Изобретение относится к соединению деталей из композиционных неметаллических материалов с помощью неметаллических соединительных элементов и может быть использовано для соединения стеклопластиковых деталей судового корпуса.
Целью изобретения является повышение прочности и жесткости соединения и снижение трудоемкости его изготовления.
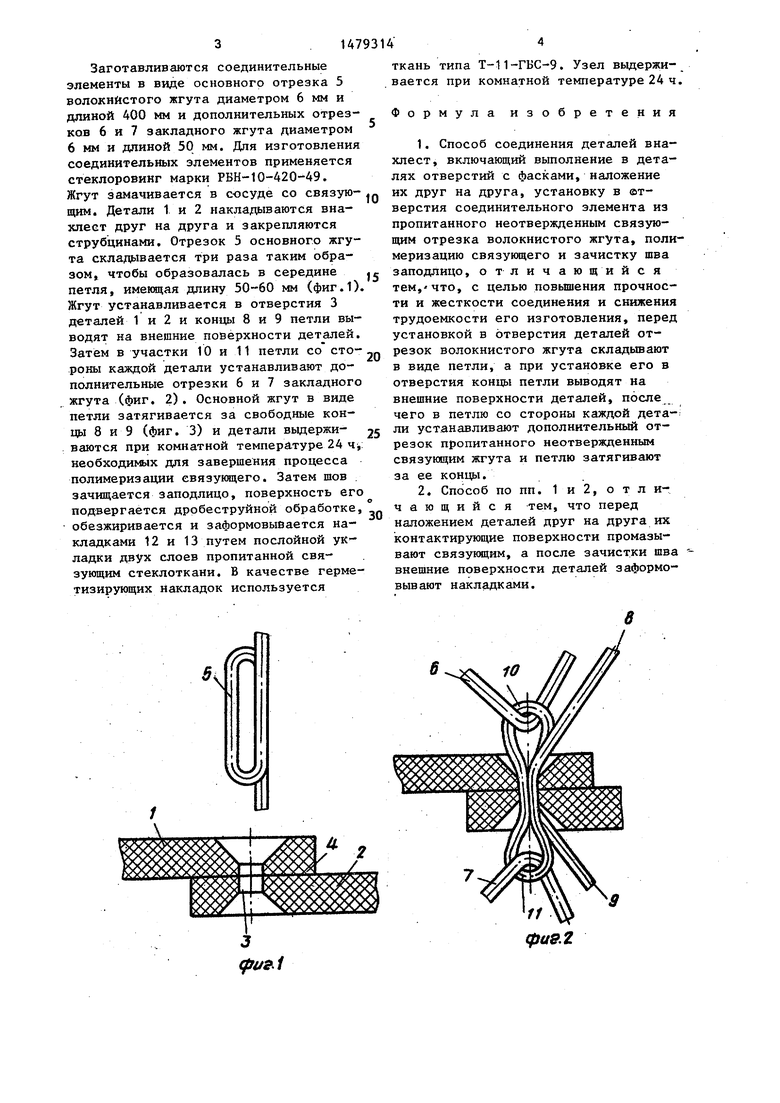
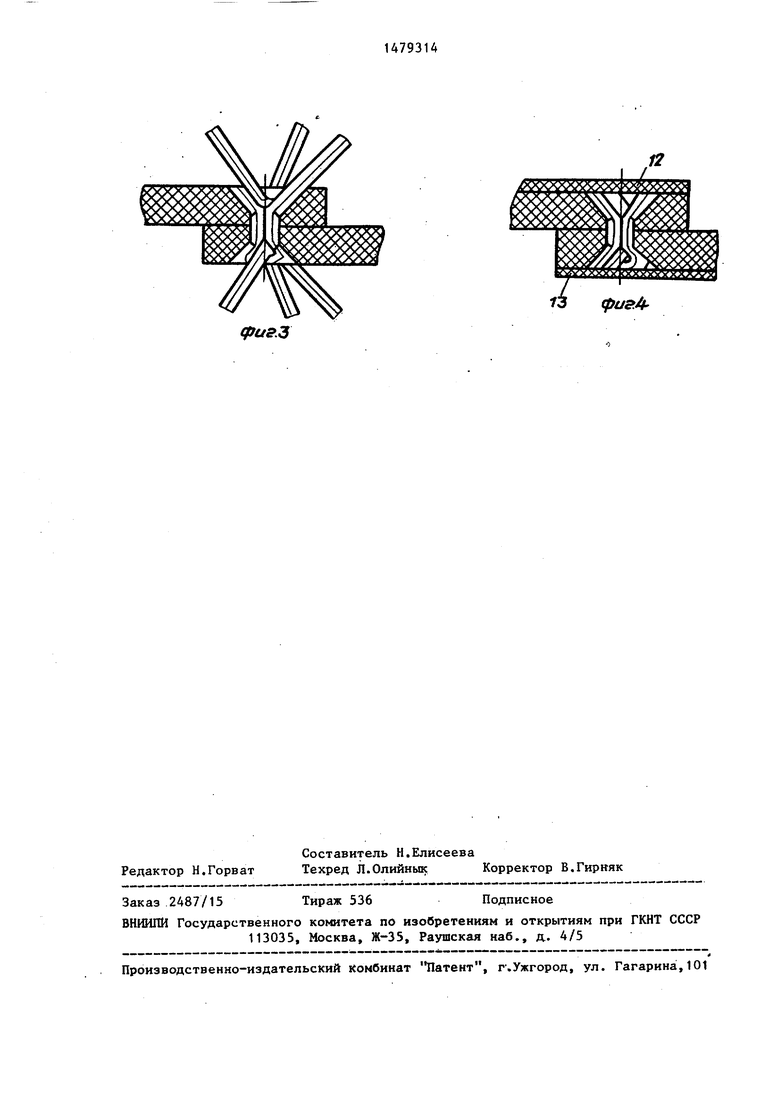
На фиг. 1 изображены наложенные друг на друга детали и соединительный элемент; на фиг. 2 - установка жгута в отверстия деталей и дополнительного жгута в петлю; на фиг. 3 - затягивание петли; на фиг. 4 - соединение с приформованными накладками.
П р и м е р. Соединяемые детали 1 и 2, например две стеклопластиковые пластины толщиной 10 мм, закрепляются технологическими струбцинами и в них выполняются отверстия 3 диаметром 10 мм с фасками 5x45 .
Детали разбираются и их контактирующие поверхности 4 подвегаются дро- бестройной обработке, обезжириваются и смазываются связующим. В качестве связующего применяется состав холодного отверждения на основе эпоксидной смолы ЭД-20 и отвердителя полиэтилен- полиамина .
Јъ
СО
со
314
Заготавливаются соединительные элементы в виде основного отрезка 5 волокнистого жгута диаметром 6 мм и длиной 400 мм и дополнительных отрезков 6 и 7 закладного жгута диаметром 6 мм и длиной 50 мм. Для изготовления соединительных элементов применяется стеклоровинг марки РБН-10-420-49. Жгут замачивается в сосуде со связующим. Детали 1 и 2 накладываются внахлест друг на друга и закрепляются струбцинами. Отрезок 5 основного жгута складывается три раза таким