Изобретение относится к военной технике и может быть использовано при изготовлении средств бронезащиты, в частности, в бронетехнике и броневых конструкциях всех родов войск.
В настоящее время металлические материалы остаются наиболее распространенным броневым материалом. При изготовлении бронетехники и броневых конструкций часто используют сварку броневых листов. В результате образуются сварные швы, которые имеют значительно меньшую твердость, чем основной металл и поэтому уступают по пулестойкости сваренным броневым листам.
Известна боевая машина, которая содержит корпус, сваренный из броневых листов, с выполненными в нем проемами люков с окантовками по периметру и защитными экранами [Патент РФ №2289777. Боевая машина. Бюл. №35, 2006]. Ее недостатком является низкая пулестойкость сварных швов корпуса.
Известен способ статико-импульсной обработки поверхностным пластическим деформированием (ППД) металлических материалов, при котором происходит формирование упрочненной структуры материала под действием ударных волн деформации, в результате чего на упрочняемой поверхности образуется совокупность пластических отпечатков с определенным размером, перекрытием и кратностью приложения [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с.; Патент №2098259 РФ, МКИ В24В 39/00. Способ статико-импульсной обработки поверхностным пластическим деформированием / А.Г. Лазуткин, А.В. Киричек, Д.Л. Соловьев. Бюлл. №34, 1997]. При использовании статико-импульсной обработки может быть получен упрочненный поверхностный слой, глубиной до 8-10 мм и твердостью 35-45 HRC. Способ успешно зарекомендовал себя для упрочнения деталей машин, однако для упрочнения сварных швов броневых сталей не использовался.
Известен способ упрочняющей обработки сварных соединений, который заключается в механической обработке сварных соединений ударным пневматическим инструментом с образованием на поверхности сварных соединений лунок [Патент №2364489 РФ. Способ упрочняющей обработки сварных соединений. Бюл. №23, 2009]. Для упрочнения использовались пневмомолотки с энергией ударов 6-22,5 Дж и инструмент в виде пневмозубила с радиусом при вершине 2-3 мм или многобойкового упрочнителя, изготовленного в виде пучка пружинной проволоки круглого или плоского сечения, рабочие концы проволок закругляют радиусом 0,8-2,5 мм. Недостатком такого способа является малая глубина упрочнения. Способ предназначен для повышения усталостной прочности сварных соединений элементов рамных конструкций, в частности рам тележек тепловозов, однако для повышения пулестойкости брони не использовался.
Целью предложенного изобретения является повышение пулестойкости сварных швов металлических броневых конструкций.
