14
ся вне поля зрения устройства. Устройство контролирует положение конца проката относительно линии Х0 реза ножниц 2 с тем, чтобы от передней части проката ножницами была отрезана заготовка требуемой длины 1. Для этого конец проката останавливается за линией реза на расстоянии 1, Устройство начинает работать после фиксации проката датчиком 3 наличия проката. На светящейся поверхности горячего проката имеются пятна окалины, поэтому сигналы формируемые фотоэлектрическими преобразователями 1, имеют разную амплитуду. Если амплитуда сигнала превышает уровень, на который настроен компаратор 5, то на выхо
де последнего будет сигнал 1, если амплитуда сигнала ниже этого уровня, то на выходе компаратора имеется сигнал О. На выходе компараторов формируется комбинация из п сигналов, которая делится с помощью коммутатора 6 на две группы: с 1 -го по (п-1)-й и с 2-го по n-й преобразователи. В тот момент, когда сопоставляемые сигналы идентичны, идентификатор 7 формирует импульс длительностью 4t, который подается на вычислительный блок 8, последний вычисляет положение конца проката относительно координаты X,, т.е. число импульсов, поступившее на блок 8, умножается на интервал га. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения положения конца горячего проката | 1986 |
|
SU1415039A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Устройство для измерения перемещения горячего проката | 1987 |
|
SU1578466A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство для определения положения конца проката | 1983 |
|
SU1097895A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1964 |
|
SU164008A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для считывания и обработки изображений | 1988 |
|
SU1513486A1 |
| Устройство для измерения линейного положения изображения границы объекта | 1980 |
|
SU1054682A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
Изобретение относится к контрольно-измерительной технике. Цель изобретения - расширение функциональных возможностей устройства за счет обеспечения возможности определения положения конца движущегося проката, когда этот конец перемещается вне поля зрения устройства. Устройство контролирует положение конца проката относительно линии Хо реза ножниц 2 с тем, чтобы от передней части проката ножницами была отрезана заготовка требуемой длины L. Для этого конец проката останавливается за линией реза на расстоянии L. Устройство начинает работать после фиксации проката датчиком 3 наличия проката. На светящейся поверхности горячего проката имеются пятна, окалины, поэтому сигналы, формируемые фотоэлектрическими преобразователями 1, имеют разную амплитуду. Если амплитуда сигнала превышает уровень, на который настроен компаратор 5, то на выходе последнего будет сигнал "1", если же амплитуда сигнала ниже уровня, то на выходе компаратора-сигнал "0". На выходе компараторов формируется комбинация из N сигналов, которая делится с помощью коммутатора 6 на две группы: с 1-го по (N-1)-й и со 2-го по N-й преобразователи. В тот момент, когда сопоставляемые сигналы идентичны, идентификатор 7 формирует импульс длительностью ΔT, который подается на вычислительный блок 8, последний вычисляет положение конца проката относительно координаты Х1, т.е. число импульсов, поступившее на блок 8, умножается на интервал M. 2 ил.
Изобретение относится к контрольно-измерительной технике, в частности к фотоэлектрическим измерительным устройствам, и может быть использовано для определения положения конца движущегося горячего проката, например, при его раскрое.
Цель изобретения - расширение функциональных возможностей устройства за счет обеспечения возможности определения положения конца движущегося проката, когда этот конец перемещается вне поля зрения устройства.
