Известны прокатные валки, получаемые напрессовкой на стальные оси предварительно отлитых бандажей, либо путем заливки осей в тело валка при отливке. Однако при этом предусматривается только однослойная конструкция бандажа постоянного сечения.
Предложенный бандаж отличается от известных тем, что он состоит из двух слоев материала, причем наружный слой выполняется из более жесткого и прочного материала и имеет увеличенную толщину в своей средней части. Такое выполнение бандажа создает переменную жесткость по длине валка, тем самым обеспечивая прокатку полосы с минимальной разнотолшинностью.
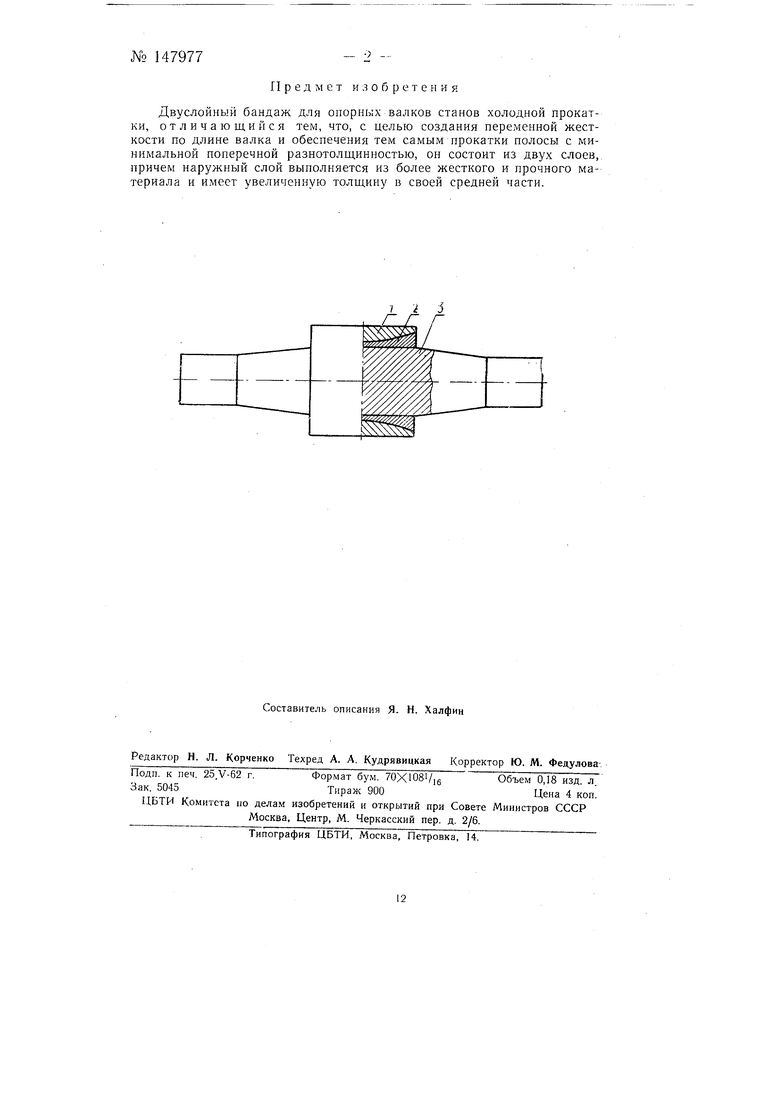
На чертеже изображен двуслойный бандаж для опорных валко}з.
С целью создания неременной жесткости по длине бочки опорного валка и для компенсации прогиба неравномерным сплющиванием по контакту рабочего и опорного валков (больше по краям) бандаж изготовляют из материалов с различной жесткостью, например, из чугуна 1 и стали 2, пугем заливки слоя чугуна на внутренние стенкп стального внешнего бандажа, предварительно профилированного изнутри. Сварившийся в монолит в процессе отливки двуслойный бандаж обтачивается начисто и горячей посадкой насаживается па стальной вал 3.
Применение опорных валков с двухслойными бандан ами даст возможность улучшить режим работы станов. В заключении института ВНПИметмаш отмечается, что предлагаемый двуслойный бандаж позволит автоматически компенсировать изменение прогиба за счет неравномерного сплющивания валков по краям и в середине, благодаря чему поперечная разнотолщинность полос при прокатке может быть значительно у.меньшена.
Предмет изобретения
Двуслойный бандаж для онорных валков станов холодной прокатки, отличающийся тем, что, с целью создания переменной жесткости по длине валка и обеспечения тем самым прокатки полосы с минимальной поперечной разнотолщинностью, он состоит из двух слоев, причем наружный слой выполняется из более жесткого и прочного материала и имеет увеличенную толщину в своей средней части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорный валок для многовалковых станов | 1961 |
|
SU142269A1 |
| Опорный валок для прокатных станов | 1961 |
|
SU151976A1 |
| Литейная форма для отливки двухслойного валка, преимущественно прокатного | 1977 |
|
SU667317A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ ИЗМЕРЕНИЯ СПЛЮЩИВАНИЯ РАБОЧЕГО ВАЛКА | 1969 |
|
SU238496A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1990 |
|
RU2048937C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 1994 |
|
RU2099163C1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |