится во вращение механизмом 37 привода с цепной передачей. На вращающемся валу 32 закреплена звездочка 39. Закрепленная на валу звездочка 39 соединена не показанной на чертежах цепью с зубчатым редуктором 37' с регулируемым передаточным отношением и двигателем 37", который приводит вращающийся вал во вращение с заданной скоростью.
Расположенные на обрабатываемой в печи детали термопары соединяются с измерительной аппаратурой и системой регулирования температуры через многоканальный токосъемник 41.
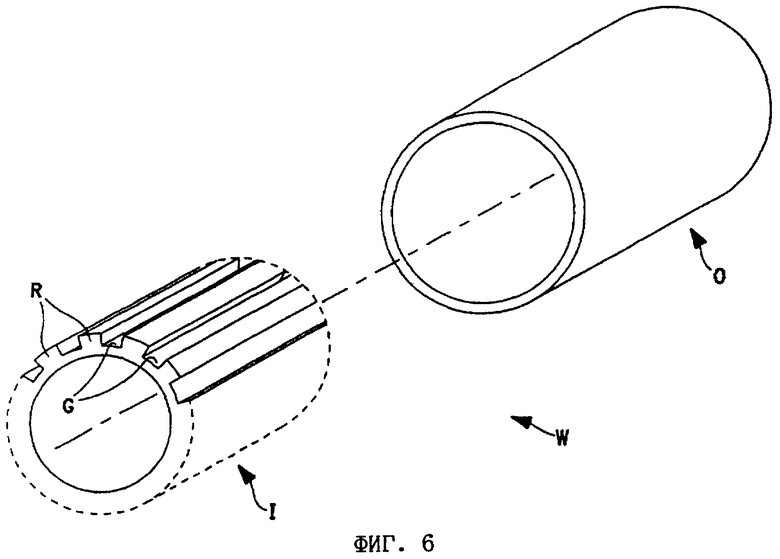
На фиг.6 показан пример детали "W", которую можно спаять в предлагаемой в изобретении вакуумной печи. Деталь "W" состоит из внутреннего элемента "I" и наружного элемента "О", которые во время пайки прочно соединяются друг с другом. Показанный на чертеже внутренний элемент "I" имеет множество выступов или ребер "R", между которыми остаются зазоры или пазы "G". В собранном виде внутренний элемент "I" и наружный элемент "О" образуют внутри детали "W" множество разделенных ребрами полостей. Во время пайки детали в этих полостях с помощью второй вакуумной системы 60 создается необходимое для пайки давлением разрежение.
На фиг.3 показано, что вторая вакуумная система 60 соединяется с обрабатываемой в вакуумной печи деталью "W" двумя вакуумными магистралями, которые проходят внутри сборного вращающегося вала 32. Вакуумные магистрали на конце соединяются с обрабатываемой в печи деталью "W" либо сваркой, либо соответствующими герметичными механическими вакуумными соединительными устройствами. Вакуум-насос и клапаны второй вакуумной системы, предназначенной для создания разрежения в обрабатываемой в печи детали, расположены вне рабочей камеры печи и установлены на тележке 23, предназначенной для перемещения механизма 30 вращения детали. Вакуумная система, предназначенная для создания разрежения в обрабатываемой в печи детали, содержит механический вакуум-насос и воздуходувку, выполненные в виде одного агрегата. Перед механическим вакуум-насосом можно установить вторую воздуходувку. Соединение вакуумных магистралей с вращающимся валом осуществляется с помощью уплотнений 36 манжетного типа. Вакуумная система, предназначенная для создания разрежения в обрабатываемой в печи детали, обеспечивает возможность многократного циклического создания разрежения и продувки внутренней полости детали.