образом, чтобы образовалась в середине петля, имеющая длину 50-60 мм (фиг.1) Жгут устанавливается в отверстия 3 деталей 1 и 2 и концы 8 и 9 петли выводят на внешние поверхности деталей. Затем в участки 10 и 11 петли со стороны каждой детали устанавливают дополнительные отрезки 6 и 7 закладного жгута (фиг. 2). Основной жгут в виде петли затягивается за свободные концы 8 и 9 (фиг. 3) и детали выдержи- ваются при комнатной температуре 24 ч, необходимых для завершения процесса полимеризации связующего. Затем шов зачищается заподлицо, поверхность его подвергается дробеструйной обработке, обезжиривается и заформовывается накладками 12 и 13 путем послойной укладки двух слоев пропитанной связующим стеклоткани. В качестве герметизирующих накладок используется
ткань типа Т-11-ГБС-9. Узел выдерживается при комнатной температуре 24 ч.
Формула изобретения
10
,. 5
0
0
1. Способ соединения деталей внахлест, включающий выполнение в деталях отверстий с фасками, наложение их друг на друга, установку в отверстия соединительного элемента из пропитанного неотвержденным связующим отрезка волокнистого жгута, полимеризацию связующего и зачистку шва заподлицо, отличающийся тем,-что, с целью повышения прочности и жесткости соединения и снижения трудоемкости его изготовления, перед установкой в отверстия деталей отрезок волокнистого жгута складывают в виде петли, а при установке его в отверстия концы петли выводят на внешние поверхности деталей, после чего в петлю со стороны каждой детали устанавливают дополнительный отрезок пропитанного неотвержденным связующим жгута и петлю затягивают за ее концы.
