фи.1
Изобретение относится к обработке металлов давлением, в частности к устройствам для резки листового материала.
Цель изобретения - повышение качества получаемых изделий типа стальных фибр для сталефибробетона.
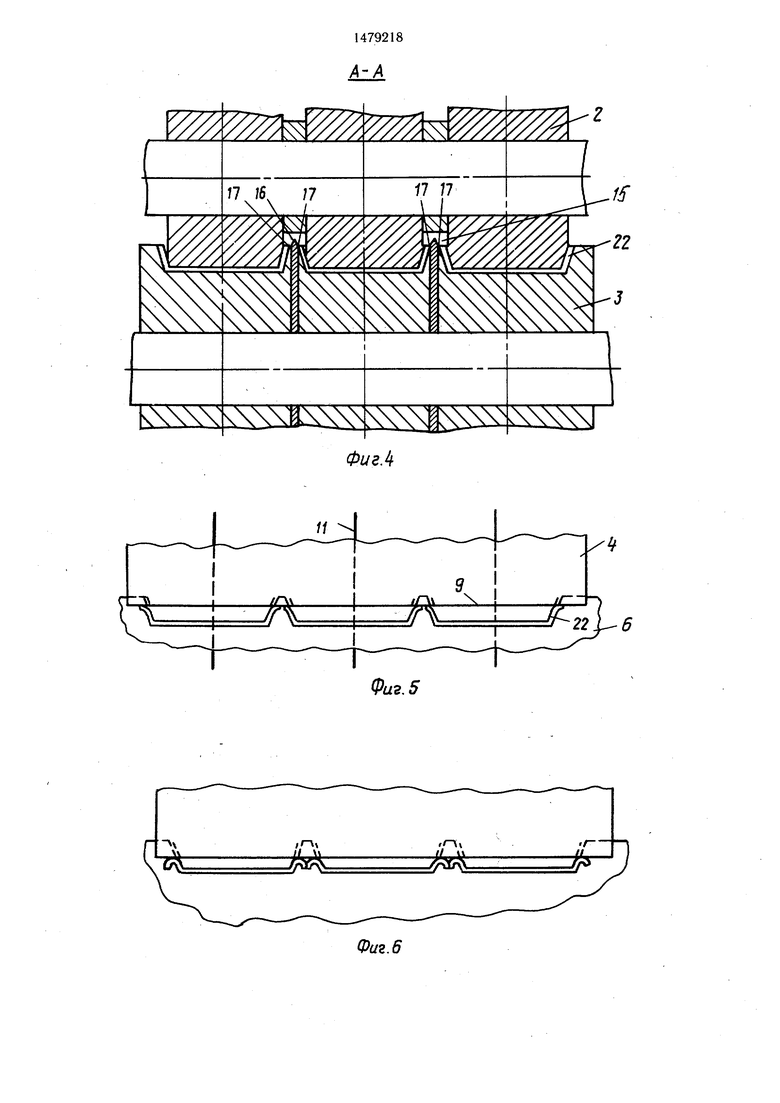
На фиг. 1 изображено устройство для резки, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - неподвижный нож устройства; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - схема отделения арматурного элемента, исходное положение; на фиг. 6 - то же, промежуточное положение; на фиг. 7 - то же, конечное положение; на фиг. 8 - арматурный элемент, общий вид.
Устройство для резки содержит станину 1, на которой установлены подающие ролики верхний 2 бочкообразной формы и нижний 3 седлообразной формы. Механизм резки, установленный на станине 1, состоит из подвижного ножа 4 с прижимом 5 и неподвижного ножа 6. Режущая кромка неподвижного ножа 6 выполнена в виде ломаной линии 7, состоящей из основного отрезка 8, параллельного режущей кромке 9 подвижного ножа 4, к основному отрезку 8 под тупым углом примыкают зеркально расположенные отрезки 10, плоскость симметрии 11 которых перпендикулярна основному отрезку 8 режущей кромки ножа 6. Опорная поверхность 12 неподвижного ножа 6 состоит из наклонных плоскостей 13 и горизонтальной плоскости, проходящих через режущую кромку неподвижного ножа 6 и перпендикулярных плоскости 14, в которой лежит ломаная линия 7 режущей кромки неподвижного ножа 6. Между нижними 3 роликами установлены дисковые ножи 15, каждый из дисковых ножей 15 имеет режущую кромку 16, расположенную симметрично относительно крайних точек 17 образующих двух соседних роликов 3. Листовой материал находится на транспортере 18 и ориентируется в направляющем устройстве 19. Устройство оснащено приводом 20 и упором 21.