Механизм 30 вращения детали содержит неподвижные впускные патрубки 371а, 371b и вращающиеся впускные патрубки 372а, 372b, которые соединены с неподвижными впускными патрубками через кольцевые каналы 373а, 373b, образованные между сборным неподвижным валом 31 и сборным вращающимся валом 32. Соединенные с обрабатываемой в печи деталью вакуумные магистрали другими своими концами соединены герметичными вакуумными соединительными устройствами с вращающимися впускными патрубками 372а, 372b.
Механизм 30 вращения детали через крышку 21 корпуса печи расположен на тележке 23. Тележка 23 имеет показанную на фиг.2 платформу 24, на которой установлены вакуумные насосы второй вакуумной системы. Силовые провода, по которым напряжение подается на двигатели вакуум-насосов, соединительные устройства, через которые газ подается в систему охлаждения вращающегося вала, соединительные устройства, предназначенные для подачи воды в систему охлаждения неподвижного вала, и электрические соединительные устройства расположенных на обрабатываемой в печи детали термопар крепятся к соответствующему шкафу и проходят через смоточное устройство 25.
Для перемещения тележки 23 предназначен электродвигатель 27', который через зубчатый редуктор 27" соединен с приводной цепью 27'" и звездочкой 27"". Звездочка 27"" закреплена на валу 28. Для ограничения хода тележки в прямом и обратном направлениях предназначены конечные выключатели. В предпочтительном варианте тележка 23 перемещается по рельсам 29. На концах рельсов установлены механические упоры, защищающие загружаемую в печь деталь и систему 30 манипулирования от повреждения при появлении неисправностей в электрической системе управления.
Система 50 охлаждения с принудительной подачей газа предназначена для уменьшения деформации загруженной в печь детали путем ее охлаждения после пайки в определенном режиме. Система 50 охлаждения детали принудительно подаваемым в печь газом позволяет также оптимизировать весь рабочий цикл обработки детали за счет уменьшения продолжительности всего процесса охлаждения. Охладить деталь после пайки с помощью газа можно в статическом режиме и/или путем принудительной конвекции. В основном деталь охлаждают газом в статическом режиме вплоть до полного затвердевания металла в месте пайки. После затвердевания металла в месте пайки деталь охлаждают в режиме принудительной конвекции, увеличивая скорость охлаждения и тем самым уменьшая продолжительность всего рабочего цикла.
Охлаждение в режиме принудительной конвекции сопровождается отключением нагревательных элементов и охлаждением системы (детали) за счет передачи тепла излучением стенкам работающего под давлением корпуса печи. Охлаждение инертного газа, которое происходит в результате теплообмена с охлаждаемой водой стенкой корпуса печи, сопровождается конвективным теплообменом между внутренней и внешней областью зоны нагрева и соответствующим увеличением общей скорости охлаждения.
Система охлаждения с принудительной подачей газа предназначена для охлаждения загруженной в печь детали путем принудительной конвекции с использованием газа под давлением от около 6 бар (около 90 фунт/кв. дюйм) до примерно 5-7 дюймов рт.ст. Давление охлаждающего газа в печи и продолжительность охлаждения выбирают определенным образом и закладывают в программу рабочего цикла. Давление в печи во время охлаждения поддерживают путем дополнительной подачи в печь необходимого количества газа, позволяющего поддерживать давление в печи на выбранном уровне при падении температуры газа.
Система 50 с принудительной подачей газа представляет собой замкнутую систему с воздуходувкой 53 турбинного типа с приводом от электродвигателя. Воздуходувка прокачивает газ через трубчатый теплообменник 54 с ребрами и с водяным охлаждением производительностью предпочтительно около 3000000 британских тепловых единиц (БТЕ) в час. Воздуходувка и теплообменник расположены вне вакуумной камеры печи. Во время нагрева магистрали, соединяющие воздуходувку и теплообменник с вакуумной камерой печи, перекрывают клапанами с водяным охлаждением. В принципе воздуходувку и теплообменник можно расположить и внутри корпуса камеры печи. Такая встроенная в печь воздуходувка с теплообменником описана, например, в патенте US 4906182, который полностью включен в настоящее описание в качестве ссылки.
