фи&.1
Изобретение относится к переработке полимеров и может быть использовано для получения изделий из полимеров методом литья под давлением с использованием червячных литьевых машин.
Целью изобретения является повышение эффективности смешения.
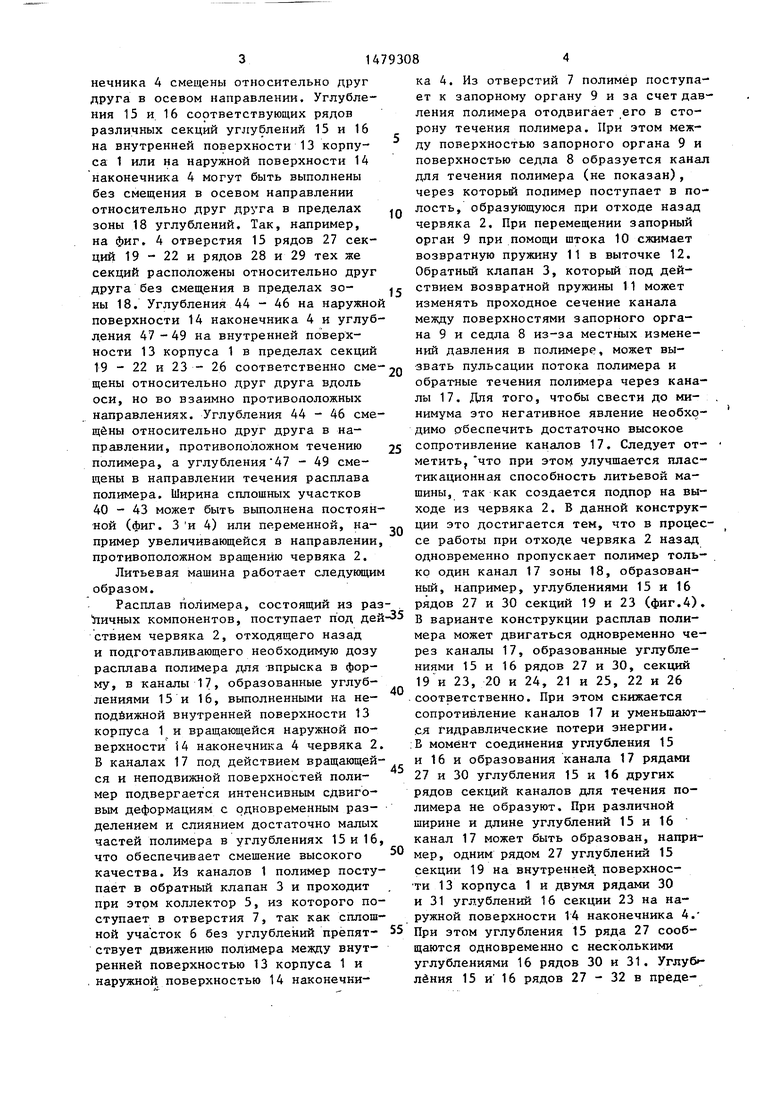
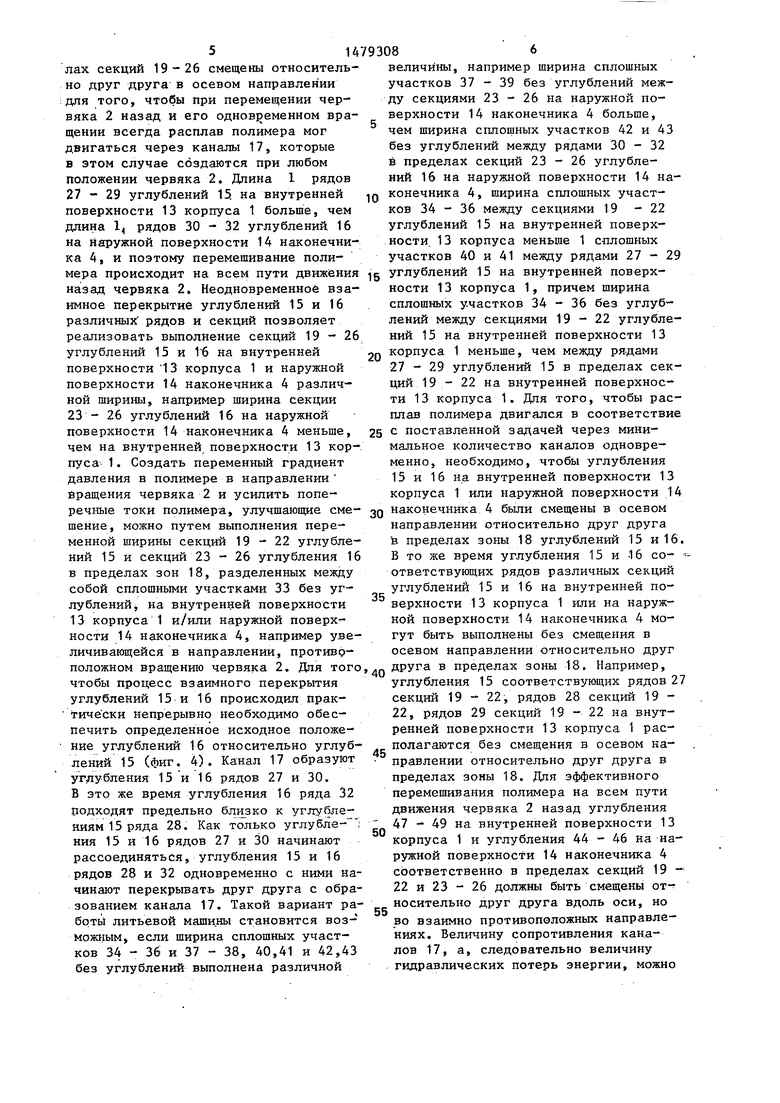
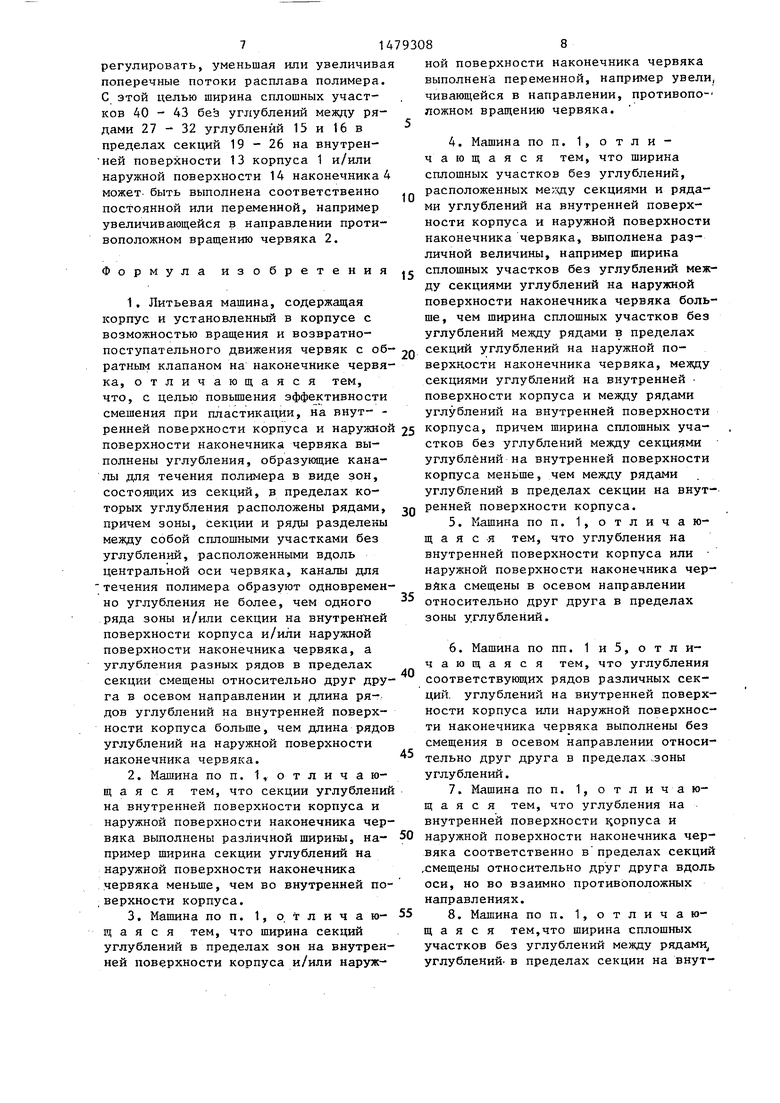
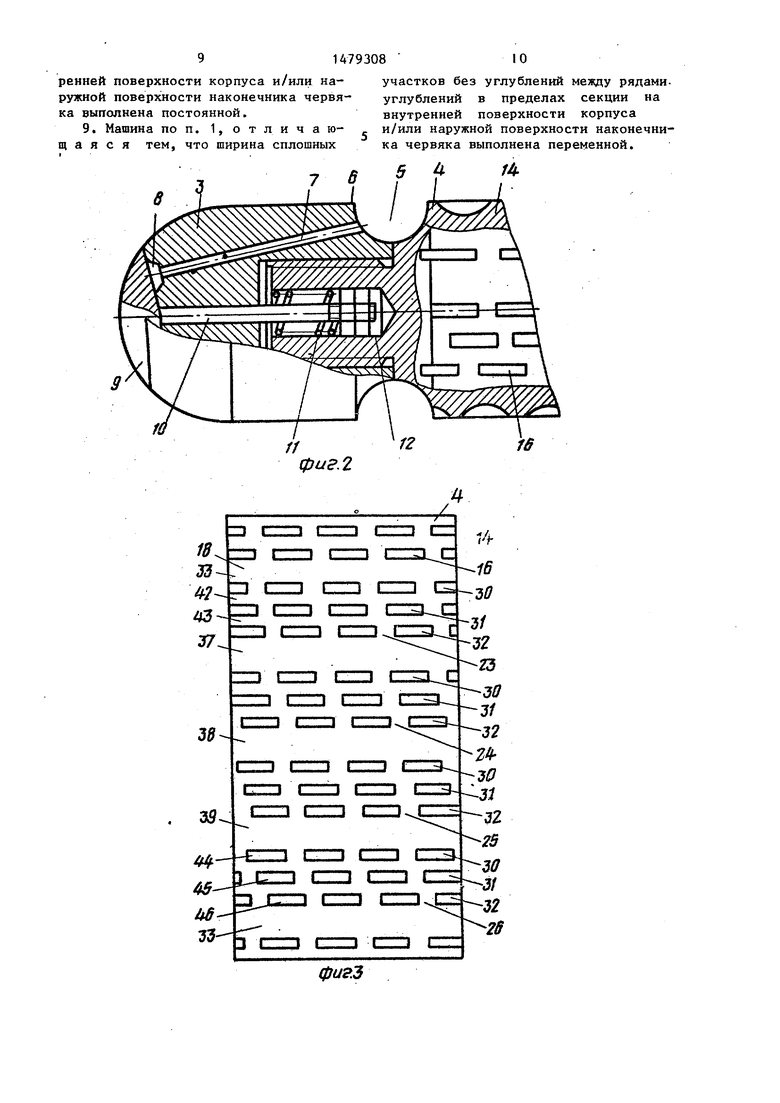
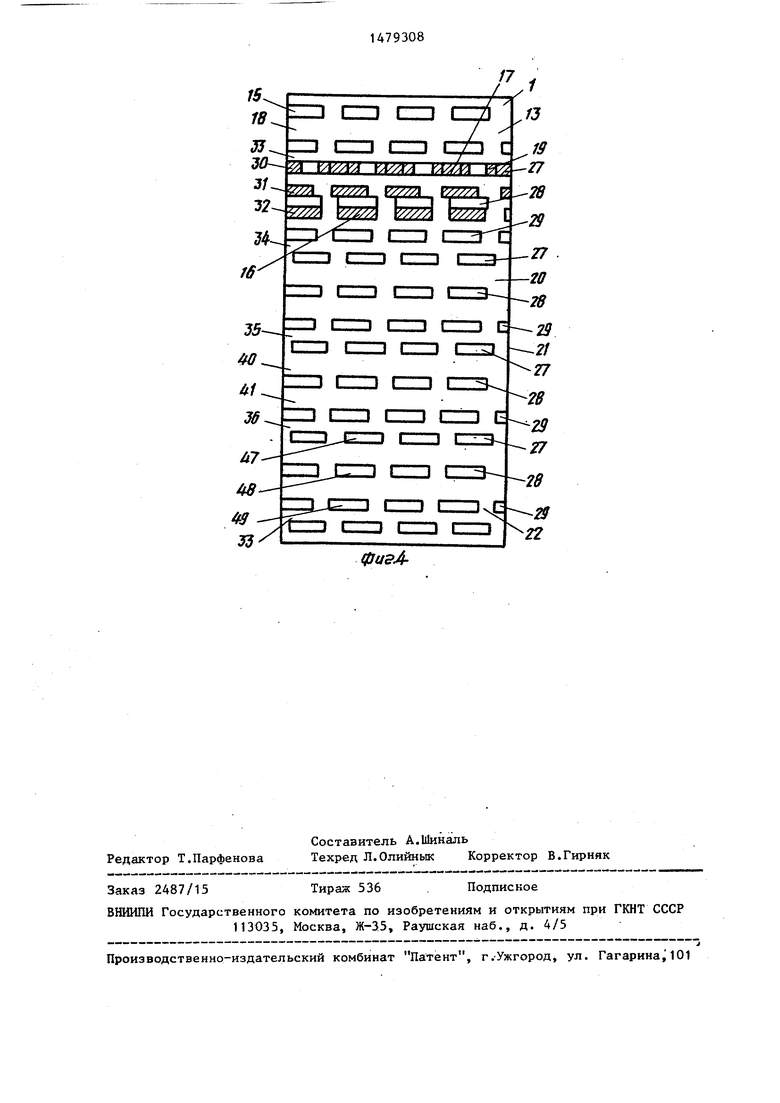
На фиг. 1 изображена литьевая машина, общий вид; на фиг. 2 - наконечник червяка с обратным клапаном; на фиг. 3 и 4 - развертки наружной поверхности наконечника червяка и внутренней поверхности корпуса соответственно.
Литьевая машина содержит корпус 1 и установленный в корпусе 1 с возможностью вращения и возвратно-поступа- тельного движения червяк 2 с обратным клапаном 3, установленным на наконечнике 4 червяка 2 (фиг. 1). Обратный клапан 3 включает в себя коллектор 5, сплошной участок без углублений 6, отверстия 7, седло 8, запорный орган 9 со штоком 10 и воз- вратной пружиной 11 в выточке 12 I (фиг. 2). На внутренней поверхности ,13 корпуса 1 и наружной поверхности 14 наконечника 4 выполнены углубления 15 и 16 соответственно, образующие каналы 17 для течения полимера. Углубления 15 и 16 выполнены в виде зон 18 (фиг. 3 и 4), состоящих из секций 19 - 22 и 23 - 26 соответственно, в пределах которых углубления 15 и 16 расположены рядами 27 - 29 и 30 - 32. Зоны 18, секции 19 - 26 и ряды 17 - 32 разделены между собой сплошными участками 33 - 39 и 40 - 43 без углублений, расположенными вдоль центральной оси червяка 2. При этом каналы 17 образуют одновременно углубления 15 и 16 не более, чем одного ря- да зоны и/или секции на внутренней поверхности 13 корпуса 1 и/или наружной поверхности 14 наконечника 4, например рядов 27 и 30 секций 19 и 23 зоны 18 или рядов 27 и 30 секций 19 26зоны 18. На фиг. 4 углубления 16 (заштрихованы) наконечника 4 совмещены с углублениями 15 корпуса 1 в рабочем положении. Углубления разных рядов 27 - 32 в пределах секций 19 - 26.смещены относительно друг друга
в осевом направлении и длина 1 рядов
27- 29 углублений 15 на внутренней поверхности 13 корпуса 1 больше, чем длина 1 рядов 30 - 32 углублений 16
0
5
0
5
0
5
0
5
0
5
на наружной поверхности 14 наконечника 4 червяка 2. Секции 19-22 и 23-26 углублений 15 и 16 на внутренней поверхности 13 корпуса 1 и наружной поверхности 14 наконечника 4 могут быть выполнены различной ширины , например ширина секций 23-26 на наружной поверхности 14 наконечника 4 меньше, чем ширина секций 19 - 22 на внутренней поверхности 13 корпуса 1 и/или на наружной поверхности 14 наконечника 4 ширина может быть выполнена переменной, например увеличивающейся в направлении вращения червяка 2. При этом ширина секций 19 и 23 (фиг. 3 и4) меньше, чем ширина секций 20 и 24, а ширина секций 20 и 24 меньше, чем ширина секций 21 и 25. Ширина секций 21 и 25 меньше, чем ширина секций -22 и 26. Ширина сплошных участков 34 - 43 без углублений, расположенных между секциями 19-26 и рядами 27 - 32 углублений 15 и 16 на внутренней поверхности 13 корпуса 1 и на наружной поверхности 14 наконечника 4, может быть выполнена различной величины. Например, ширина сплошных участков 37 - 39 без углублений между секциями 23 - 26 углублений 16 на наружной поверхности 17 наконечника 4 может быть больше, чем ширина сплошных участков 42 и 43 без углублений между рядами 30 - 32 в пределах секций 23 - 26 углублений 16 на наружной поверхности 14 наконечника 4, чем ширина сплошных участков 34 - 36 без углублений между секциями 19 - 22 углублений 15 на внутренней поверхности 13 корпуса 1 и сплошных участков 40 и 41 между рядами 27 - 29 углублений 15 на внутренней поверхности 13 корпуса 1. Причем, ширина сплошных участков 34 - 36 без углублений между секциями 19-22 углублений 15 на внутренней поверхности 13 корпуса 1 меньше, чем ширина сплошных участков 40 и 41 между рядами 27 - 29 в пределах секций 19 - 22 на внутренней поверхности 13 корпуса 1. Углубления 15 и 16 на внутренней поверхности 13 корпуса 1 или на наружной поверхности 14 наконечника 4 могут быть смещены в осевом направлении относительно друг друга в пределах зоны 18, расположенной между сплошными участками 33 без углублений. Например, на фиг. 3 углубления 16 на внутренней поверхности 14 нако10
15
