1
Изобретение относится к измерительной технике, предназначено для контроля кривизны плоских поверхностей изделий и может быть использовано в консервном производстве для определения положения консервных банок по наличию маркировки на крышках.
Целью изобретения является повышение точности контроля путем определения наличия маркировки на плоской круглой торцовой поверхности изделий.
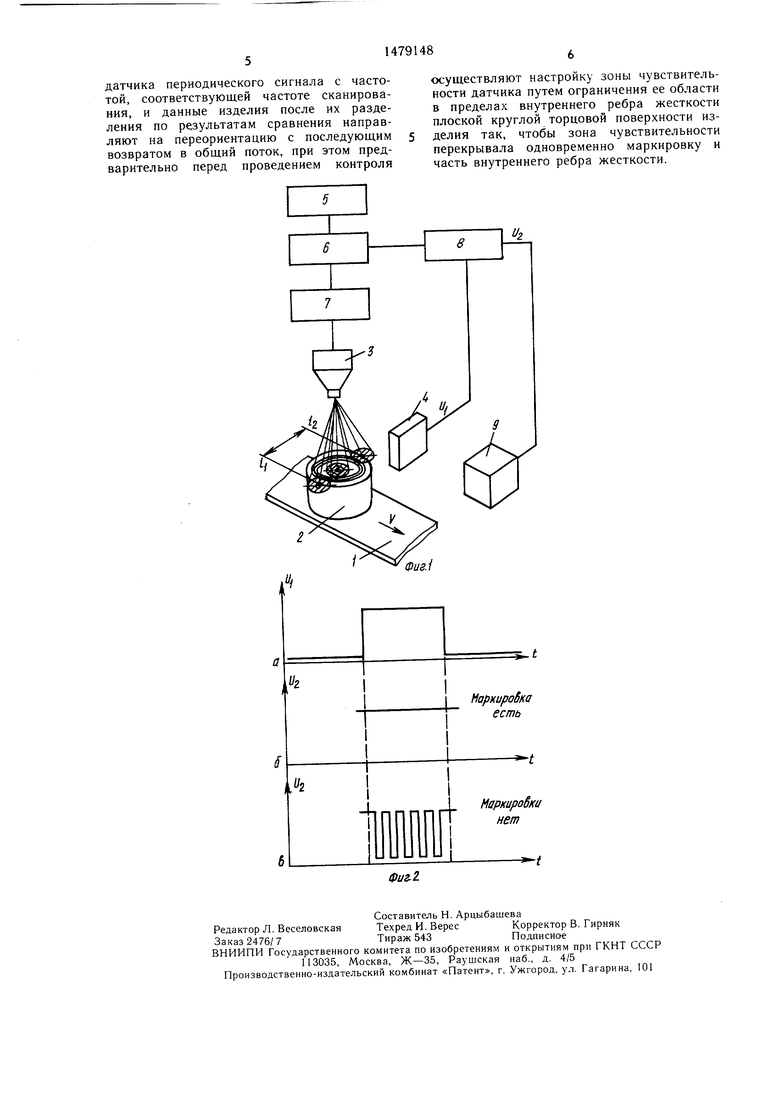
На фиг. 1 изображена блок-схема устройства для осуществления предлагаемого способа; на фиг. 2 - временные диаграммы напряжений.
При контроле кривизны плоских поверхностей в качестве параметра, коррелирующего с уровнем кривизны плоских
поверхностей контролируемых банок, используют изменение высоты на этой поверхности в месторасположении маркировки. Отсутствие последней устанавливают по появлению на выходе датчика периодического сигнала с частотой, соответствующей частоте сканирования. Предварительно перед проведением контроля осуществляют настройку зоны чувствительности датчика путем ограничения ее области в пределах внутреннего ребра жесткости изделия так, чтобы зона чувствительности перекрывала одновременно маркировку и часть внутреннего ребра жесткости. После разделения по результатам сравнения изделия направляют на переориентацию с последующим возвратом в общий поток.
Указанные ограничения геометрических размеров зоны чувствительности датчика
Јь
со
4 ОО
обеспечивают возможность такого относительного расположения торцовой поверхности изделия и зоны чувствительности, при котором сигнал на выходе датчика будет отсутствовать при отсутствии маркировки. Отсутствие сигнала на выходе датчика в отсутствие маркировки при определенном относительном положении зоны чувствительности датчика и торцовой поверхности изделия совместно со сканированием в направлении, перпендикулярном перемещению изделия, обеспечивает появление на выходе датчика периодического сигнала с частотой, соответствующей частоте сканирования. Определение отсутствия маркировки по наличию периодического сигнала позволяет использовать в качестве параметра, коррелирующего с уровнем кривизны плоских поверхностей контролируемого изделия, изменение высоты на этой поверхности в месте расположения маркировки, что, в свою очередь, обеспечивает повышение точности контроля путем определения наличия маркировки на плоской круглой поверхности изделия. Преимуществом предлагаемого способа перед известными является то, что с его помощью среди прочих неровностей на поверхности предмета можно определять неровности с заданными параметрами, например какие-либо символы. Кроме того, способ дает возможность осуществлять контроль поверхности предметов, перемещаемых непрерывным потоком и с большой скоростью.