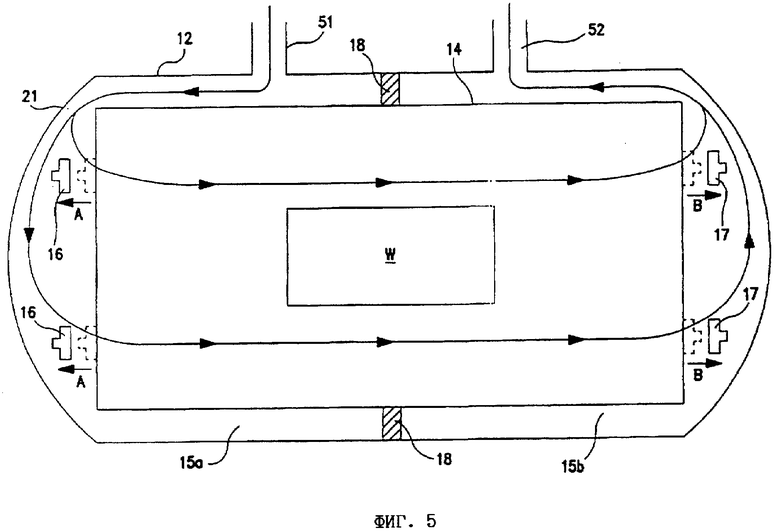
На фиг.5 показана камера, расположенная внутри печи вокруг зоны 14 нагрева. Эта камера состоит из передней части 15а и задней части 15b. На торцовых стенках зоны 14 нагрева установлены расположенные внутри камеры клапаны 16, 17. Через открытые клапаны 16, 17 охлаждающий газ проходит в зону 14 нагрева и выходит из нее в направлении стрелок "L", обдувая расположенную в зоне нагрева деталь "W" и отбирая от нее тепло. Система охлаждения с принудительной подачей газа имеет входной патрубок 51, через который охлаждающий газ попадает в переднюю часть 15а камеры. Прошедший через зону 14 нагрева газ выходит из камеры через выходной патрубок 52, который расположен в задней части 15b камеры. Впускные клапаны 16 расположены у переднего конца зоны 14 нагрева, во время охлаждения находящейся в зоне нагрева детали перемещаются в направлении стрелок "А" и открывают отверстия, через которые газ попадает из камеры в зону 14 нагрева. Аналогичным образом выходные клапаны 17 расположены у заднего конца зоны 14 нагрева, во время охлаждения находящейся в зоне нагрева детали перемещаются в направлении стрелок "В" и открывают отверстия, через которые нагретый газ попадает в камеру из зоны 14 нагрева. Передняя и задняя части 15а, 15b камеры разделены перегородкой или переборкой 18, препятствующей перемешиванию нагретого в печи газа с подаваемым в нее холодным газом.
В другом варианте для подачи охлаждающего газа из камеры в зону нагрева печи можно использовать множество впрыскивающих сопел, расположенных по окружности вокруг зоны нагрева. Для увеличения объема охлаждающего газа, подаваемого в зону горения или выходящего из нее, такие сопла можно также установить на одной из боковых стенок зоны горения. При использовании сопел камера должна быть сконструирована таким образом, чтобы подаваемый в нее холодный газ не смешивался с выходящим из нее горячим газом.
Ниже рассмотрен типичный режим работы и последовательность выполнения различных операций при пайке деталей давлением в предлагаемой в изобретении вакуумной печи. Сначала, когда система манипулирования находится в положении "А", обрабатываемую в печи деталь "W" крепят к фланцу 34 сборного вращающегося вала 32. Затем механизм 30 вращения детали и крышка 21 корпуса печи перемещаются тележкой 23 в положение "В", в котором деталь оказывается расположенной внутри корпуса печи, а фланец крышки прижимается к фланцу корпуса печи. После этого с помощью запирающего устройства корпус печи герметично закрывается крышкой 21. Из герметично закрытого корпуса 12 печи с помощью первой вакуумной системы 40 откачивают воздух. Когда разрежение в корпусе печи достигает заданной величины, корпус заполняют аргоном. После этого в корпусе 12 печи вновь создают разрежение.