Для достижения поставленной цели предложена технология упрочнения сварных швов статико-импульсной обработкой, создающая наклепанный поверхностный слой ударными волнами деформации.
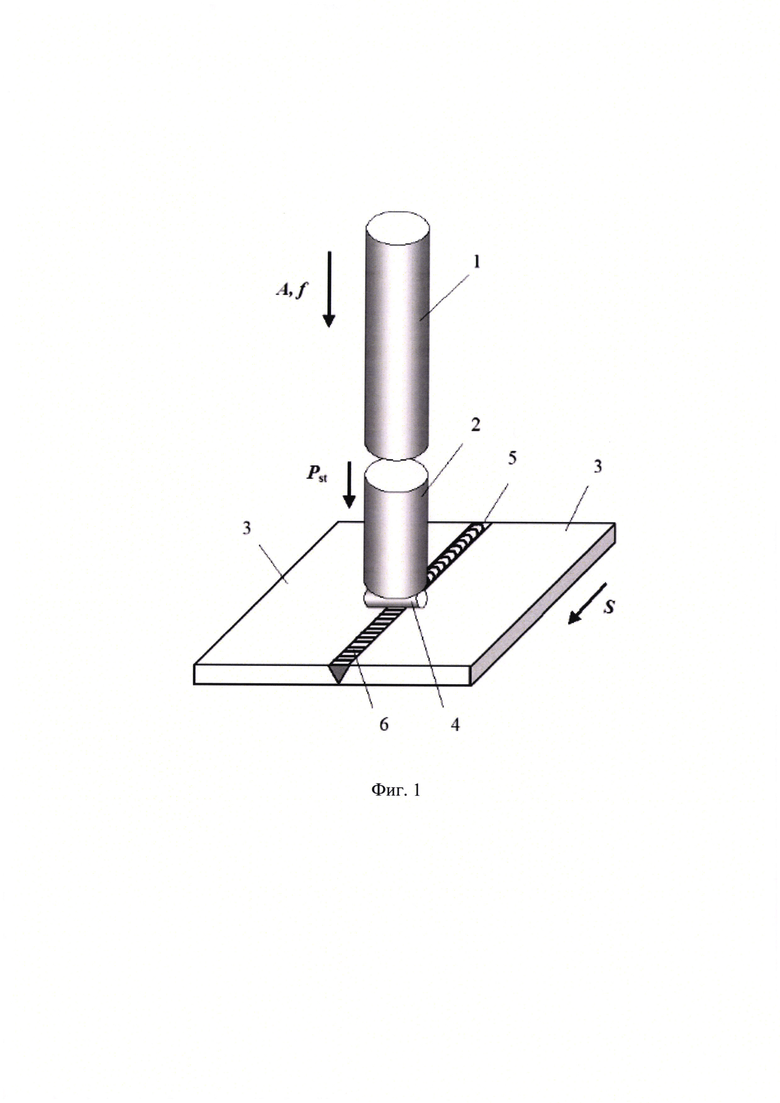
Механизм волнового деформационного упрочнения статико-импульсной обработкой заключается в следующем. Для упрочнения используется генератор импульсов, обеспечивающий энергию и частоту ударов соответственно 50-200 Дж и 7-40 Гц, основными элементами которого является боек 1 и волновод 2 (см. фиг. 1). При упрочнении боек 1 ударяет по волноводу 2 статически поджатому к упрочняемой поверхности через инструмент - стержневой ролик 4, в результате в ударной системе генерируются плоские акустические волны, которые характеризуются законом изменения сил во времени, максимальным значением сил, временем действия сил (длительности волны деформации) и энергией волны деформации. Эти характеристики зависят от геометрии соударяющихся бойка 1 и волновода 2, свойств их материалов и скорости соударения. Ударная волна деформации определяется последовательностью импульсов, причем длительность каждого из них равна периоду волны. Форма ударного импульса (изменение силы по времени) поступающего в очаг деформации, т.е. область контакта инструмента - стержневого ролика, с упрочняемым материалом, будет определять эффективность динамического нагружения. Предварительное статическое поджатие волновода 2 способствует наиболее полному использованию импульсной нагрузки для пластического деформирования упрочняемого материала. При упрочнении форма ударных импульсов максимально адаптируется к свойствам материала и условиям нагружения, что увеличивает КПД процесса, расширяет технологические возможности обработки, позволяя создавать глубокий упрочненный слой. Технология статико-импульсной обработки ударными волнами деформации позволяет достаточно точно регулировать равномерность упрочнения, создавая как равномерно, так и гетерогенно упрочненную структуру.
Обычно для соединения броневых пластин 3 применяется сварка встык. На фиг. 1 представлена схема волнового деформационного упрочнения сварного шва броневых пластин сваренных встык с V-образным скосом кромок. Упрочнение статико-импульсной обработкой ударными волнами деформации осуществляется при подаче инструмента вдоль сварного шва. Для упрочнения используется инструмент - стержневой ролик 4, ширина которого превышает ширину сварного шва 5 не менее чем в 3 раза, обеспечивая упрочнение не только сварного шва 5 по всей ширине, но и околошовной зоны. Упрочнение сварного шва 5 может осуществляться как с одной, так и с двух сторон.
