вающим контроль остального сечения сварного шва поперечной волной при угле ввода
02.
Преобразователь установлен на контролируемом изделии 6,
Для обеспечения контроля одного и того же сечения сварного шва прямым и однажды отраженным лучом при разных толщинах стенки изделий 6 для двух значений стенки изделий hi и h2 необходимо, чтобы точки ввода льезоэлементов 2 и 3 совпадали, как показано на фиг. 1, с точкой
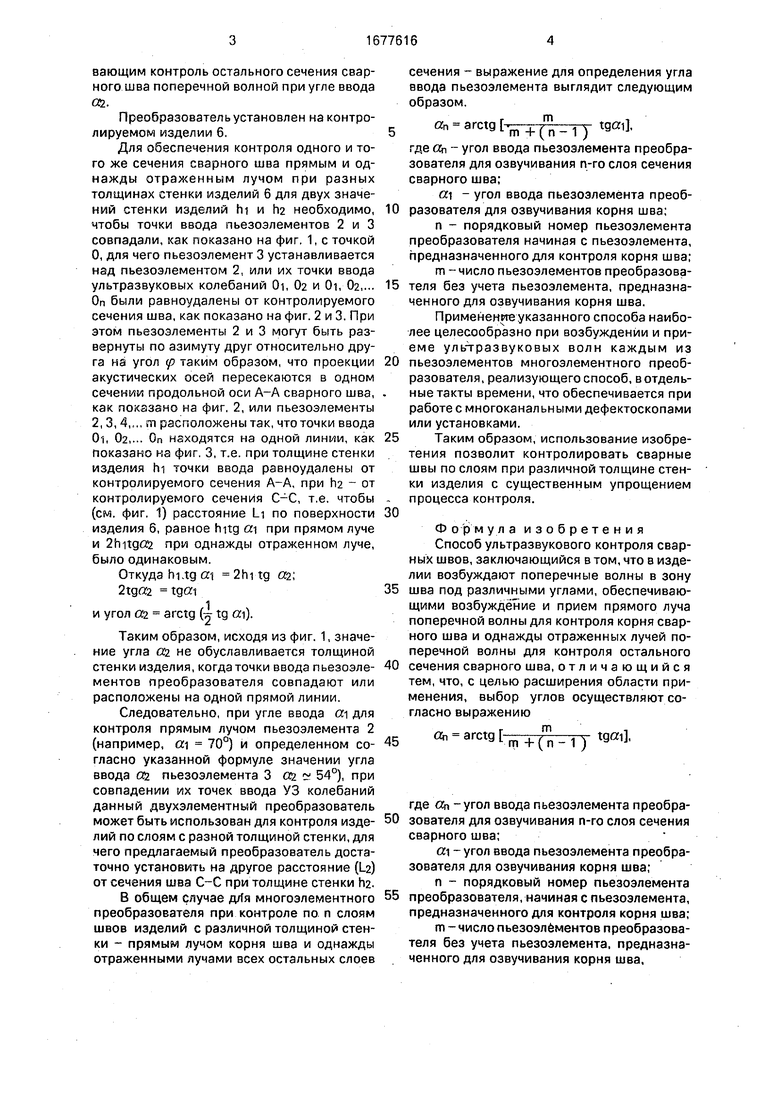
0,для чего пьезоэлемент 3 устанавливается над пьезоэлементом 2, или их точки ввода ультразвуковых колебаний Oi, 02 и Oi, Oa,... On были равноудалены от контролируемого сечения шва, как показано на фиг. 2 и 3. При этом пьезоэлементы 2 и 3 могут быть развернуты по азимуту друг относительно друга на угол р таким образом, что проекции акустических осей пересекаются в одном сечении продольной оси А-А сварного шва, как показано на фиг, 2, или пьезоэлементы 2, 3,4,.., m расположены так, что точки ввода
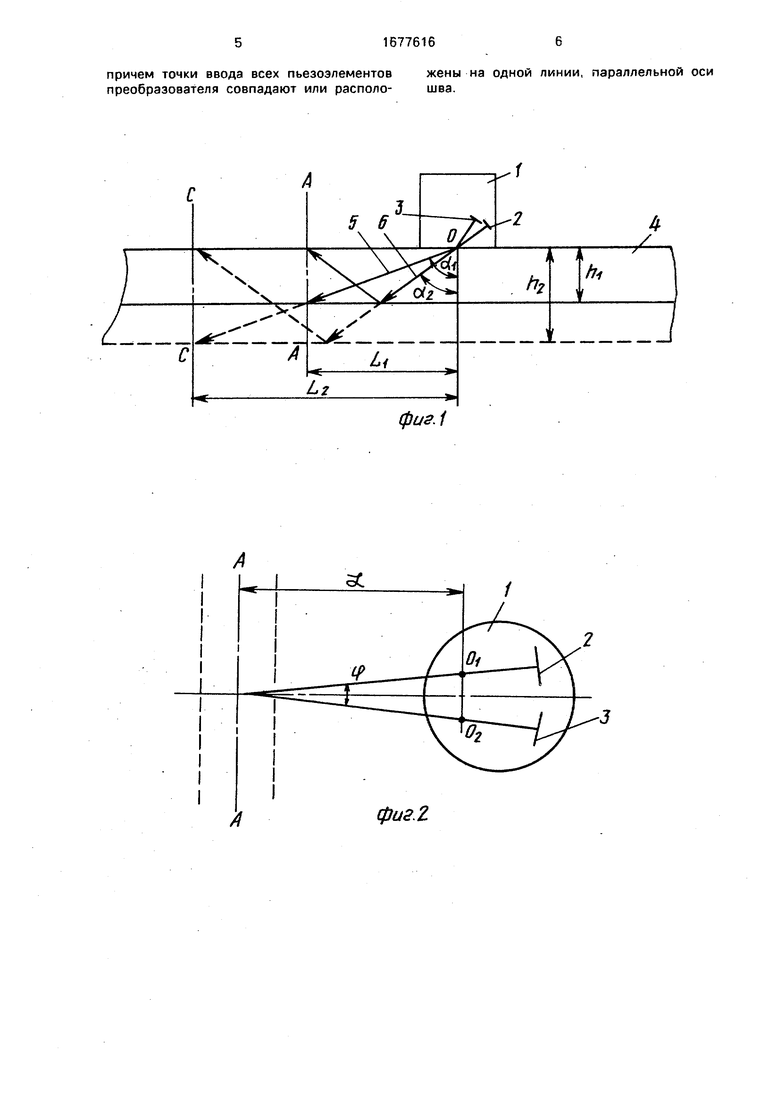
01,02,... On находятся на одной линии, как показано на фиг. 3, т.е. при толщине стенки изделия hi точки ввода равноудалены от контролируемого сечения А-А, при h2 - от контролируемого сечения С-С, т.е. чтобы (см. фиг, 1) расстояние LI по поверхности изделия 6, равное hitg a при прямом луче и 2hitgd2 при однажды отраженном луче, было одинаковым.
Откуда hug а 2hi tg ai 2tg«2 tgai
и угол «2 arctg fo tg «1).
Таким образом, исходя из фиг. 1, значение угла (Xi не обуславливается толщиной стенки изделия, когда точки ввода пьезоэле- ментов преобразователя совпадают или расположены на одной прямой линии.
Следовательно, при угле ввода ол для контроля прямым лучом пьезоэлемента 2 (например, а 70°) и определенном согласно указанной формуле значении угла ввода О2 пьезоэлемента 3 02 У 54°), при совпадении их точек ввода УЗ колебаний данный двухэлементный преобразователь может быть использован для контроля изделий по слоям с разной толщиной стенки, для чего предлагаемый преобразователь достаточно установить на другое расстояние (L.2) от сечения шва С-С при толщине стенки г.