Затем с помощью второй вакуумной системы 60 необходимое разрежение создают внутри загруженной в печь детали. Под действием этого разрежения наружный элемент "О" детали с усилием, необходимым для пайки давлением, плотно прижимается к ее внутреннему элементу "I". Создание разрежения во внутренних полостях детали и их заполнение аргоном при необходимости повторяют несколько раз. Затем включают расположенные в зоне 14 нагрева нагревательные элементы и в соответствии с программой режима пайки постепенно увеличивают температуру внутри печи. При нагревании инертного газа, которое при необходимости сопровождается периодической подачей в печь дополнительного аргона, в корпусе печи увеличивается давление. Температуру и давление в печи увеличивают непрерывно до достижения заданного уровня, необходимого для пайки загруженной в печь детали "W". Температура и давление в печи зависят от размера детали и свойств материала или материалов, из которых изготовлены ее соединяемые друг с другом пайкой элементы. Температуру пайки и необходимое давление в печи поддерживают в течение времени, достаточного для полного прогрева детали.
Последующее охлаждение детали осуществляется с помощью системы охлаждения с принудительной подачей газа. После прогрева детали до температуры пайки внутреннюю полость корпуса печи соединяют с системой выпуска газа и давление в корпусе снижают приблизительно до 14 фунт/кв. дюйм. В результате открытия клапанов, перекрывающих магистрали между теплообменником, предназначенным для охлаждения газа, и воздуходувкой, остающийся в камере печи газ, обдувая расположенную в зоне нагрева деталь, проходит из передней, расположенной у крышки корпуса части внутренней камеры печи в ее заднюю часть. Выходящий из печи газ прокачивается воздуходувкой через теплообменник с водяным охлаждением и возвращается обратно в переднюю, расположенную у крышки корпуса печи часть ее внутренней камеры. После этого давление в корпусе печи увеличивают до атмосферного и, открывая крышку, извлекают из корпуса закрепленную на тележке обработанную в печи деталь.
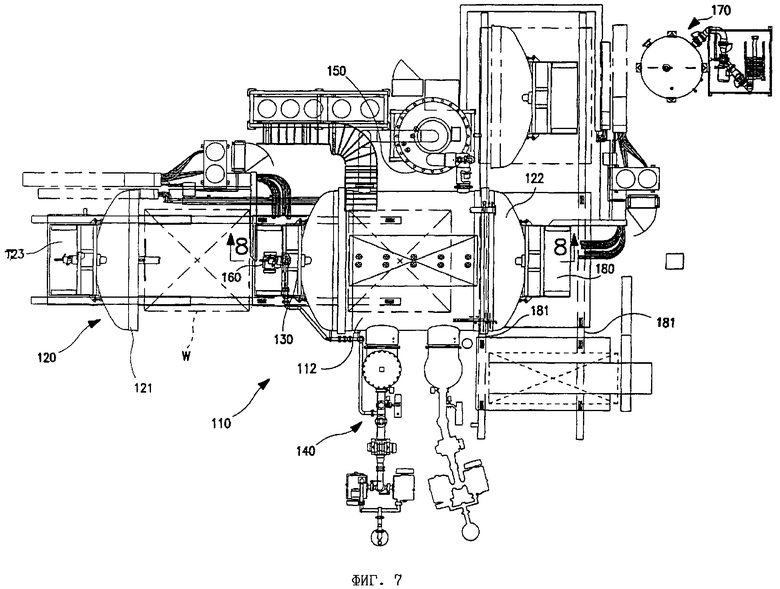
На фиг.7-11 показан второй вариант конструктивного исполнения предлагаемой в изобретении вакуумной печи 110 для пайки давлением. Вакуумная печь 110, выполненная по этому варианту, по своей конструкции в основном аналогична описанной выше вакуумной печи. Вакуумная печь 110 имеет работающий под давлением корпус 112 с расположенной в нем зоной 114 нагрева. Вакуумная печь 110 имеет также систему 120 манипулирования нагреваемой в ней деталью, которая может перемещаться относительно корпуса 112 между первым и вторым положениями. В состав системы 120 манипулирования входят первая или основная крышка 121 корпуса 112 печи, механизм 130 вращения с опорой, на которой крепится вращающаяся во время пайки деталь "W", и тележка 123, предназначенная для перемещения системы 120 манипулирования. Работающий под давлением корпус 112 вакуумной печи соединен с системой подачи газа, предназначенной для создания в печи во время работы избыточного давления в атмосфере инертного газа.
