ИзВестны способы измерения общего сплющявалия вал.ков при про,катке.
О-пиеываемый способ позволяет измерять неравномерное сплющивание (собственный прогиб) рабочего валка и отличается тем, что сигнал датчика, изМеряющего общее сплющивание, алгебраически суммируют с сигналОМ датчика, измеряющего только равномерное сплющивание валков, например, ло давлению прокатки.
Для получения достаточного коэффициента усиления датчик измерения общего сплющивания устанавливают за пределами подщипниковых опор валков и измеряют указанным датчиком сближения осей рабочего и опорного вал-коВ.
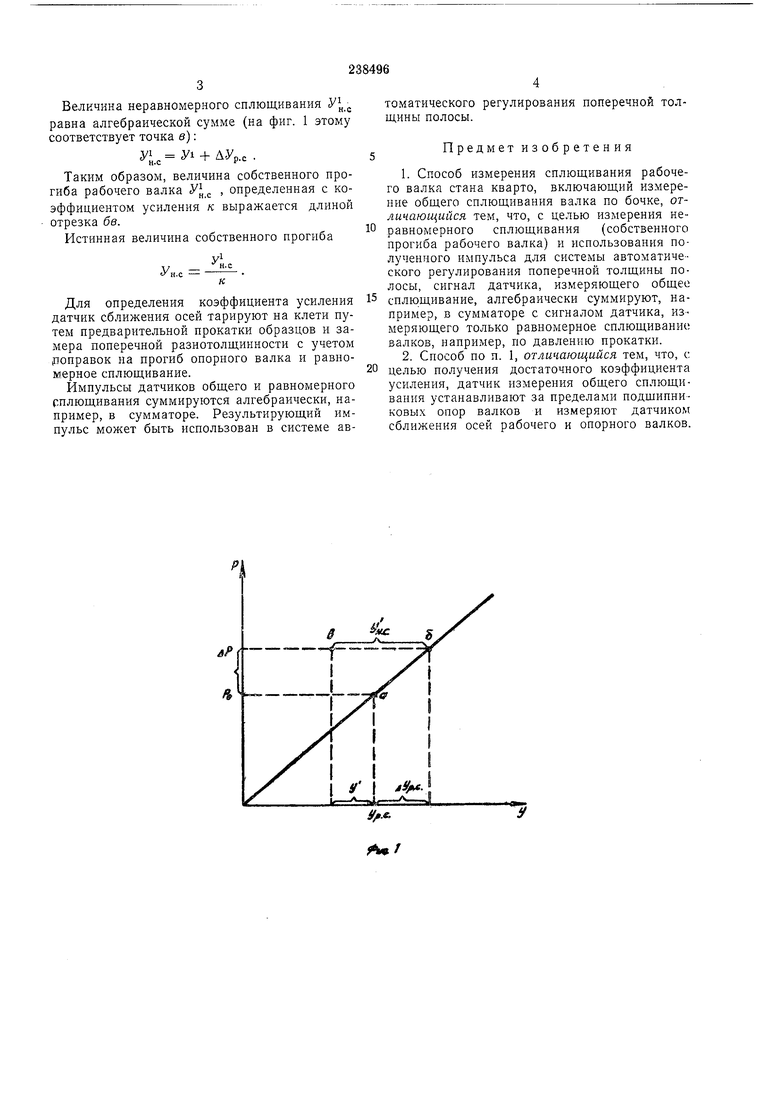
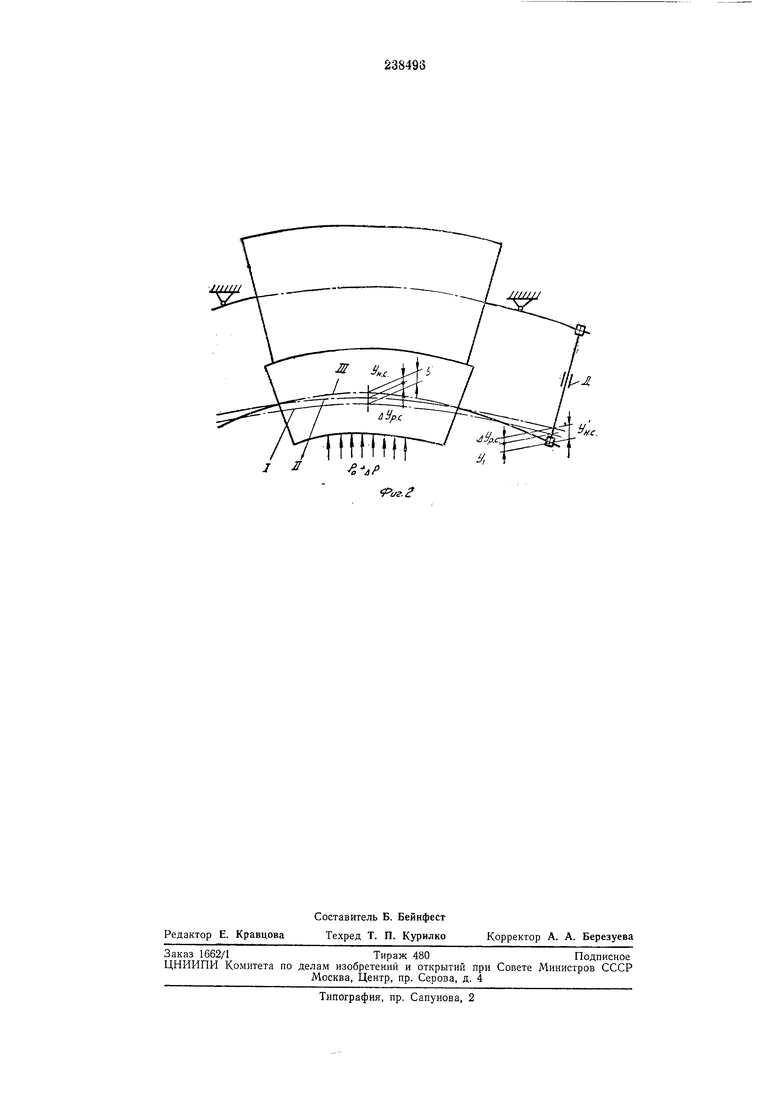
На фиг. 1 приведен график зависимости давления .прокатки от величины равномерного онлющивания; «а фиг. 2 - схема сближения осей рабочего и опорного валков.
Известно, что в пределах закона Гука .величина равномерного сплющивания пропорциональна давлению. Целесообразно поэтому получать ее от датчика давления металла на валки:
УР.С сР,
Тогда величина собственного прогиба рабочего валка (неравномерного сплющивания) равна
JH.C У - Ур.с У -сР,
где УН.С - неравномерное сплющивание между валка1ми; У - сближение осей валков.
Для усиления импульса величину сближения осей измеряют за подшипниковыми опорами ва.тков.
Пусть под действием нагрузки РО валки изгибаются и сплющиваются равномерно на величину Ур.с, фиксируе.мую как датчиком давления, так и датчиком сближения осей (на фиг. 1 этому соответствует точка а). Нейтральная ось рабочего валка располагается но
кривой /.
Нри увеличении нагрузки на величину ДЯ нейтральная ось (при учете только равномерного сплющивания) сдвигается на величину ДУр.с и занимает положение //, соответствующее точке б.
Однако из-за неравномерного силющивания рсь валка располагается по кривой III, тогда датчик Д сближения осей фиксирует величину У, учитывая знак отклонения от предыдуи1,его
Величина неравномерного сплющивания равна алгебраической сумме (на фиг. 1 этому соответствует точка в):
П. + Д-Ур-с.
