1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей двойной кривизны из листового материала.
Целью изобретения является повышение точности изготовления деталей малой двойной кривизны.
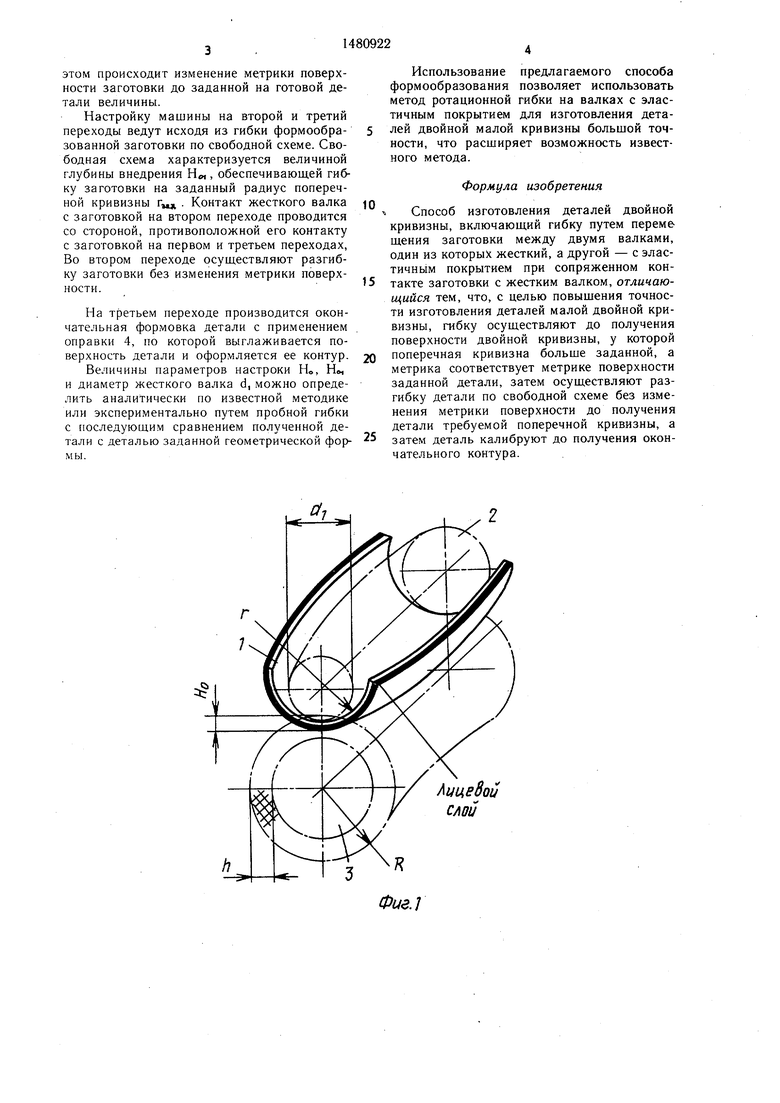
На фиг. 1 изображена заготовка после гибки с увеличенной поперечной кривизной; на фиг. 2 - то же, после разгибки; на фиг. 3 - готовая деталь, полученная с использованием калибрующей оправки.
Изготовление детали 1 можно проводить на известных машинах, например двухвалковой листогибочной машине И 0316, имеющей жесткий валок 2 и валок 3 с эластичным покрытием, профили которых совпадают с продольным профилем заданной детали. Процесс изготовления разбивается на три перехода. Настройку машины на первый переход для пластического формообразования заготовки с поверхностью, метрика которой равна заданной, ведут по сопряженной гибочной схеме. Для сопряженной схемы определяемыми параметрами являются диаметр жесткого валка (его наименьший диаметр), который с учетом пружинения материала должен обеспечить поперечный радиус гибки г заготовки, и глубина внедрения Н„, обеспечивающая гарантированное сопряжение заготовки с жестким валком 2. Гибка по этой схеме обеспечивает формообразование заготовки с поперечным радиусом кривизны, большим заданного на готовой детали, приближающимся к радиусу кривизны жесткого валка, и характеризуется высокой точностью и стабильностью, так как позволяет исключить влияние на точность радиуса гибки таких факторов, как отклонение от номинальных значений радиуса валка с эластичным покрытием R, толщины покрытия h, глубины внедрения Н„. При
4
оо о со to ю
этом происходит изменение метрики поверхности заготовки до заданной на готовой детали величины.