В термической вакуумной печи 110 имеется также первая вакуумная система 140, которая соединена с внутренней полостью работающего под давлением корпуса 112 и предназначена для создания в нем во время работы печи необходимого разрежения. Вторая вакуумная система 160, которая является частью системы 120 манипулирования обрабатываемой в печи деталью, предназначена для создания разрежения внутри обрабатываемой в печи детали. Корпус печи соединен также с системой 150 охлаждения с принудительной подачей газа, которая предназначена для контролируемого охлаждения детали после ее пайки.
Для обеспечения надежной работы корпуса 112 печи и связанных с ним вспомогательных систем и устройств и для создания безопасных условий работы для обслуживающего печь персонала предусмотрена система 170 охлаждения печи. Система 170 охлаждения имеет один, работающий предпочтительно на воде контур охлаждения, соединенный с системой слива воды. Система 170 охлаждения печи имеет систему регулирования давления, различные подсистемы контроля, запорные клапаны, коллекторы и рукава, необходимые для прокачки воды через корпус 112 печи и связанные с ним системы.
Выполненная по второму варианту вакуумная печь 110 отличается от рассмотренной выше печи наличием второй крышки 122, расположенной на другом, противоположном первой крышке 120 конце работающего под давлением корпуса печи. Вторая крышка 122 корпуса печи выполнена по типу откидных крышек с уплотнительным кольцом, которые обычно используются в автоклавах. Вторая крышка 122 корпуса печи расположена на второй тележке 180, которая по своей конструкции аналогична первой тележке 123. Вторая тележка 180 имеет соединенный с ее колесами механизм 182 привода, с помощью которого она может перемещаться по рельсам 181. Как показано на фиг.7 и 11, рельсы 181 проходят перпендикулярно продольной оси корпуса 112 печи, и поэтому расположенная сбоку от вакуумной печи 110 вторая крышка 122 обеспечивает возможность свободного доступа внутрь корпуса 112 печи через одну из его боковых стенок. Через вторую крышку в печь можно легко загрузить, а затем и выгрузить как одну, так и несколько одновременно обрабатываемых в печи деталей. При загрузке в печь и выгрузке из нее через вторую крышку обрабатываемой в ней детали можно использовать соответствующее передвижное устройство, например автопогрузчик с вильчатым захватом. Для загрузки и выгрузки детали 191 из вакуумной печи 110 можно также использовать погрузочную тележку 190.
Тележка 190 имеет несущую раму 192 и механизм 193 привода. Механизм 193 привода соединен с расположенными в нижней части тележки 190 колесами и предназначен для передвижения тележки по рельсам 181. Тележка 190 имеет несущие балки 194, предназначенные для установки обрабатываемой в печи детали 191 на ролики 196, закрепленные в верхней части рамы 192 тележки. Как показано на фиг.8 и 9, внутри печи в зоне 114 нагрева расположен неподвижный под 198. Неподвижный под 198 имеет несколько опор 200 с расположенными сверху роликами 202.