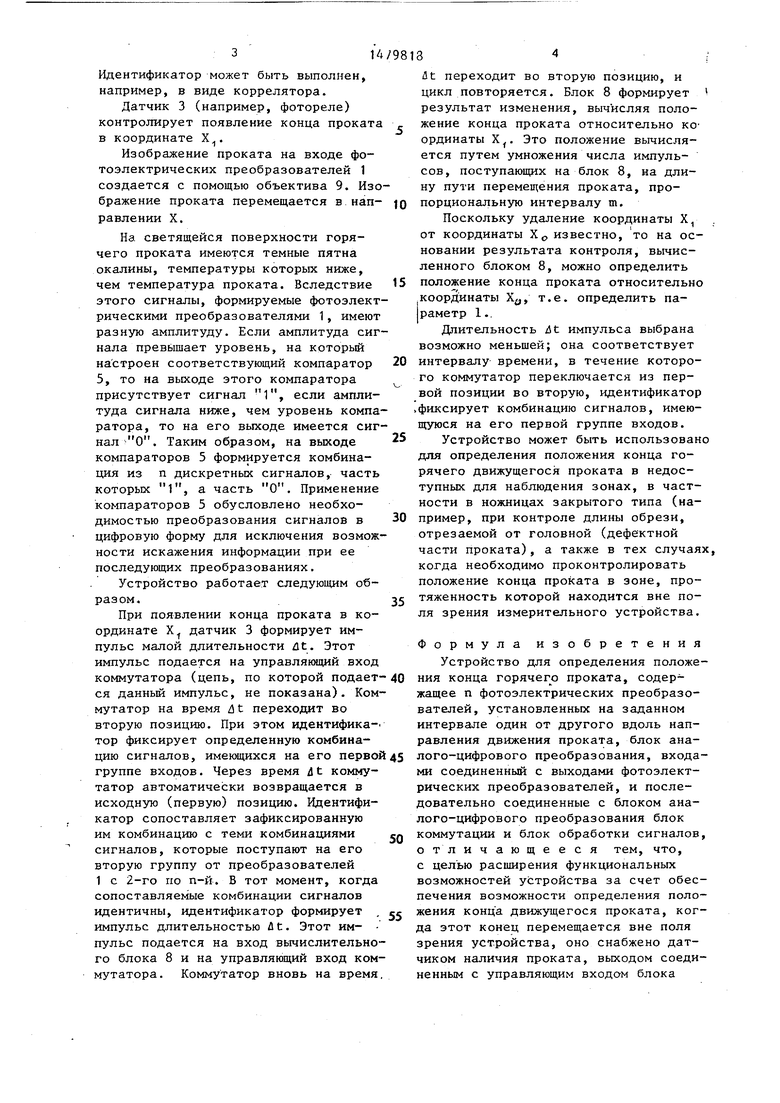
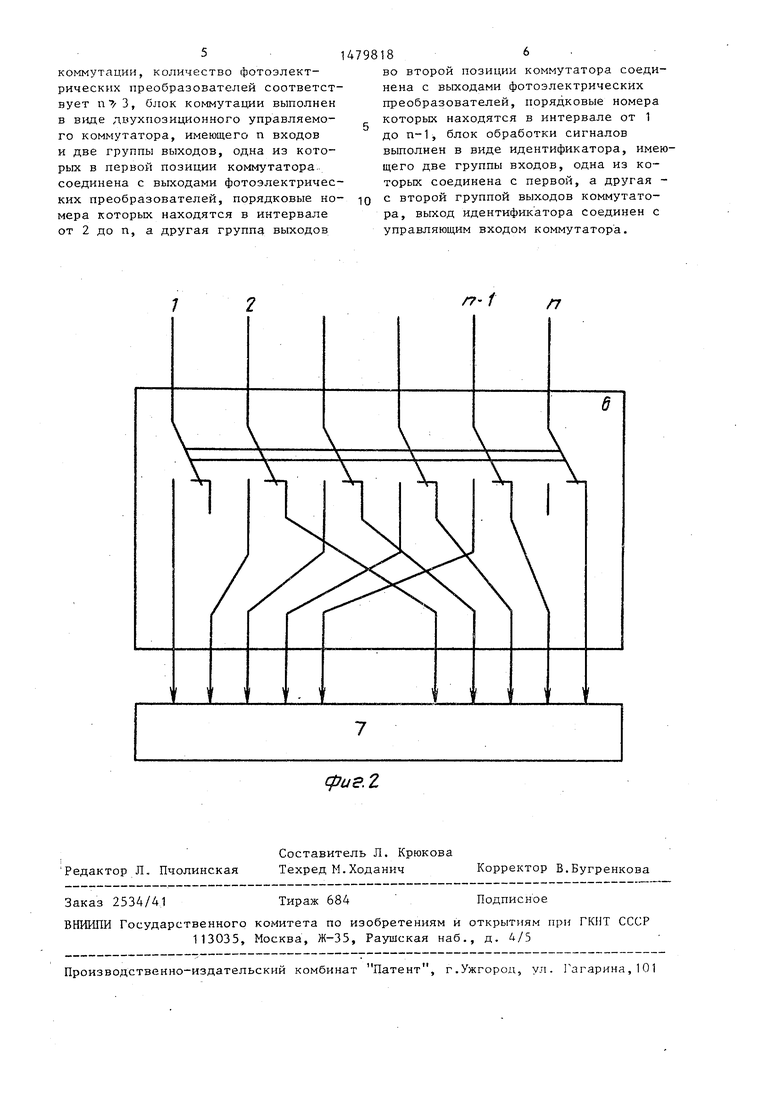
На фиг. 1 приведена функциональная схема устройства; на фиг. 2. - схема блока коммутации.
