| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки тороидальных оболочек | 1989 |
|
SU1689094A2 |
| Элемент для усиления отверстий в резинокордных оболочках | 1988 |
|
SU1640431A1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| Способ изготовления тороидальных резинокордных оболочек | 1985 |
|
SU1318421A1 |
| Устройство для сборки тороидальных резинокордных оболочек | 1985 |
|
SU1346444A1 |
| Способ изготовления тороидальных мягких оболочек | 1988 |
|
SU1599243A1 |
| КОМБИНИРОВАННАЯ ОБОЛОЧКА | 2013 |
|
RU2533961C1 |
| СПОСОБ ФОРМИРОВАНИЯ БЕГОВОЙ ДОРОЖКИ ПРОТЕКТОРА НА КАРКАСЕ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2000 |
|
RU2257296C2 |
| ПНЕВМОБАЛЛОН ПЕРЕДВИЖНОЙ ШАХТНОЙ КРЕПИ | 1994 |
|
RU2109140C1 |
| Пресс-форма для вулканизации резинокордных оболочек | 1975 |
|
SU554167A1 |
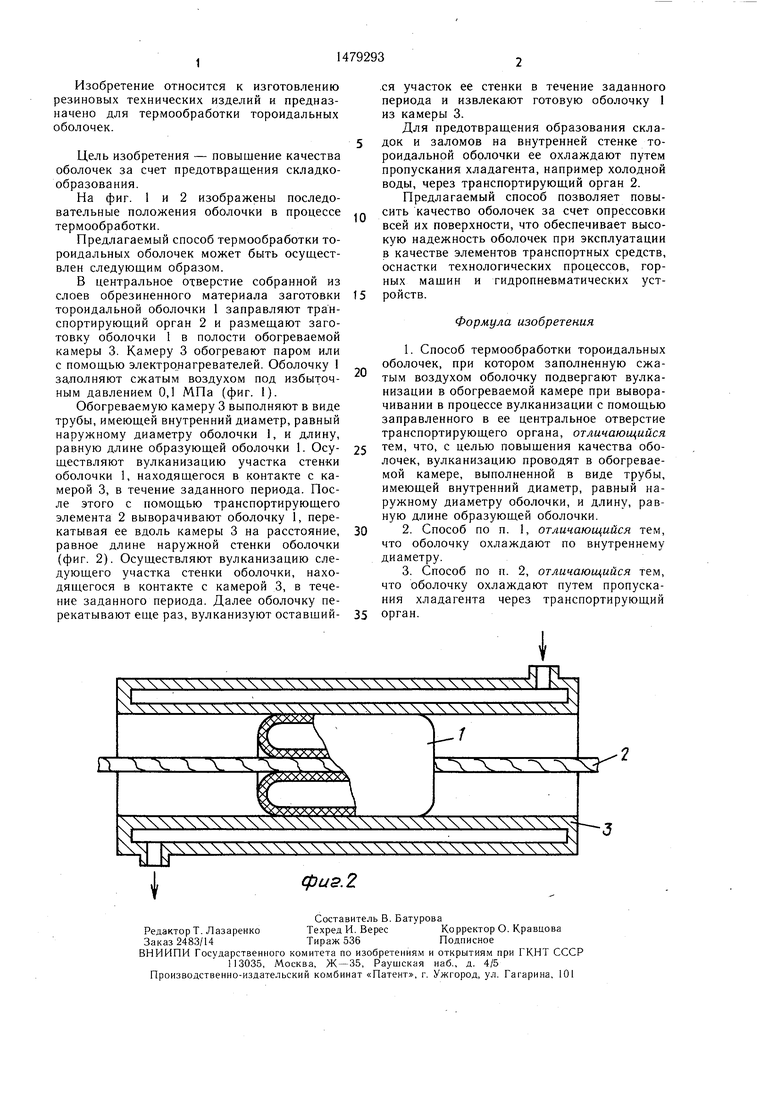
Изобретение относится к изготовлению резиновых технических изделий и предназначено для термообработки тороидальных оболочек. Цель изобретения - повышение качества оболочек. Для этого вулканизацию тороидальной оболочки 1 проводят в обогреваемой камере 3. Камера 3 выполнена в виде трубы, имеющей внутренний диаметр, равный наружному диаметру оболочки, и длину, равную длине образующей оболочки. Оболочку 3 охлаждают по внутреннему диаметру, в частности, путем пропускания хладагента через транспортирующий орган 2. В процессе вулканизации оболочку выворачивают с помощью транспортирующего органа 2, прокатывая наружной стенкой по камере 3. Обеспечивается опрессовка всей поверхности оболочки при перемещении ее от начала до конца камеры 3. 2 з.п. ф-лы, 2 ил.
| Способ изготовления тороидальных резинокордных оболочек | 1985 |
|
SU1318421A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сборки тороидальных резинокордных оболочек | 1985 |
|
SU1346444A1 |
| Солесос | 1922 |
|
SU29A1 |