Во время работы тележка 190 вместе с обрабатываемой в печи деталью 191 перемещается по рельсам 181 до совмещения несущих балок 194, на которых установлена деталь, с роликами 202 неподвижного пода 198 печи. Деталь 191 загружается в зону 114 на несущих балках 194 после совмещения их с роликами 202 пода печи. Извлечение из печи обработанной детали 191 осуществляется в обратной последовательности.
Предлагаемую в изобретении вакуумную печь 110 можно использовать для пайки очень тяжелых деталей "W" (см. фиг.8), вращение которых во время пайки требует наличия двух опор, расположенных на обоих концах детали. Дополнительная опора препятствует прогибу детали "W" и изгибу вращающегося вала, на котором она установлена. В качестве второй опоры вала в изобретении предлагается использовать подшипник 185, расположенный на внутренней стороне второй крышки 122 корпуса печи. Этот подшипник, который должен быть расположен по существу в центре второй крышки 122, служит опорой одного из концов вращающегося вала 187, к которому крепится обрабатываемая в печи деталь. Другой конец вала 187 соединен с механизмом 130 вращения, предназначенным для вращения загруженной в печь детали во время ее пайки. Подшипник 185 должен иметь внутренний вкладыш, в котором может вращаться вал 187 вместе с обрабатываемой в печи деталью.
Следует отметить тот факт, что в рассмотренные выше варианты осуществления настоящего изобретения можно вносить различные изменения или усовершенствования, не выходя при этом за объем изобретения. Изобретение не ограничено рассмотренными выше конкретными вариантами его возможного осуществления и охватывает все модификации и изменения, которые не выходят за его объем. Так, например, предлагаемая в изобретении вакуумная печь для пайки давлением может иметь не только описанный выше горизонтальный корпус с системой манипулирования обрабатываемыми в печи деталями, но и вертикальный корпус с соответствующим образом расположенными другими системами. При таком выполнении печи возможность доступа внутрь корпуса ограничена только одной крышкой.
Приведенное выше описание свидетельствует об определенных преимуществах предлагаемой в изобретении вакуумной печи для пайки давлением. Так, в частности, в описанной выше вакуумной печи для пайки давлением можно обрабатывать и неподвижные детали, и детали, вращающиеся во время пайки. Вращение нагретой во время пайки до высокой температуры детали пайки препятствует прогибу детали и исключает возможность ее деформации. Вращение детали, кроме того, обеспечивает возможность равномерного нагрева детали и равномерного использования припоя и повышает за счет этого прочность паяного соединения.
