Известны приспособления для сборки металлического браслета ручных часов, состоящие из сборочной плиты, трехшпиндельного на-стольного станка для развальцовки пистонов, устройства для скрепления верхних и нижних крышек со средней частью браслета и штампа для подгиба усиков на крышках.
В предлагаемом приспособлении или сборки металлического браслета, с целью повышения производительности, сборочная плита выполнена с рядом съемных опор - штырей для фиксации пистонов. Устройство для скрепления крышек выполнено в виде каретки, передвигаемой по сборочной плите, а штам-пы для подгиба усиков снабжены сменными пуансонами.
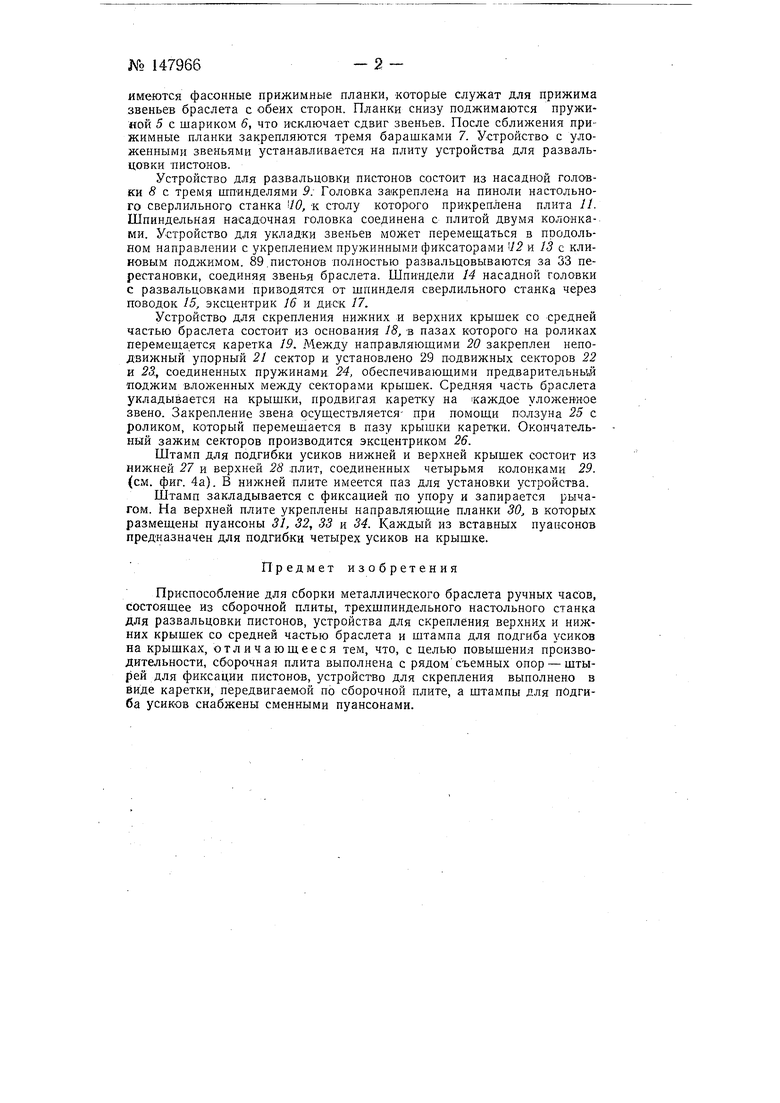
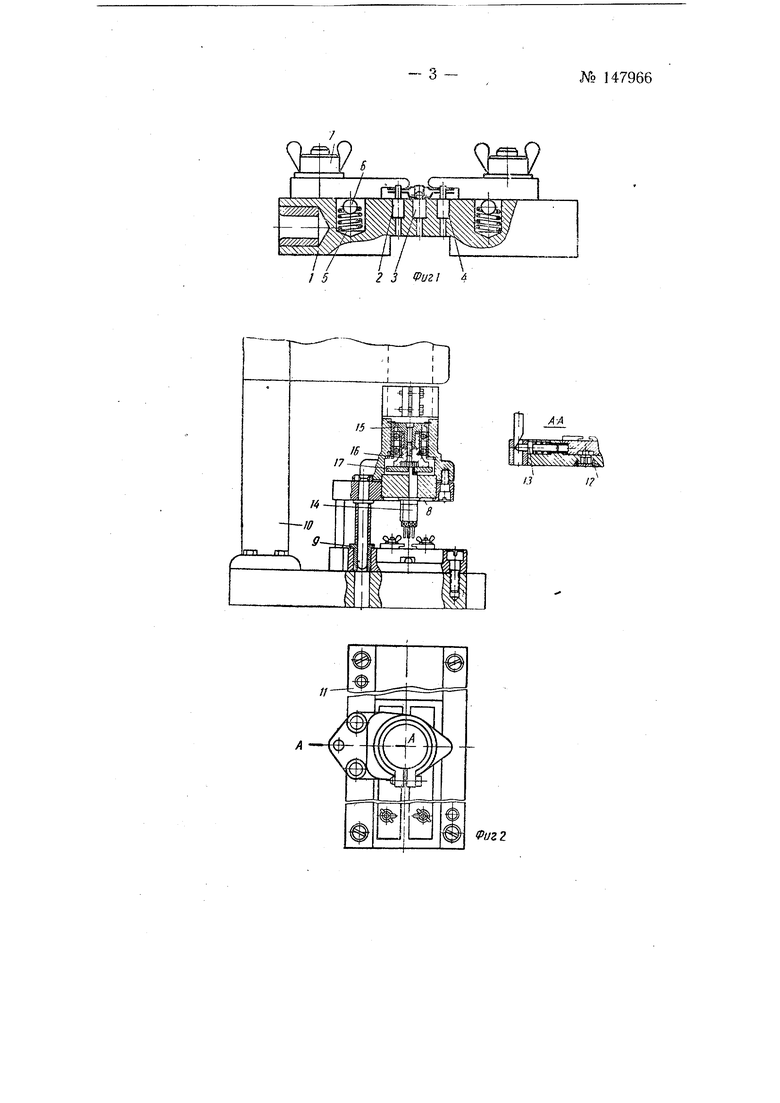
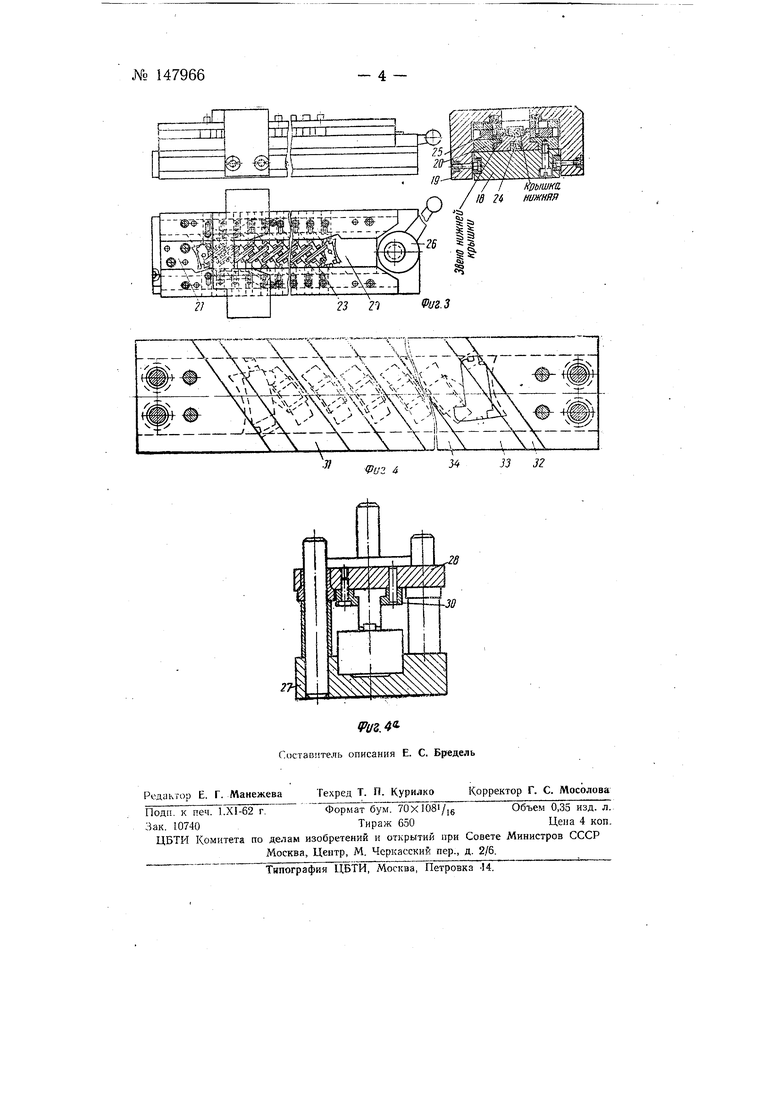
На фиг. 1 изображено устройство для укладки звеньев на металлический браслет, поперечное сечение; на фиг. 2-устройство для развальцовки пистонов; на фиг. 3 - устройств-о для скрепления ниж-них и верхних крышек со средней частью браслета; на фиг. 4 - штамп для подгибки усиков верхних и нижних крышек в разрезе; на фиг. , же, вид сбоку.