В общем случае дЛя многоэлементного преобразователя при контроле по п слоям швов изделий с различной толщиной стенки - прямым лучом корня шва и однажды отраженными лучами всех остальных слоев
сечения - выражение для определения угла ввода пьезоэлемента выглядит следующим образом.
arct9 rn+(mn-l)
где On - угол ввода пьезоэлемента преобразователя для озвучивания n-го слоя сечения сварного шва;
«1 - угол ввода пьезоэлемента преобразователя для озвучивания корня шва;
п - порядковый номер пьезоэлемента
преобразователя начиная с пьезоэлемента,
предназначенного для контроля корня шва;
m -число пьезоэлементов преобразователя без учета пьезоэлемента, предназначенного для озвучивания корня шва.
Применение указанного способа наиболее целесообразно при возбуждении и приеме ультразвуковых волн каждым из
пьезоэлементов многоэлементного преобразователя, реализующего способ, в отдельные такты времени, что обеспечивается при работе с многоканальными дефектоскопами или установками.
Таким образом, использование изобретения позволит контролировать сварные швы по слоям при различной толщине стенки изделия с существенным упрощением процесса контроля.
Формула изобретения Способ ультразвукового контроля сварных швов, заключающийся в том, что в изделии возбуждают поперечные волны в зону
шва под различными углами, обеспечивающими возбуждение и прием прямого луча поперечной волны для контроля корня сварного шва и однажды отраженных лучей поперечной волны для контроля остального
сечения сварного шва, отличающийся тем, что, с целью расширения области применения, выбор углов осуществляют согласно выражению
«п arctg т , / , ч tgai,
m +(n-1)
где «п -угол ввода пьезоэлемента преобра- зователя для озвучивания n-го слоя сечения сварного шва;
а -угол ввода пьезоэлемента преобразователя для озвучивания корня шва;
п - порядковый номер пьезоэлемента
преобразователя, начиная с пьезоэлемента,
предназначенного для контроля корня шва;
m - число пьезоэлементов преобразователя без учета пьезоэлемента, предназначенного для озвучивания корня шва,
причем точки ввода всех пьезоэлементов жены на одной линии, параллельной оси преобразователя совпадают или располо- шва.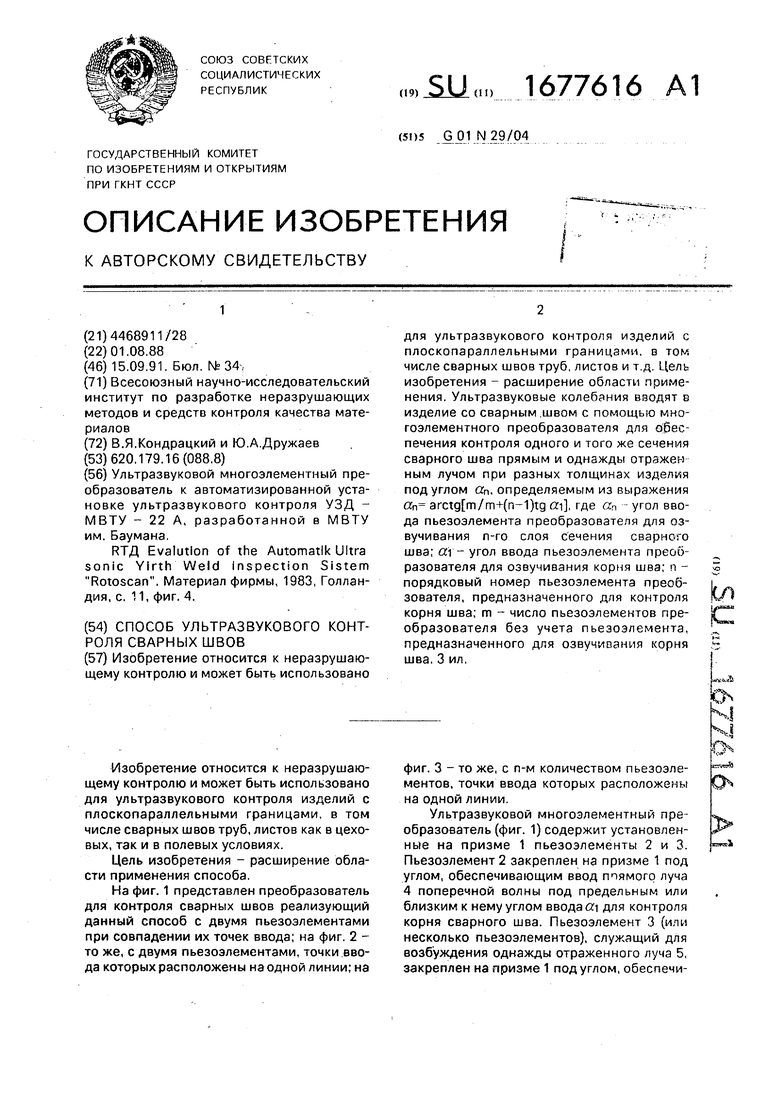
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| Ультразвуковой способ определения параметров плоскостных дефектов изделий | 1987 |
|
SU1516965A1 |
| Способ ультразвукового контроля стыковых сварных швов | 1979 |
|
SU877423A1 |
| Способ ультразвукового контроля сварных швов труб и устройство для его осуществления | 1983 |
|
SU1259178A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1604002A1 |
| Способ ультразвукового контроля качества сварных швов изделий | 1987 |
