Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки тороидальных оболочек | 1987 |
|
SU1479293A1 |
| Устройство для сборки тороидальных резинокордных оболочек | 1985 |
|
SU1346444A1 |
| Агрегат для камерной выемки | 1986 |
|
SU1435794A1 |
| Способ изготовления тороидальных резинокордных оболочек | 1985 |
|
SU1318421A1 |
| УСТРОЙСТВО ДЛЯ ОБЛИЦОВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ РУКАВНЫМ ТЕРМОПЛАСТИЧНЫМ ПЛЕНОЧНЫМ МАТЕРИАЛОМ | 2000 |
|
RU2182275C2 |
| Мягкая оболочка | 1987 |
|
SU1523681A1 |
| СПОСОБ СМЕШИВАНИЯ КОМПОНЕНТОВ | 1991 |
|
RU2048871C1 |
| СЕКЦИЯ БЕЗРАЗГРУЗОЧНОЙ КРЕПИ | 1997 |
|
RU2116456C1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| ПНЕВМОБАЛЛОН ПЕРЕДВИЖНОЙ ШАХТНОЙ КРЕПИ | 1994 |
|
RU2109140C1 |
Изобретение относится к области изготовления резиновых технических изделий и предназначено для термообработки тороидальных оболочек. Цель изобретения - повышение качества оболочек. Для этого в процессе термообработки давление сжатого воздуха в оболочке 1 увеличивают. На каждом цикле перекатывания оболочки в обогреваемой камере 3 с одного конца до другого увеличение давления определяют по соотношению Р (Рк-Рн):(М-1), где Р« и РН - давление в оболочке соответственно на последнем и первом цикле перекатывания: М - количество циклов перекатывания оболочки. Повышение давления на жидком цикле перемещения оболочки в процессе ее термообработки препятствует смещению армирующих нитей, что способствует повышению долговечности оболочки. 5 ил.
/ /
14 Ч-ч
777
/7s г///.. ////
/
фиг 2
Os 00 Ю О
ю
ь.
го
Изобретение относится к области изготовления резиновых технических изделий, предназначенных для термообработки тороидальных оболочек и является усовершенствованием известного изобретения по авт. св. № 1479293.
Цель изобретения - повышение качества оболочек.
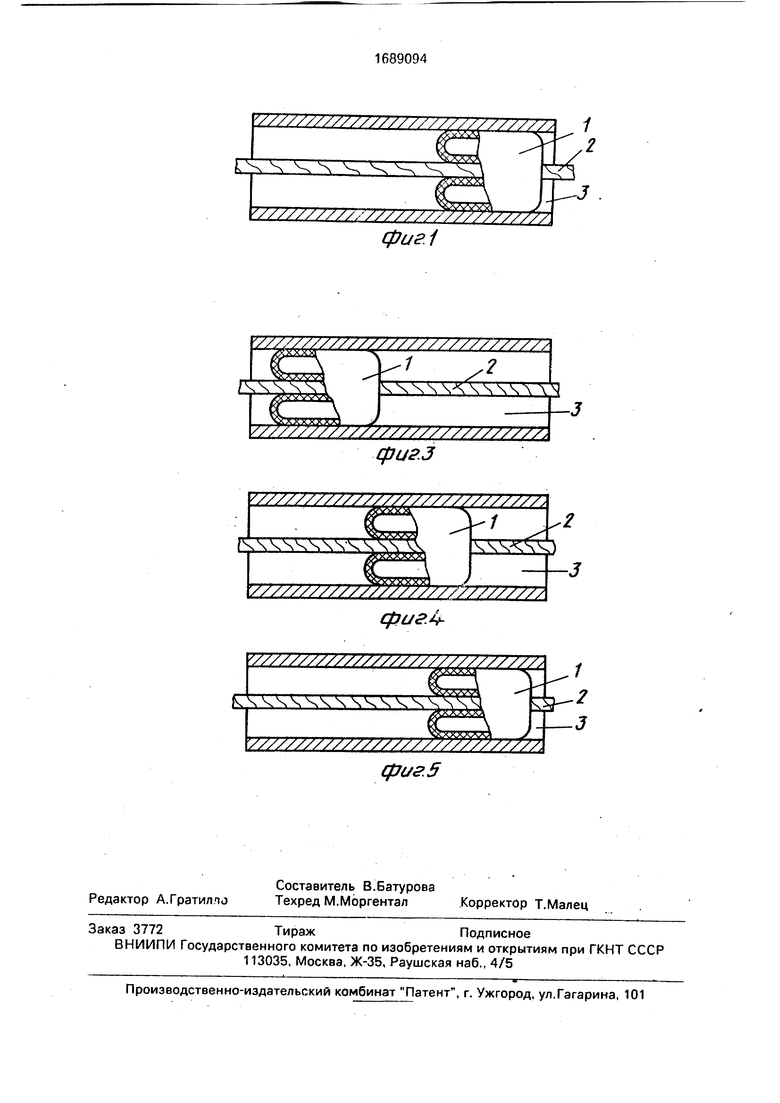
На фиг. 1-3 показаны последовательные положения оболочки в первом цикле перемещения в обогреваемой камере; на фиг. 4 и 5 - то же, во втором цикле перемещения.