При использовании для соединения броневых пластин 3 многослойной сварки упрочнение статико-импульсной обработкой ударными волнами деформации осуществляется послойно для одного или нескольких слоев.
Для получения более качественных характеристик сварного шва 5 (повышения плотности, снижения дефектов структуры и ее пористости) упрочнению статико-импульсной обработкой ударными волнами деформации может подвергаться не остывший материал сварного шва 5, находящийся при температуре выше 100°С, но ниже температуры рекристаллизации.
В результате применения статико-импульсной обработки ударными волнами деформации сварного шва 5 и околошовной зоны происходит повышение твердости, в первую очередь материала сварного шва 5, причем материал упрочняется на глубину, сравнимую с толщиной свариваемых деталей, что повышает его пулестойкость (на фиг. 1 изображена часть сварного шва после волнового деформационного упрочнения 6).
Описание чертежей.
Фиг. 1 - схема волнового деформационного упрочнения броневых пластин сваренных встык с V-образным скосом кромок.
1 - боек;
2 - волновод;
3 - броневые пластины;
4 - стержневой ролик;
5 - сварной шов;
6 - часть сварного шва после волнового деформационного упрочнения;
А - энергия ударных волн деформации, f - частота ударов, Pst - предварительное статическое поджатие волновода; S - скорость подачи заготовки из свариваемых броневых пластин относительно инструмента для обеспечения его подачи вдоль сварного шва.
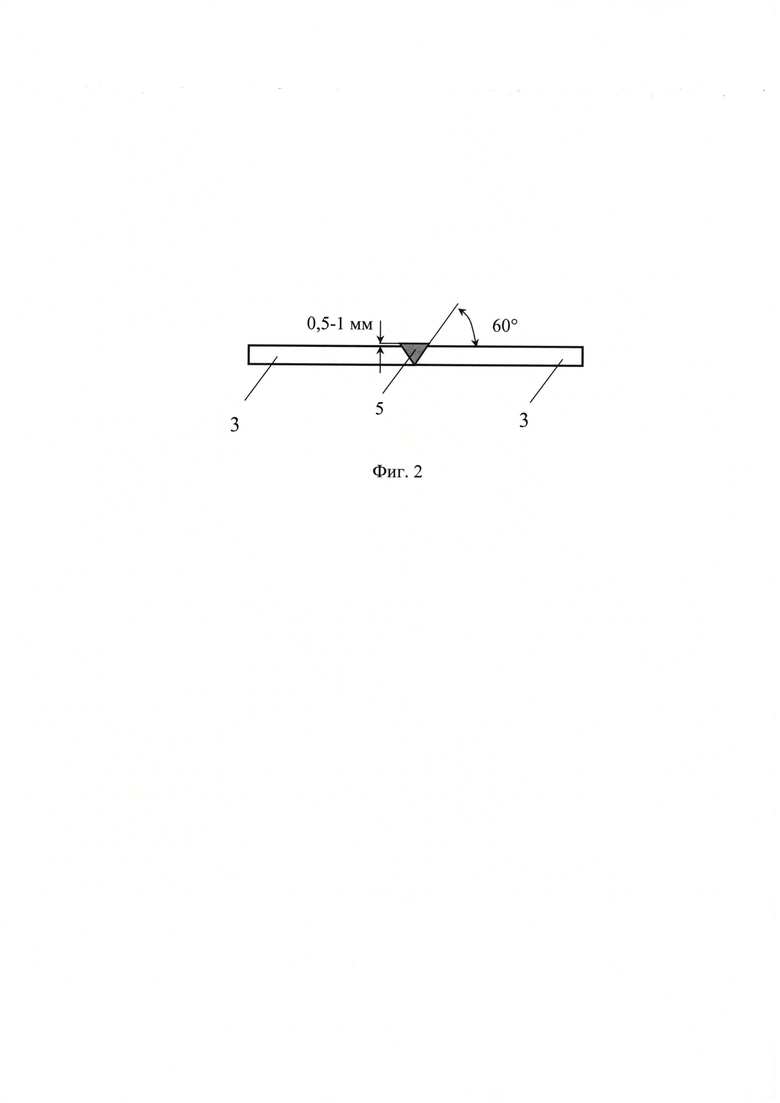
Фиг. 2 - схема зачистки шва механической обработкой после сварки броневых пластин.