|
SU1479871A1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| УЛЬТРАЗВУКОВОЙ НАКЛОННЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2004 |
|
RU2290633C2 |
| Способ ультразвукового контроля стыковых сварных соединений с подкладкой | 1988 |
|
SU1548749A1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1997 |
|
RU2158920C2 |
Изобретение относится к неразрушающему контролю и может быть использовано Изобретение относится к неразрушающему контролю и может быть использовано для ультразвукового контроля изделий с плоскопараллельными границами, в том числе сварных швов труб, листов как в цеховых, так и в полевых условиях. Цель изобретения - расширение области применения способа. На фиг. 1 представлен преобразователь для контроля сварных швов реализующий данный способ с двумя пьезоэлементами при совпадении их точек ввода; на фиг. 2 - то же, с двумя пьезоэлементами, точки ввода которых расположены на одной линии; на для ультразвукового контроля изделий с плоскопараллельными границами, в том числе сварных швов труб, листов и т д Цель изобретения - расширение области применения. Ультразвуковые колебания вводят в изделие со сварным швом с помощью многоэлементного преобразователя для о0ес- печения контроля одного и того же сечения сварного шва прямым и однажды отражен ным лучом при разных толщинах изделия под углом (2П, определяемым из выражения CEn arctg m/m+(n-1)tg ai, где ап угол ввода пьезоэлемента преобразователя для озвучивания n-го слоя сечения сварного шва; а - угол ввода пьезоэлемента преобразователя для озвучивания корня шва; п - порядковый номер пьезоэлемента преоб- зователя, предназначенного для контроля корня шва; m - число пьезоэлементов преобразователя без учета пьезоэлемента, предназначенного для озвучивания корня шва. 3 ил. k/) иши N-w фиг. 3 - то же, с n-м количеством пьезоэлементов, точки ввода которых расположены на одной линии Ультразвуковой многоэлементный преобразователь (фиг. 1) содержит установленные на призме 1 пьезоэлементы 2 и 3. Пьезоэлемент 2 закреплен на призме 1 под углом, обеспечивающим ввод ппямого луча 4 поперечной волны под предельным или близким к нему углом ввода а для контроля корня сварного шва. Пьезоэлемент 3 (или несколько пьезоэлементов), служащий для возбуждения однажды отраженного луча 5, закреплен на призме 1 под углом, обеспечиL«t О х v Ј srreA
фиг.1
фиг.1
фигЗ
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Баумана | |||
| ЯТД Evalution of the Automatlk Ultra sonic Yirth Weld Inspection Sistem Rotoscan | |||
| Материал фирмы, 1983, Голландия, с, 11, фиг | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