Устройство контролирует положение конца горячего проката относително линии Х0 реза ножниц с тем, чтобы от передней части проката ножницами была отрезана заготовка требуемой длины 1. Для этого конец проката останавливается за линией реза на расстоянии 1.
Устройство содержит п фотоэлектрических преобразователей 1 (например, фотодиодов), установленных на заданном интервале m друг от друга вдоль направления движения проката, ножницы 2, датчик 3 наличия проката, блок 4 аналого-цифрового преобразования, подключенный к выходам фотоэлектрических преобразователей 1 и состоящий из преобразователей 5 (преобразователи 5 могут быть выполнены в виде компараторов), последовательно с блоком 4 соединены блок 6 коммутации, блок 7 обработки сигналов и вычислительный блок 8. Устройство содержит также объектив 9.
Блок 6 коммутации выполнен в виде двухпозиционного управляемого коммутатора, имеющего п входов и две группы выходов. Одна из указанных групп в первой (исходной) позиции блока 6
5 подключена через преобразователи 5 к выходам фотоэлектрических преобразователей 1 с 2-го по n-й. Другая группа выходов блока 6 во второй позиции коммутатора подключена к преобразова0 телям 1 с 1-го по (п-1)-й. Перевод блока 6 из первой (исходной) позиции во вторую позицию производится управляющим имаульсом, подаваемым на его вход. После исчезновения этого
5 импульса коммутатор автоматически воэ- возвращается в исходную (первую) позицию.
Блок 7 обработки сигналов выполнен в виде идентификатора. Идентифи0 катор предназначен для сопоставления сигналов, поступающих на его первую группу входов, с сигналами, поступающими на его вторую группу входов.
Идентификатор может быть выполнен, например, в виде коррелятора.
Датчик 3 (например, фотореле) контролирует появление конца проката в координате Х1.
Изображение проката на входе фотоэлектрических преобразователей 1 создается с помощью объектива 9. Изображение проката перемещается в нап- равлении X.
Из светящейся поверхности горячего проката имеются темные пятна окалины, температуры которых ниже, чем температура проката. Вследствие этого сигналы, формируемые фотоэлектрическими преобразователями 1, имеют разную амплитуду. Если амплитуда сигнала превышает уровень, на который настроен соответствующий компаратор 5, то на выходе этого компаратора присутствует сигнал 1, если амплитуда сигнала ниже, чем уровень компаратора, то на его выходе имеется сигнал О. Таким образом, на выходе компараторов 5 формируется комбинация из п дискретных сигналов, часть которых 1, а часть О. Применение компараторов 5 обусловлено необходимостью преобразования сигналов в цифровую форму для исключения возможности искажения информации при ее последующих преобразованиях.
Устройство работает следующим образом.