Устройство работает следующим образом.
Листовой материал 22 транспортером 18 подается к подающим роликам, где дисковым ножом 15 разделяется на ленты, которые деформируются между верхним 2 и нижним 3 роликами и направляется к механизму резки до упора 21. При движении подвижного ножа 4 вниз подаваемый материал фиксируется прижимом 5, после чего начинается рез на зеркально расположенных отрезках 10, а затем вступают в работу параллельные режущие кромки 7 и 9. Во время резания подающие ролики 2 и 3 пробуксовывают.
При резании листового материала на отрезках 10 у элемента фибровой арматуры 23 образовываются анкерные кольца 24. Полученная арматура 23 направляется в тару 25. Прижим 5 и упор 21 позволяют получать элементы 23, ширина которых меньше толщины листа.
При длине основного отрезка режущей
кромки неподвижного ножа в пределах 25-40 мм образуются арматурные элементы длиной 28-45 мм (включая размеры анкерных колец). При длине арматурного элемента меньшей, чем указано выше, поперечные размеры элемента соизмеримы с продольными, а значит форма такого элемента не дает пространственной ориентации фибровой арматуры в бетоне, что ведет к снижению прочности конструкции; при большей длине значительно увеличи5 вается склонность арматурных элементов к комкованию, такие элементы сложно вводить в бетоносмеситель, практически невозможно получить однородную бетонную смесь, т. е. прочностные характеристики конструкции снижены.
Соотношение длины примыкающего отрезка к основному в пределах 0,2-0,3 при угле между ними 105-145° позволяет получать на элементах замкнутые анкерные кольца минимального размера. При незамкнутых ан5 керных кольцах значительно возрастает взаимная сцепляемость арматурных элементов, что увеличивает энергоемкость процессов введения арматуры в смеситель и перемешивание, смесь сталефибробетона, армированного элементами с незамкнутыми ан0 керами, имеет резковыраженную неоднородность. Использование угла менее 105° ведет к преобладанию сминающих напряжений и анкер на конце элемента получается неопределенной формы, которая приводит к повышенному взаимному сцепле5 нию элементов. При угле более 145° радиус кривизны анкерного кольца большой и для получения замкнутого кольца требуется длина примыкающего отрезка больше 0,3 длины основного отрезка ломаной ли„ нии режущей кромки неподвижного ножа, а следовательно, масса элемента фибровой арматуры при той же эффективной длине больше, что ведет к перерасходу стали.
45
Формула изобретения
1. Устройство для резки преимущественно элементов стальной фибровой арматуры, содержащее механизм валковой подачи заготовки и гильотинные ножницы с подвиж- 0 ным и неподвижным ножами, отличающееся тем, что, с целью повышения качества изделий, неподвижный нож гильотинных ножниц выполнен в виде по меньшей мере одного ручья, плоские боковые стенки которого выполнены длиной 0,2-0,3 длины
5
плоского горизонтального дна и расположены симметрично относительно вертикальной плоскости симетрии ручья под углом 15- 55° к ней, при этом верхний валок механизма подачи выполнен с наклонными боковыми стенками, а нижний - с профильной проточкой на наружной поверхности, контур которой в осевом сечении конгруэнтен профилю ручья неподвижного ножа, при этом верхний и нижний валки в паре образуют формующий калибр.