Кроме того, в предлагаемой в изобретении вакуумной печи для пайки давлением при создании разрежения внутри обрабатываемой в печи детали на наружной поверхности детали можно создать избыточное давление. Такая возможность позволяет повысить равномерность и прочность полученного пайкой соединения. Кроме того, имеющаяся в предлагаемой в изобретении печи система манипулирования обрабатываемой в ней деталью позволяет достаточно просто открыть и закрыть корпус печи и загрузить в него и выгрузить из него обрабатываемую в печи деталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ПОЛУФАБРИКАТА ДЕТАЛИ ТИПА ОБЕЧАЙКИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2228917C2 |
| Полуавтоматическая вакуумно-газовая печь карусельного типа непрерывного действия | 1961 |
|
SU141996A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ СТЕПЕНИ ЗАГРЯЗНЕНИЯ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 2004 |
|
RU2358018C2 |
| Вакуумная электропечь для термической обработки | 1980 |
|
SU935692A1 |
| Установка для вакуумной термической и химико-термической обработки изделий и материалов и способ вакуумной закалки металлических изделий | 2024 |
|
RU2827622C1 |
| ПЕЧЬ ВЕРТИКАЛЬНАЯ КИПЯЩЕГО СЛОЯ | 2011 |
|
RU2551330C2 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2061939C1 |
| Способ изготовления рабочего колеса центробежного компрессора из аустенитно-мартенситной стали | 2024 |
|
RU2837205C1 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| НАГРЕВАТЕЛЬНЫЙ МОДУЛЬ, НАГРЕВАТЕЛЬНАЯ СИСТЕМА, СОДЕРЖАЩАЯ НЕСКОЛЬКО НАГРЕВАТЕЛЬНЫХ МОДУЛЕЙ, И УСТАНОВКА, СОДЕРЖАЩАЯ ТАКУЮ НАГРЕВАТЕЛЬНУЮ СИСТЕМУ | 2011 |
|
RU2596732C2 |
Изобретение относится к промышленным вакуумным термическим печам и может быть использовано, например, для пайки крупных металлических деталей. Вакуумная печь имеет работающий под давлением корпус с цилиндрической стенкой. Размеры и расположение крышки корпуса позволяют закрыть один конец цилиндрической стенки корпуса. На крышке смонтирована система манипулирования с опорой для термически обрабатываемой в печи или соединяемой пайкой детали. Система манипулирования имеет устройство, предназначенное для вращения детали во время ее обработки в печи. Первая вакуумная система соединена с корпусом и предназначена для создания разрежения внутри корпуса, включая зону нагрева. Деталь соединяется со второй вакуумной системой, предназначенной для создания разрежения внутри детали во время ее пайки. Изобретение обеспечивает получение качественного соединения пайкой очень крупных металлических деталей. 2 н. и 19 з.п. ф-лы, 11 ил.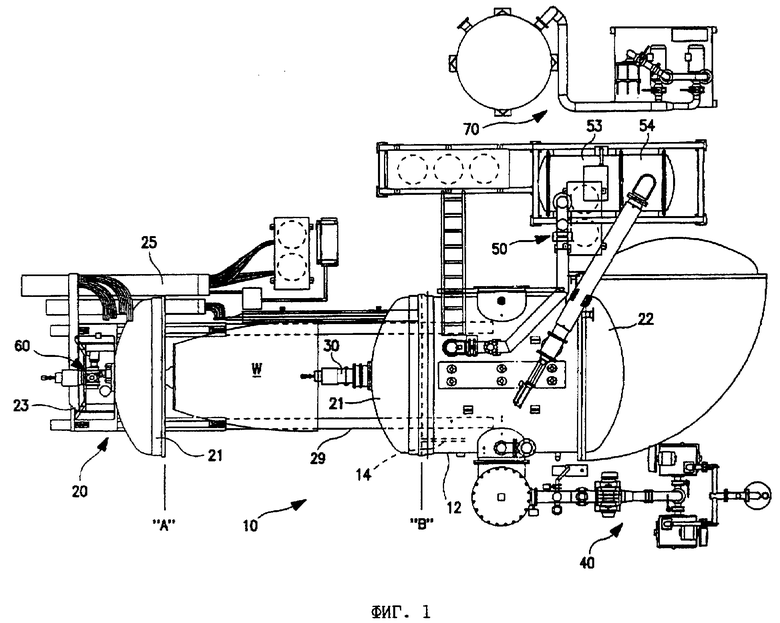
| DE 3616871 А, 27.11.1986 | |||
| Вакуумная печь для нагрева крупногабаритных панелей | 1986 |
|
SU1411106A1 |
| Способ изготовления крупногабаритных закрытых колес центробежного компрессора | 1981 |
|
SU1053998A1 |
| Устройство длй автовакуумной пайкиКРупНОгАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU846150A1 |
| ПНЕВМОСИСТЕМА ДЛЯ ПРОКЛАДКИ УТОЧНОЙ НИТИ В ЗЕВ ОСНОВЫ ТКАЦКОГО СТАНКА | 0 |
|
SU272163A1 |