Таким образом, величина собственного прогиба рабочего валка У , определенная с коэффициентом усиления к выражается длиной отрезка бе.
Истинная величина собственного прогиба
У V Н.С
Для определения коэффициента усиления датчик сближения осей тарируют на клети путем предварительной прокатки образцов и замера поперечной разнотолщинности с учетом роправок на прогиб опорного валка и равномерное сплющивание.
Импульсы датчиков общего и равномерного сплющивания суммируются алгебраически, например, в сумматоре. Результирующий импульс может быть использован в системе автоматического регулирования поперечной толщины полосы.
Предмет изобретения
1.Способ измерения сплющивания рабочего валка стана кварто, включающий измерение общего сплющивания валка по бочке, отличающийся тем, что, с целью измерения неравномерного сплющивания (собственного прогиба рабочего валка) и использования полученного импульса для системы автоматического регулирования поперечной толщины полосы, сигнал датчика, измеряющего общее
сплющивание, алгебраически суммируют, например, в сумматоре с сигналом датчика, измеряющего только равномерное сплющивание валков, например, по давлению прокатки.
2.Способ по п. I, отличающийся тем, что, с целью получения достаточного коэффициента усиления, датчик измерения общего сплющивания устанавливают за пределами подшипниковых опор валков и измеряют датчиком сближения осей рабочего и опорного валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ I | 1970 |
|
SU282262A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОЙ РАЗНОТОЛЩИННОСТИ ПОЛОСЫ НА ЛИСТОПРОКАТНОМ СТАНЕ | 1970 |
|
SU286939A1 |
| Устройство для автоматического регулирования толщины проката | 1980 |
|
SU876229A2 |
| Способ прокатки листов | 1978 |
|
SU839624A1 |
| Устройство для прокатки полосового материала | 1983 |
|
SU1309906A3 |
| Способ измерения прогиба рабочих валков при прокатке | 1974 |
|
SU498994A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Способ регулирования поперечного профиля листового проката | 1986 |
|
SU1411067A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
/ Ji,/