нечника 4 смещены относительно друг друга в осевом направлении. Углубления 15 и 16 соответствующих рядов различных секций углублений 15 и 16 на внутренней поверхности 13 корпуса 1 или на наружной поверхности 14 наконечника 4 могут быть выполнены без смещения в осевом направлении относительно друг друга в пределах зоны 18 углублений. Так, например, на фиг. 4 отверстия 15 рядов 27 секций 19 - 22 и рядов 28 и 29 тех же секций расположены относительно друг друга без смещения в пределах зоны 18. Углубления 44 - 46 на наружной поверхности 14 наконечника 4 и углубления 47 - 49 на внутренней поверхности 13 корпуса 1 в пределах секций 19 - 22 и 23 - 26 соответственно смещены относительно друг друга вдоль оси, но во взаимно противоположных направлениях. Углубления 44 - 46 смещены относительно друг друга в направлении, противоположном течению полимера, а углубления 47 - 49 смещены в направлении течения расплава полимера. Ширина сплошных участков 40 - 43 может быть выполнена постоянной (фиг. 3 и 4) или переменной, на- ,„ пример увеличивающейся в направлении, противоположном вращению червяка 2.
Литьевая машина работает следующим образом.
Расплав полимера, состоящий из разка 4. Из отверстий 7 полимер поступа ет к запорному органу 9 и за счет дав ления полимера отодвигает его в сторону течения полимера. При этом между поверхностью запорного органа 9 и поверхностью седла 8 образуется канал для течения полимера (не показан), через которьй полимер поступает в по лость, образующуюся при отходе назад червяка 2, При перемещении запорный орган 9 при помощи штока 10 сжимает возвратную пружину 11 в выточке 12. Обратный клапан 3, который под действием возвратной пружины 11 может изменять проходное сечение канала между поверхностями запорного органа 9 и седла 8 из-за местных изменений давления в полимере, может вызвать пульсации потока полимера и обратные течения полимера через каналы 17. Для того, чтобы свести до минимума это негативное явление необходимо обеспечить достаточно высокое сопротивление каналов 17. Следует отметить что при этом улучшается плас- тикационная способность литьевой машины, так как создается подпор на выходе из червяка 2. В данной конструкции это достигается тем, что в процес се работы при отходе червяка 2 назад одновременно пропускает полимер только один канал 17 зоны 18, образованный, например, углублениями 15 и 16 рядов 27 и 30 секций 19 и 23 (фиг.4).
20
25
личных компонентов, поступает под дей-35 g варианте конструкции расплав поли10
15
,„
93084
ка 4. Из отверстий 7 полимер поступает к запорному органу 9 и за счет давления полимера отодвигает его в сторону течения полимера. При этом между поверхностью запорного органа 9 и поверхностью седла 8 образуется канал для течения полимера (не показан), через которьй полимер поступает в полость, образующуюся при отходе назад червяка 2, При перемещении запорный орган 9 при помощи штока 10 сжимает возвратную пружину 11 в выточке 12. Обратный клапан 3, который под действием возвратной пружины 11 может изменять проходное сечение канала между поверхностями запорного органа 9 и седла 8 из-за местных изменений давления в полимере, может вызвать пульсации потока полимера и обратные течения полимера через каналы 17. Для того, чтобы свести до минимума это негативное явление необходимо обеспечить достаточно высокое сопротивление каналов 17. Следует отметить что при этом улучшается плас- тикационная способность литьевой машины, так как создается подпор на выходе из червяка 2. В данной конструкции это достигается тем, что в процессе работы при отходе червяка 2 назад одновременно пропускает полимер только один канал 17 зоны 18, образованный, например, углублениями 15 и 16 рядов 27 и 30 секций 19 и 23 (фиг.4).