2. Устройство по п. 1, отличающееся тем, что, с целью расширения технологических возможностей, механизм валковой подачи заготовки снабжен механизмом ее
продольной разрезки, выполнен в виде установленных на параллельных валах пар валков по числу ручьев неподвижного ножа гильотинных ножниц, а механизм продольной разрезки заготовки выполнен в виде дисковых ножей с клиновыми боковыми поверхностями, размещенных между торцовыми плоскостями смежных нижних валков, при этом диаметр дисковых ножей больше наружного диаметра нижнего валка механизма подачи.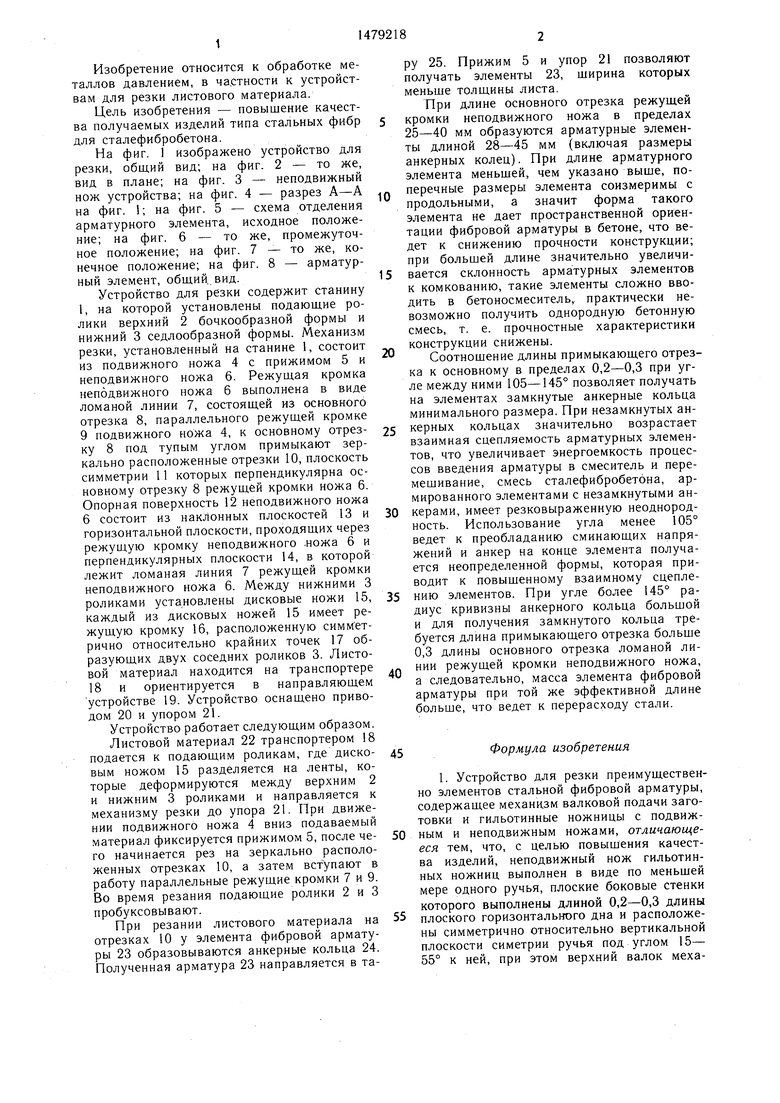
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| РУЧНЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ МЕТАЛЛА | 2008 |
|
RU2384394C2 |
| Установка для резки рулонного материала | 1985 |
|
SU1349907A1 |
| Устройство для резки листового материала | 1987 |
|
SU1473914A2 |
| Устройство для резки листового материала | 1990 |
|
SU1738504A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОВОЛОКИ НА ЗАГОТОВКИ | 2003 |
|
RU2232067C1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1970 |
|
SU264121A1 |


Изобретение относится к обработке металлов давлением, в частности к устройствам для резки листового материала, и может быть использовано при изготовлении фибровой арматуры из отходов тонколистовой штамповки. Цель - повышение качества получаемых изделий. Устройство содержит станину 1, на которой установлены верхний и нижний подающие ролики бочкообразной и седлообразной формы соответственно. Механизм резки состоит из подвижного ножа 4 с прижимом 5 и неподвижного ножа 6, режущая кромка которого выполнена в виде ломаной линии, состоящей из основного отрезка, параллельного режущей кромке подвижного ножа, примыкающих к основному отрезку под тупым углом зеркально расположенных отрезков. Между нижними роликами установлены дисковые ножи 15. При движении подвижного ножа относительно неподвижного во время резки листового материала первоначально происходит резание под углом на зеркально расположенных отрезках. При этом концы элемента сворачиваются в анкерные кольца. Затем происходит отделение средней части элемента параллельными режущими кромками, т.е. образуется элемент фибровой арматуры с повышенным сцеплением с бетоном. 1 з.п. ф-лы, 8 ил.
фиг. 2
О В 7 73,
// Vi
/-/&
6
Фие.З
ФигЛ
Фаг. 5
Фиг.6
Фиг. 7
23
| Линия поперечного раскроя рулонного материала | 1984 |
|
SU1232399A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
