Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей двойной кривизны из листового материала.
Известен способ изготовления деталей двойной кривизны, выбранный за прототип, в котором гибку заготовки осуществляют в валках клетей профилегибочных станов. Гибку заготовки осуществляют в несколько переходов до получения требуемой кривизны без изменения метрики поверхности.
Недостатком данного способа является применение только для деталей малой двойной кривизны, а также его трудоемкость.
Цель изобретения повышение качества профилей любой кривизны за счет исключения продольного прогиба и серповидности.
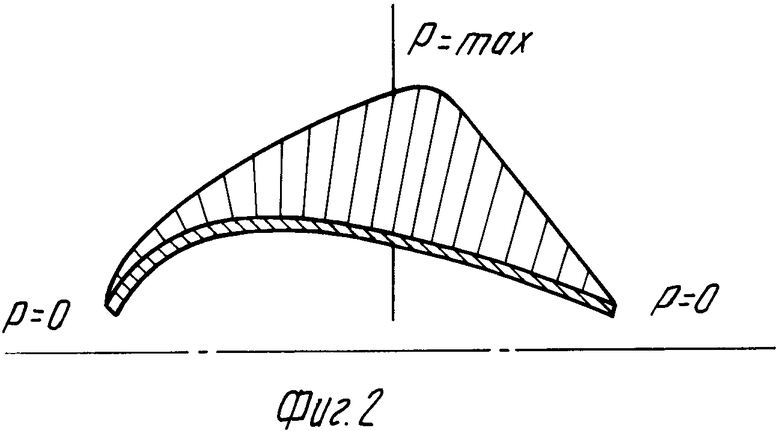
Цель достигается тем, что в способе изготовления несимметричных поверхностей двойной кривизны, включающем гибку путем перемещения заготовки между двумя фасонными валками с различными радиусами кривизны, заготовке задают различные усилия прижима вдоль осей валков, обеспечивая при этом необходимое положение точки максимального давления путем смещения ее в сторону меньшей кривизны поверхности, за счет изменения угла наклона одного из валков относительно другого, а к периферии усилия прижима уменьшают до нуля.
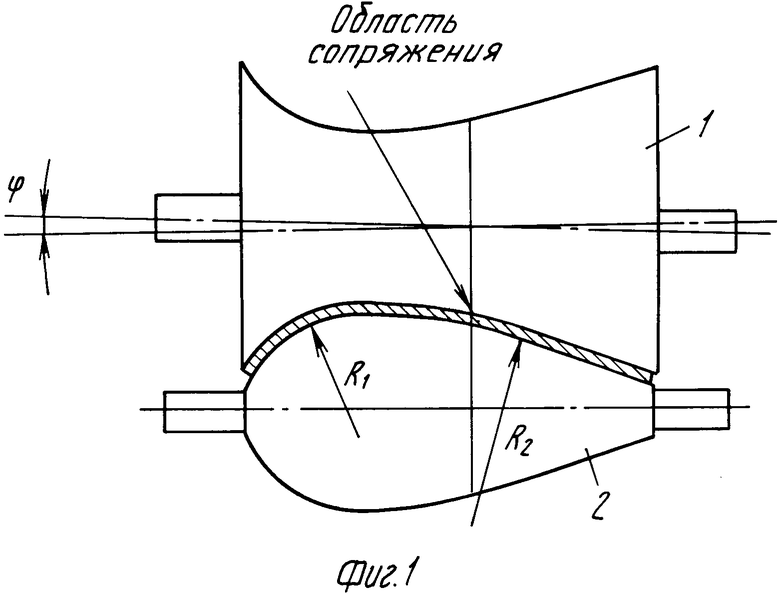
На фиг. 1 изображены гибочные валки; на фиг.2 эпюра распределения давления вдоль поверхности валков при обработке.
Устройство для реализации способа состоит из верхнего вогнутого валка 1 и нижнего выпуклого 2, расположенных параллельно друг другу с определенным зазором, необходимым для прохода листа заготовки. При обработке поверхностей, для изменения положения точки максимального давления изменяют угол наклона, например, верхнего валка ϕ на расчетную величину.
Способ изготовления несимметричных поверхностей двойной кривизны осуществляют следующим образом.
Гибку заготовки производят при сопряженном контакте ее с жесткими валками, причем вогнутый валок имеет продольную кривизну, соответствующую теоретической кривизне профиля, а выпуклый валок имеет форму, близкую к теоретической и обеспечивает локальное сопряжение заготовки с валками, причем точку приложения максимального давления можно изменять вдоль оси валков (в зависимости от профиля конкретной детали) за счет поворота оси любого из валков относительно другого. При этом выбор места приложения точки максимального давления, а также выбор оптимального угла задачи заготовки в валки, позволяет помимо получения профилей двойной кривизны, получать профили с одинаковой поперечной кривизной без серповидности и винтообразного искривления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| Способ гибки профилей несиммитричного сечения | 1976 |
|
SU565746A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1992 |
|
RU2006297C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| Способ прокатки фасонных профилей | 1982 |
|
SU1047552A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ЗАМКНУТОГО И ПОЛУЗАМКНУТОГО СЕЧЕНИЙ | 1994 |
|
RU2071850C1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1349828A1 |
| Способ изготовления ячеистых уплотнений | 1989 |
|
SU1706842A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения: повышение качества профилей любой кривизны за счет исключения продольного прогиба и серповидности. Сущность изобретения: заготовке задают различные усилия прижима вдоль осей валков, обеспечивая при этом необходимое положение точки максимального давления путем смещения ее в сторону меньшей кривизны поверхности, за счет изменения угла наклона одного из валков относительно другого. Причем к периферии усилия прижима уменьшают до нуля. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПОВЕРХНОСТЕЙ ДВОЙНОЙ КРИВИЗНЫ, включающий гибку путем перемещения заготовки между двумя фасонными валками с различными радиусами кривизны, отличающийся тем, что заготовке задают различные усилия прижима вдоль осей валков, обеспечивая при этом необходимое положение точки максимального давления путем смещения ее в сторону меньшей кривизны поверхности за счет изменения угла наклона одного из валков относительно другого, а к периферии усилия прижима уменьшают до нуля.
| Способ изготовления деталей двойной кривизны | 1987 |
|
SU1480922A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