20
25
35 g варианте конструкции расплав поли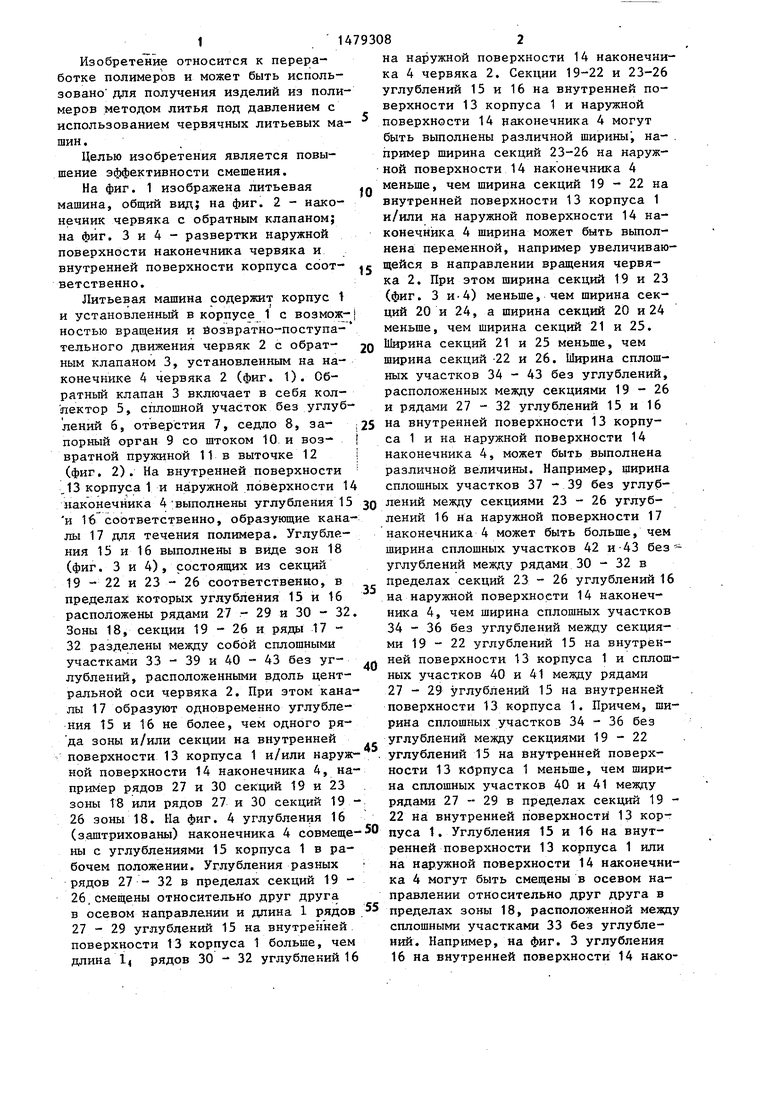
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1987 |
|
SU1599228A1 |
| Смеситель для полимерных материалов | 1990 |
|
SU1763206A1 |
| Смеситель для полимерных материалов | 1988 |
|
SU1650460A1 |
| Червячный пресс для полимерных материалов | 1988 |
|
SU1595668A1 |
| Смеситель для полимерных материалов | 1987 |
|
SU1537560A1 |
| Червячная машина для переработки полимерных материалов | 1988 |
|
SU1666331A1 |
| Смеситель для полимерных материалов | 1988 |
|
SU1537545A1 |
| Смеситель для полимерных материалов | 1990 |
|
SU1796470A1 |
| Смеситель для полимерных материалов | 1990 |
|
SU1782768A1 |
| ЭКСТРУДЕР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2005612C1 |
Изобретение относится к переработке полимеров и может быть использовано для получения изделий из полимеров методом литья под давлением с использованием червя-чных литьевых машин. Целью изобретения является повышение эффективности смещения при пластикации. Поставленная цель достигается тем, что на внутренней поверхности корпуса 1 и наружной поверхности наконечника 4 червяка 2 выполнены углубления 15 и 16, образующие каналы 17 для течения полимера в виде зон, состоящих из секций, в пределах которых углубления расположены рядами. Зоны, секции и ряды разделены между собой участками без углублений. Каналы 17 для течения полимеров образуют углубления не более чем одного ряда зоны секции, а углубления разных рядов в пределах секции смещены относительно друг друга в осевом направлении и длина рядов углублений 16 больше, чем длина рядов 15. 8 з.п. ф-лы, 4 ил.