Приспособление для сборки металлического браслета содержит устройства для развальцовки пистонов в звеньях, для укладки звеньев на металлический браслет, для скрепления нижних и верхних крышек со средней частью браслета и штамп для подгибки усиков нижних и верхних крышек на весь браслет.
Устройство для укладки звеньев браслета перед развальцовкой содержит основание / с 89 отверстиями в три ряда и шагом между нимиг в 10,2 мм. В отверстиях размешаются опоры 2, 5 и 4 для фиксации пистонов. В боковой части основания расточены тридцать три отверстия, согласовавные с шагом отверстий опор. На верхней части основания
№ 147966- 2
имеются фасонные прижимные планки, которые служат для прижима звеньев браслета с обеих сторон. Планки снизу поджимаются пружиной 5 с шариком 6, что исключает сдвиг звеньев. После сближения прижимные планки закрепляются тремя барашками 7. Устройство с уложениыми звеньями устанавливается на плиту устройства для развальцовки ПИСТОНОВ.
Устройство для развальцовки пистонов состоит из насадной головки i5 с тремя ш-пинделями 9: Головка закреплена на пиноли настольного сверлильного станка 10, к столу которого прикреплена плита 11. Шпиндельная насадочная головка соединена с плитой двумя колонками. Устройство для укладки звеньев может перемеш,аться в продольном направлении с укреплением пружинными фиксаторами 12 и 13 с клиновым поджимом. 89.пистонов полностью развальцовываются за 33 перестановки, соединяя звенья браслета. Шпиндели 14 насадной головки с развальцовками приводятся от шпинделя сверлильного станка через поводок 15, эксцентрик 16 и диск 17.
Устройство для скрепления нижних и верхних крышек со средней частью браслета состоит из основания 18, в пазах которого на роликах перемещается каретка 19. Между направляющими 20 закреплен неподвижный упорный 21 сектор и установлено 29 подвижных секторов 22 и 23., соединенных пружинами 24, обеспечивающими предварительными поджим вложенных между секторами крышек. Средняя часть браслета укладывается на крышки, продвигая каретку на каждое уложенное звено. Закрепление звена осуществляется- при помощи ползуна 25 с роликом, который перемещается в пазу крышки каретки. Окончательный зажим секторов производится эксцентриком 26.
Штамп для подгибки усиков нижней и верхней крышек состоит из нижней 27 и верхней 28 ллит, соединенных четырьмя колонками 29. (см. фиг. 4а). В нижней плите имеется паз для установки устройства.
Ийтамп закладывается с фиксацией по упору и запирается рычагом. На верхней плите укреплены направляющие планки 30 в которых размещены пуансоны 31, 32, 33 и 34. Каждый из вставных пуансонов предназначен для подгибки четырех усиков на крышке.
Предмет изобретения
ПриспосОбление для сборки металлического браслета ручных часов, состоящее из сборочной плиты, трехшпиндельного настольного станка для развальцовки пистонов, устройства для скрепления верхних и нижних крышек со средней частью браслета и штампа для подгиба усиков на крышках, отличающееся тем, что, с целью повышения производительности, сборочная плита выполнена с рядомсъемных опор - щтырей для фиксации пистонов, устройство для скрепления выполнено в виде каретки, передвигаемой по сборочной плите, а штампы для подгиба усиков снабжены сменными пуансонами.
I 5
2 3 (Риг 1 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Устройство для посадки бортовых колец к станку для сборки покрышек пневматических шин | 1979 |
|
SU750902A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Барабан для сборки покрышек пневматических шин | 1982 |
|
SU1030205A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Способ подгибки кромок длинномерных заготовок | 1990 |
|
SU1801661A1 |
Риг2