Устройство для осуществления предлагаемого способа включает транспортер 1 для перемещения банок 2, установленный над ним датчик 3 для измерения изменений высоты на поверхности банки, датчик 4 для определения положения банки относительно датчика 3, передатчик 5, коммутатор 6, формирователь 7 диаграммы направленности, приемник 8, исполнительный механизм 9 для отбраковки неправильно ориентированных банок. Датчик 4 дает разрешение на работу приемника 8 при наличии банки в плоскости сканирования зоны. Передатчик 5 формирует короткие высокочастотные импульсы. Формирователь 7 обеспечивает излучение импульсов датчиком 3 в пределах заданного сектора и перемещение этого сектора в плоскости, перпендикулярной перемещению банок. Коммутатор 6 подключает выход передатчика 5 к формирователю 7 на время передачи высокочастотных импульсов. В промежутках между импульсами коммутатор 6 подключает формирователь 7 к входу приемника 8.
Способ контроля кривизны плоских поверхностей изделий осуществляют следующим образом.
Консервные банки 2 в потоке транспортером 1 подают к датчику 3 для измерения изменений высоты на их поверхности. При отражении импульсов от гладкой поверхности (при отсутствии маркировки) длительность отраженных импульсов будет
равна длительности излученных. При наличии неровностей на поверхности банки (гофры, закаточные швы и маркировка) отраженные импульсы будут иметь большую длительность. Детектирование и селекция
.. принятых импульсов по длительности осуществляется в приемнике 8. Причем селекция по длительности обеспечивает наличие сигнала на выходе приемника 8 только в те моменты, когда в зону чувствительности датчика 3 попадают какиелибо неровности. Во время срабатывания датчика 4, т. е. при наличии банки 2 в плоскости сканирования, зона чувствительности датчика 3 периодически (с частотой сканирования) проходит через область внут- ри кольцевых гофров. При отсутствии на крышке маркировки сигнал на выходе приемника 8 периодически, с той же частотой, исчезает, так как импульсы, отраженные от гладкой поверхности крышки, имеют длительность, равную длительности
5 излученных импульсов. Периодическое исчезновение сигнала равноценно наличию на выходе приемника 8 сигнала, имеющего частоту, равную частоте сканирования. При наличии маркировки при любом положении зоны чувствительности происходит
0 отражение от неровностей. В этом случае периодического исчезновения сигнала на выходе приемника 8 не будет. После разделения по результатам сравнения изделия, расположенные маркировкой вниз, переориентируют, например, с помощью поворот5 ного лотка, а затем объединяют в общий поток.
Формула изобретения
п Способ контроля кривизны плоских поверхностей изделий, преимущественно консервных банок, предусматривающий их поочередную подачу в зону контроля, сканирование в направлении, перпендикулярном траектории перемещения, измерение пара5 метра, коррелирующего с уровнем кривизны плоских поверхностей контролируемого изделия, сравнение с заданной величиной параметра с последующим разделением изделий по результатам сравнения, отличающийся тем, что, с целью повышения
0 точности контроля путем определения наличия маркировки на плоской круглой торцовой поверхности изделия, в качестве параметра, коррелирующего с уровнем кривизны плоских поверхностей контролируемого изделия, используют изменение высоты на
5 этой поверхности в месторасположении маркировки, причем отсутствие последней на плоской торцовой поверхности изделий устанавливают по появлению на выходе
датчика периодического сигнала с частотой, соответствующей частоте сканирования, и данные изделия после их разделения по результатам сравнения направляют на переориентацию с последующим возвратом в общий поток, при этом предварительно перед проведением контроля
осуществляют настройку зоны чувствительности датчика путем ограничения ее области в предела ; внутреннего ребра жесткости плоской круглой торцовой поверхности изделия так, чтобы зона чувствительности перекрывала одновременно маркировку и часть внутреннего ребра жесткости.
Изобретение относится к измерительной технике, предназначено для контроля кривизны плоских поверхностей изделий и может быть использовано в консервном производстве для определения положения консервных банок по наличию маркировки на крышках. Целью изобретения является повышение точности контроля путем определения наличия маркировки на плоской круглой торцовой поверхности изделий. При контроле кривизны плоских поверхностей в качестве параметра, коррелирующего с уровнем кривизны плоских поверхностей контролируемых банок, используют изменение высоты на этой поверхности в месторасположении маркировки. Отсутствие последней устанавливают по появлению на выходе датчика периодического сигнала с частотой, соответствующей частоте сканирования. Предварительно перед проведением контроля осуществляют настройку зоны чувствительности датчика путем ограничения ее области в пределах внутреннего ребра жесткости изделия таким образом, чтобы зона чувствительности перекрывала одновременно маркировку и часть внутреннего ребра жесткости. После разделения по результатам сравнения изделия направляют на переориентацию с последующим возвратом в общий поток. 2 ил.
и,
Фиг. /
Маркиробка есть
| Устройство для контроля кривизны плоских поверхностей изделий | 1972 |
|
SU471908A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