ствием червяка 2, отходящего назад и подготавливающего необходимую дозу расплава полимера для впрыска в форму, в каналы 17, образованные углублениями 15 и 16, выполненными на неподвижной внутренней поверхности 13 корпуса 1 и вращающейся наружной поверхности J4 наконечника 4 червяка 2. В каналах 17 под действием вращающейся и неподвижной поверхностей полимер подвергается интенсивным сдвиговым деформациям с одновременным разделением и слиянием достаточно малых частей полимера в углублениях 15 и 16, что обеспечивает смешение высокого качества. Из каналов 1 полимер поступает в обратный клапан 3 и проходит при этом коллектор 5, из которого поступает в отверстия 7, так как сплош40
45
50
мера может двигаться одновременно через каналы 17, образованные углублениями 15 и 16 рядов 27 и 30, секций 23, 20 и 24, 21 и 25, 22 и 26 соответственно. При этом снижается сопротивление каналов 17 и уменьшаются гидравлические потери энергии. В момент соединения углубления 15 и 16 и образования канала 17 рядами 27 и 30 углубления 15 и 16 других рядов секций каналов для течения полимера не образуют. При различной ширине и длине углублений 15 и 16 канал 17 может быть образован, например, одним рядом 27 углублений 15 секции 19 на внутренней поверхнос- ти 13 корпуса 1 и двумя рядами 30 и 31 углублений 16 секции 23 на наружной поверхности 14 наконечника 4.
ной участок 6 без углублений препят-55 При этом углубления 15 ряда 27 сооб- ствует движению полимера между внут- щаются одновременно с несколькими ренней поверхностью 13 корпуса 1 и углублениями 16 рядов 30 н 31. Углуб - наружной поверхностью 14 наконечни- линия 15 и 16 рядов 27 - 32 в преде0
5
0
мера может двигаться одновременно через каналы 17, образованные углублениями 15 и 16 рядов 27 и 30, секций 23, 20 и 24, 21 и 25, 22 и 26 соответственно. При этом снижается сопротивление каналов 17 и уменьшаются гидравлические потери энергии. В момент соединения углубления 15 и 16 и образования канала 17 рядами 27 и 30 углубления 15 и 16 других рядов секций каналов для течения полимера не образуют. При различной ширине и длине углублений 15 и 16 канал 17 может быть образован, например, одним рядом 27 углублений 15 секции 19 на внутренней поверхнос- ти 13 корпуса 1 и двумя рядами 30 и 31 углублений 16 секции 23 на наружной поверхности 14 наконечника 4.
514
л ах секций 19-26 смещены относительно друг друга в осевом направлении для того, чтобы при перемещении червяка 2 назад и его одновременном вращении всегда расплав полимера мог двигаться через каналы 17, которые в этом случае создаются при любом положении червяка 2. Длина 1 рядов 27 - 29 углублений 15 на внутренней поверхности 13 корпуса 1 больше, чем длина 1 рядов 30 - 32 углублений 16 на наружной поверхности 14 наконечника 4, и поэтому перемешивание полимера происходит на всем пути движения назад червяка 2. Неодновременное взаимное перекрытие углублений 15 и 16 различных рядов и секций позволяет реализовать выполнение секций 19-26 углублений 15 и V6 на внутренней поверхности 13 корпуса 1 и наружной поверхности 14 наконечника 4 различной ширины, например ширина секции 23 - 26 углублений 16 на наружной поверхности 14 наконечника 4 меньше, чем на внутренней, поверхности 13 корпуса 1. Создать переменный градиент давления в полимере в направлении вращения червяка 2 и усилить поперечные токи полимера, улучшающие смешение, можно путем выполнения переменной ширины секций 19-22 углублений 15 и секций 23 - 26 углубления 16 в пределах зон 18, разделенных между собой сплошными участками 33 без углублений, на внутренней поверхности 13 корпуса 1 и/или наружной поверхности 14 наконечника 4, например увеличивающейся в направлении, противоположном вращению червяка 2. Для того чтобы процесс взаимного перекрытия углублений 15 и 16 происходил прак- тиче ски непрерывно необходимо обеспечить определенное исходное положение углублений 16 относительно углублений 15 (фиг. 4). Канал 17 образуют углубления 15 и 16 рядов 27 и 30. В это же время углубления 16 ряда 32 Подходят предельно близко к углублениям 15 ряда 28. Как только углубле- ния 15 и 16 рядов 27 и 30 начинают рассоединяться, углубления 15 и 16 рядов 28 и 32 одновременно с ними начинают перекрывать друг друга с образованием канала 17. Такой вариант работы литьевой машины становится возможным, если ширина сплошных участков 34 - 36 и 37 - 38, 40,41 и 42,43 без углублений выполнена различной