При появлении конца проката в координате Xt датчик 3 формирует импульс малой длительности ut. Этот импульс подается на управляющий вход
коммутатора (цепь, по которой подает-40 ния конца горячего проката, содер- ся данный импульс, не показана). Коммутатор на время иt переходит во вторую позицию. При этом идентифика- тор фиксирует определенную комбинацию сигналов, имеющихся на его первой 45 группе входов. Через время Лt коммутатор автоматически возвращается в исходную (первую) позицию. Идентификатор сопоставляет зафиксированную им комбинацию с теми комбинациями сигналов, которые поступают на его вторую группу от преобразователей
50
жащее п фотоэлектрических преобразо вателей, установленных на заданном интервале один от другого вдоль нап равления движения проката, блок ана лого-цифрового преобразования, вход ми соединенный с выходами фотоэлект рических преобразователей, и последовательно соединенные с блоком ана лого-цифрового преобразования блок коммутации и блок обработки сигнало отличающееся тем, что, с целью расширения функциональных возможностей устройства за счет обе печения возможности определения пол жения конца движущегося проката, ко да этот конец перемещается вне поля зрения устройства, оно снабжено дат чиком наличия проката, выходом соед ненным с управляющим входом блока
1 с 2-го по n-й. В тот момент, когда сопоставляемые комбинации сигналов идентичны, идентификатор формирует импульс длительностью At. Этот им- - пульс подается на вход вычислительного блока 8 и на управляющий вход коммутатора. Коммутатор вновь на время.
/It переходит во вторую позицию, и цикл повторяется. Блок 8 формирует результат изменения, вычисляя положение конца проката относительно ко ординаты Xf. Это положение вычисляется путем умножения числа импульсов, поступающих на блок 8, на длину пути перемещения проката, пропорциональную интервалу т.
Поскольку удаление координаты X, от координаты Х0 известно, то на основании результата контроля, вычисленного блоком 8, можно определить положение конца проката относительно координаты Хо, т.е. определить параметр 1.
Длительность ut импульса выбрана возможно меньшей; она соответствует интервалу времени, в течение которого коммутатор переключается из первой позиции во вторую, идентификатор .фиксирует комбинацию сигналов, имеющуюся на его первой группе входов.
Устройство может быть использован для определения положения конца горячего движущегося проката в недоступных для наблюдения зонах, в частности в ножницах закрытого типа (например, при контроле длины обрези, отрезаемой от головной (дефектной части проката), а также в тех случая когда необходимо проконтролировать положение конца проката в зоне, протяженность которой находится вне поля зрения измерительного устройства.
Формула изобретения Устройство для определения положения конца горячего проката, содер-
жащее п фотоэлектрических преобразователей, установленных на заданном интервале один от другого вдоль направления движения проката, блок аналого-цифрового преобразования, входами соединенный с выходами фотоэлектрических преобразователей, и последовательно соединенные с блоком аналого-цифрового преобразования блок коммутации и блок обработки сигналов, отличающееся тем, что, с целью расширения функциональных возможностей устройства за счет обеспечения возможности определения положения конца движущегося проката, когда этот конец перемещается вне поля зрения устройства, оно снабжено датчиком наличия проката, выходом соединенным с управляющим входом блока
коммутации, количество фотоэлектрических преобразователей соответст вует n /З, блок коммутации выполнен в виде двухпозиционного управляемого коммутатора, имеющего п входов и две группы выходов, одна из которых в первой позиции коммутатора соединена с выходами фотоэлектричес ких преобразователей, порядковые но мера которых находятся в интервале от 2 до п, а другая группа выходов
14798186
во второй позиции коммутатора соединена с выходами фотоэлектрических преобразователей, порядковые номера которых находятся в интервале от 1 до п-1, блок обработки сигналов выполнен в виде идентификатора, имеющего две группы входов, одна из которых соединена с первой, а другая - 1Q с второй группой выходов коммутатора, выход идентификатора соединен с управляющим входом коммутатора.
/7-1
| Устройство для определения положения конца проката | 1983 |
|
SU1097895A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JL | |||