Предлагаемый способ термообработки тороидальных оболочек осуществляют следующим рбразом.
В центральное отверстие собранной из слоев обрезиненного материала заготовки тороидальной оболочки 1 заправляют транспортирующий орган 2 и размещают заготовку оболочки 1 в полости обогреваемой камеры 3 у ее правого торца (фиг. 1). Камеру 3 обогревают паром или с г омощью электронагревателей. Оболочку 1 заполняют сжатым воздухом под избыточным давлением.
Обогреваемую камеру 3 выполняют в виде трубы, имеющей внутренний диаметр, равный наружному диаметру оболочки 1, и длину, равную длине образующей оболочки 1. Осуществляют вулканизацию участка стенки оболочки 1, находящегося в контакте с камерой 3, в течение заданного периода. После этого с помощью транспортирующего элемента 2 выворачивают оболочку 1, перекатывая ее вдоль камеры 3 на расстояние, равное длине наружной стенки оболочки Осуществляют вулканизацию следующего участка стенки оболочки, находящегося в контакте с камерой 3.
В процессе термообработки давление сжатого воздуха в оболочке 1 увеличивают. Причем на каждом цикле перекатывания оболочки в обогреваемой камере с одного конца до второго увеличение давления определяют по соотношению Р (Рк-Рн)/(М- 1), где Рн - давление в оболочке на первом цикле перекатывания, МПа; Рк - давление в оболочке на конечном цикле перекатывания, МПа; М - количество циклов перекатывания оболочки.
Пример (ехнологическим том установлено Рн 0,1 МПа. Р. О 3 МПл. М-3
Оболочку 1 заполняли сжатым воздухом
под избыточным давлением Рн 0,1 МПа (фиг. 1). Осуществляли вулканизацию участка стенки оболочки 1, находящегося в контакте с камерой 3 в течение заданного периода После этого с помощью транспортирующего элемента 2 выворачивали оболочку 1, перекатывая ее вдоль камеры 3 ha расстояние, равное длине наружной стенки оболочки (фиг. 2 и 3) Затем давление сжатого воздуха в оболочке увеличивали на величину Р 0,1 МПа.
Далее оболочку перекатывали в противоположном направлении (фиг. 4 и 5) и вулканизовали в течение заданного периода под давлением Рн + Р 0,2 МПа.
На третьем цикле вулканизации давление сжатого воздуха в оболочке 1 увеличивали на величину Р 0,1 МПа и вулканизацию осуществляли при давлении воздуха в оболочке 0,3 МПа. Далее готовую
оболочку извлекали из камеры.
Для предотвращения образования складок и заломов на внутренней стенке тороидальной оболочки ее охлаждают путем пропускания хладагента, например холодной воды, через транспортирующий орган 2. Повышение давления на каждом цикле перемещения обопочки в процессе ее термообработки, наряду с увеличением вязкости резины и приобретением ею упругих
свойств, препятствует перемещению нитей в резине и повышает долговечность оболочки.
Формула изобретения Способ термообработки тороидальных
оболочек по авт. св. № 1479293, отличающийся тем, что, с целью повышения качества оболочек, в процессе термообработки давление сжатого воздуха в оболочке увеличивают, причем на каждом цикле перекатывания оболочки в обогреваемой камере с одного конца до другого увеличение давления определяют по соотношению
Р (Рк-Рн)/(М-1), где Рк и Рн - давление в оболочке соответ0 ственно на последнем и первом цикле перекатывания, МПа;
М - количество циклов перекатывания оболочки.
ГУхУУУЧ
У/7///.
Y77/////////////////////////7//;
фиг1
X
N
фиг.З
фигЛ
/
2
.3
| Способ термообработки тороидальных оболочек | 1987 |
|
SU1479293A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