2. Способ по пп. 1 и 2, отличающийся тем, что перед наложением деталей друг на друга их контактирующие поверхности промазывают связующим, а после зачистки шва - внешние поверхности деталей заформо- вывают накладками.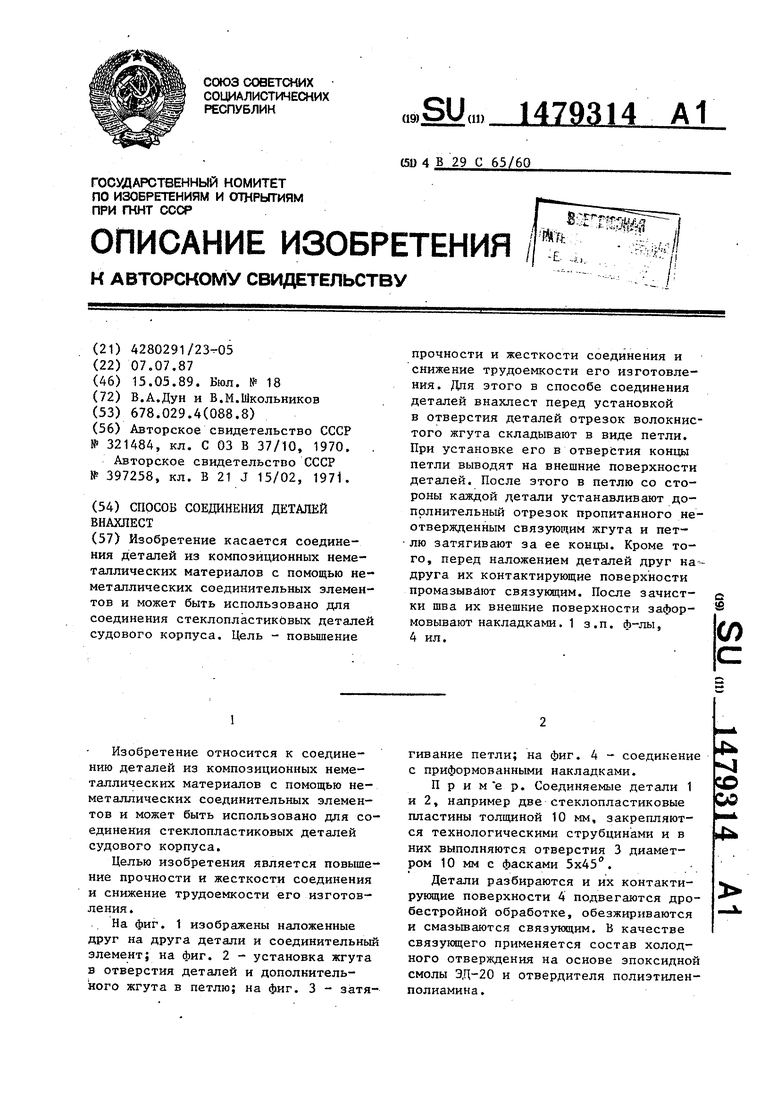
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразъемного таврового соединения деталей | 1988 |
|
SU1692856A1 |
| АРМАТУРНАЯ СЕТКА | 2009 |
|
RU2430221C2 |
| Способ соединения стеклопластиковых деталей | 1979 |
|
SU770819A1 |
| Способ усиления строительной конструкции из объединенных между собой строительных элементов | 1988 |
|
SU1795054A1 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| Устройство устранения течи из раструбного соединения трубопровода | 1988 |
|
SU1702066A1 |
| УСТРОЙСТВО И СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2013 |
|
RU2525103C1 |
| СТЕКЛОПЛАСТИКОВАЯ СЕКЦИЯ ТРУБОПРОВОДА | 2004 |
|
RU2278314C1 |
| Способ стыкового соединения стеклопластиковых панелей | 1989 |
|
SU1680555A1 |
Изобретение касается соединения деталей из композиционных неметаллических материалов с помощью неметаллических соединительных элементов и может быть использовано для соединения стеклопластиковых деталей судового корпуса. Цель - повышение прочности и жесткости соединения и снижение трудоемкости его изготовления. Для этого в способе соединения деталей внахлест перед установкой в отверстия деталей отрезок волокнистого жгута складывают в виде петли. При установке его в отверстия концы петли выводят на внешние поверхности деталей. После этого в петлю со стороны каждой детали устанавливают дополнительный отрезок пропитанного неотвержденным связующим жгута и петлю затягивают за ее концы. Кроме того, перед наложением деталей друг на друга их контактирующие поверхности промазывают связующим. После зачистки шва их внешние поверхности заформовывают накладками. 1 з.п. ф-лы, 4 ил.
фигЗ
Яз фигА
| СПОСОБ СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ЭЛЕМЕНТОВ | 0 |
|
SU321484A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU397258A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