Настройку машины на второй и третий переходы ведут исходя из гибки формообра- зованной заготовки по свободной схеме. Свободная схема характеризуется величиной глубины внедрения Н„, обеспечивающей гиб- ку заготовки на заданный радиус поперечной кривизны г-иъ . Контакт жесткого валка с заготовкой на втором переходе проводится со стороной, противоположной его контакту с заготовкой на первом и третьем переходах, Во втором переходе осуществляют разгиб- ку заготовки без изменения метрики поверхности.
На третьем переходе производится окончательная формовка детали с применением оправки 4, по которой выглаживается поверхность детали и оформляется ее контур.
Величины параметров настроки Н„, Не, и диаметр жесткого валка d, можно определить аналитически по известной методике или экспериментально путем пробной гибки с последующим сравнением полученной детали с деталью заданной геометрической формы.
0
5
Использование предлагаемого способа формообразования позволяет использовать метод ротационной гибки на валках с эластичным покрытием для изготовления деталей двойной малой кривизны большой точности, что расширяет возможность известного метода.
Формула изобретения
Способ изготовления деталей двойной кривизны, включающий гибку путем переме щения заготовки между двумя валками, один из которых жесткий, а другой - с эластичным покрытием при сопряженном контакте заготовки с жестким валком, отличающийся тем, что, с целью повышения точности изготовления деталей малой двойной кривизны, гибку осуществляют до получения поверхности двойной кривизны, у которой поперечная кривизна больше заданной, а метрика соответствует метрике поверхности заданной детали, затем осуществляют раз- гибку детали по свободной схеме без изменения метрики поверхности до получения детали требуемой поперечной кривизны, а затем деталь калибруют до получения окончательного контура.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ВАЛКОВ ЛИСТОГИБОЧНОЙ МАШИНЫ | 1991 |
|
RU2068748C1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
| Двухвалковая листогибочная машина | 1980 |
|
SU830698A1 |
| Двухвалковая листогибочная машина | 1988 |
|
SU1549637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПОВЕРХНОСТЕЙ ДВОЙНОЙ КРИВИЗНЫ | 1993 |
|
RU2042450C1 |
| Валок листогибочной машины | 1989 |
|
SU1676711A1 |
| Валковая листогибочная машина | 1978 |
|
SU721161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 2002 |
|
RU2229355C1 |
| Комплект валков листогибочной машины | 1985 |
|
SU1544519A1 |
| Валок листогибочной машины | 1981 |
|
SU1005978A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей двойной кривизны из листового материала. Целью изобретения является повышение точности и стабильности изготовления деталей малой кривизны. Гибку заготовки на первом переходе осуществляют при сопряженном контакте ее с жестким валком до получения поверхности двойной кривизны, у которой продольная кривизна больше заданной, а метрика соответствует метрике поверхности заданной детали. На втором переходе заготовку разгибают до получения требуемой поперечной кривизны без изменения метрики поверхности. На третьем переходе осуществляют окончательную формовку с применением оправки из листового материала. Способ позволяет исключить влияние на точность радиуса гибки таких факторов, как глубина внедрения, отклонение от номинальных значений радиуса валка с эластичным покрытием и толщина покрытия. 3 ил.
Лицевой слои
R
Фие.1
ГЗиВ
rwd
Составитель Л. Самохвалова
Редактор В. ПетрашТехред И. ВересКорректор О. Кравцова
Заказ 2570/8Тираж 694Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
Лицевой
слои
Фиг. 2
Лцце8ои Слои
Фие.З
| Закиров И | |||
| М.,Лысов М | |||
| И | |||
| Гибка на валках с эластичным покрытием.-М.: Машиностроение, 1985, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