93086
величины, например ширина сплошных участков 37 - 39 без углублений между секциями 23 - 26 на наружной поверхности 14 наконечника 4 больше, чем ширина сплошных участков 42 и 43 без углублений между рядами 30 - 32 в пределах секций 23 - 26 углублений 16 на наружной поверхности 14 на0 конечника 4, ширина сплошных участков 34 - 36 между секциями 19 - 22 углублений 15 на внутренней поверхности, 13 корпуса меньше 1 сплошных участков 40 и 41 между рядами 27 - 29
15 углублений 15 на внутренней поверхности 13 корпуса 1, причем ширина сплошных участков 34 - 36 без углублений между секциями 19-22 углублений 15 на внутренней поверхности 13
2Q корпуса 1 меньше, чем между рядами 27 - 29 углублений 15 в пределах секций 19 - 22 на внутренней поверхности 13 корпуса 1. Для того, чтобы расплав полимера двигался в соответствие
25 с поставленной задачей через минимальное количество каналов одновременно, необходимо, чтобы углубления 15 и 16 на внутренней поверхности 13 корпуса 1 или наружной поверхности 14
3Q наконечника 4 были смещены в осевом направлении относительно друг друга в пределах зоны 18 углублений 15 и 16, В то же время углубления 15 и 16 со- -- ответствующих рядов различных секций углублений 15 и 16 на внутренней поверхности 13 корпуса 1 или на наружной поверхности 14 наконечника 4 могут быть выполнены без смещения в осевом направлении относительно друг друга в пределах зоны 18. Например, углубления 15 соответствующих рядов 27 секций 19 - 22, рядов 28 секций 19 - 22, рядов 29 секций 19-22 на внутренней поверхности 13 корпуса 1 располагаются без смещения в осевом направлении относительно друг друга в пределах зоны 18. Для эффективного перемешивания полимера на всем пути движения червяка 2 назад углубления 47 - 49 на внутренней поверхности 13 корпуса 1 и углубления 44 - 46 на наружной поверхности 14 наконечника 4 соответственно в пределах секций 19 - 22 и 23 - 26 должны быть смещены относительно друг друга вдоль оси, но во взаимно противоположных направлениях. Величину сопротивления каналов 17, а, следовательно величину гидравлических потерь энергии, можно
35
40
45
50
55
регулировать, уменьшая или увеличивая поперечные потоки расплава полимера. С этой целью ширина сплошных участков 40 - 43 без углублений между рядами 27 - 32 углублений 1Ь и 16 в пределах секций 19 - 26 на внутренней поверхности 13 корпуса 1 и/или наружной поверхности 14 наконечника 4 может быть выполнена соответственно постоянной или переменной, например увеличивающейся в направлении противоположном вращению червяка 2.
Формула изобретения
но углубления не более, чем одного
ряда зоны и/или секции на внутренней поверхности корпуса и/или наружной поверхности наконечника червяка, а углубления разных рядов в пределах секции смещены относительно друг друга в осевом направлении и длина рядов углублений на внутренней поверхности корпуса больше, чем длина рядов углублений на наружной поверхности наконечника червяка.
3,Машина по п. 1, отлича ю- щ а я с я тем, что ширина секций углублений в пределах зон на внутренней поверхности корпуса и/или наруж,Q
с
JQ 5 о
5
0
5
0
5
ной поверхности наконечника червяка выполнена переменной, например увели, чивающейся в направлении, противопо- ложном вращению червяка.
оси, но во взаимно противоположных направлениях.
фигЭ
/А
фигЛ
| Завгородний З.К | |||
| Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение, 1970, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