Пример.
Волновому деформационному упрочнению подвергались листы из броневой стали 2П, при температуре выше 100°С, но ниже температуры рекристаллизации. Две пластины толщиной 6,5 мм сваривались встык с V-образным скосом кромок. После сварки сварной шов зачищался механической обработкой, для удаления припуска 0,5-1,0 мм (см. фиг. 2). Для упрочнения использовались стержневые ролики диаметром 10 мм и шириной 40 мм. Нагружение волной деформации осуществлялось с энергией А=150 Дж. Равномерность регулировалась изменением коэффициента перекрытия пластических отпечатков K=1-S/(δf60), где δ - размер отпечатка, измеряемый в направлении подачи, мм, S - скорость подачи заготовки из свариваемых броневых пластин относительно инструмента, мм/мин; f - частота ударов, Гц. Значения коэффициента перекрытия пластических отпечатков выбирались из диапазона K=0,4-0,6.
На полученных образцах исследовались микротвердость и пулестойкость сварных швов без упрочнения и после волнового деформационного упрочнения.
Для исследования микротвердости образцы разрезались поперек сварного шва, т.е. поперек направления подачи воздействия волной деформации, а затем из них изготавливались шлифы. Измерение осуществлялось по глубине упрочненного поверхностного слоя. Результаты измерений микротвердости показали градиентный характер ее изменения по глубине сварного шва. Установлено, что на поверхности сварного шва степень упрочнения достигала 50%, а микротвердость составляла 5500 МПа, тогда как микротвердость неупрочненного сварного шва составляла 3660 МПа. Глубина упрочненного слоя достигала 3…6,5 мм.
Испытания на пулестойкость упрочненных и неупрочненных сварных швов проводились пулями ПС (ТУС), патронов инд. 57-Н-231 калибра 7,62×39 мм, дистанция обстрела 5-10 м, для снижения скорости пули в диапазоне 450-540 м/с производилась отсыпка пороха. В результате проведенных испытаний на пулестойкость установлено пробитие неупрочненных и непробитие упрочненных сварных швов.
Источники информации
1. Патент РФ №2289777. Боевая машина. Бюл. №35, 2006.
2. Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с.
3. Патент №2098259 РФ, МКИ В24В 39/00. Способ статико-импульсной обработки поверхностным пластическим деформированием / А.Г. Лазуткин, А.В. Киричек, Д.Л. Соловьев. Бюлл. №34, 1997.
4. Патент №2364489 РФ. Способ упрочняющей обработки сварных соединений. Бюл. №23, 2009.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения стали с применением комбинированной технологии | 2020 |
|
RU2750602C1 |
| Способ создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2760020C1 |
| Способ наплавки с упрочнением волной деформации | 2020 |
|
RU2759278C1 |
| Устройство для создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2750603C1 |
| Устройство для наплавки с упрочнением волной деформации | 2020 |
|
RU2755081C1 |
| Многослойная гетерогенно упрочненная броня | 2020 |
|
RU2742844C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2283748C1 |
Изобретение относится к упрочнению сварных швов. Осуществляют механическую деформационную обработку сварных швов ударным инструментом путем статико-импульсной обработки ударными волнами деформации с созданием пластических отпечатков на сварном шве. Регулируют равномерность перекрытия пластических отпечатков на сварном шве посредством коэффициента перекрытия пластических отпечатков K=1-S/(δf60), где K=0,4-0,6; δ - размер пластического отпечатка, измеряемый в направлении подачи, мм; S - скорость подачи заготовки относительно инструмента, мм/мин; f - частота ударов, Гц. В результате повышается пулестойкость сварных швов. 2 ил.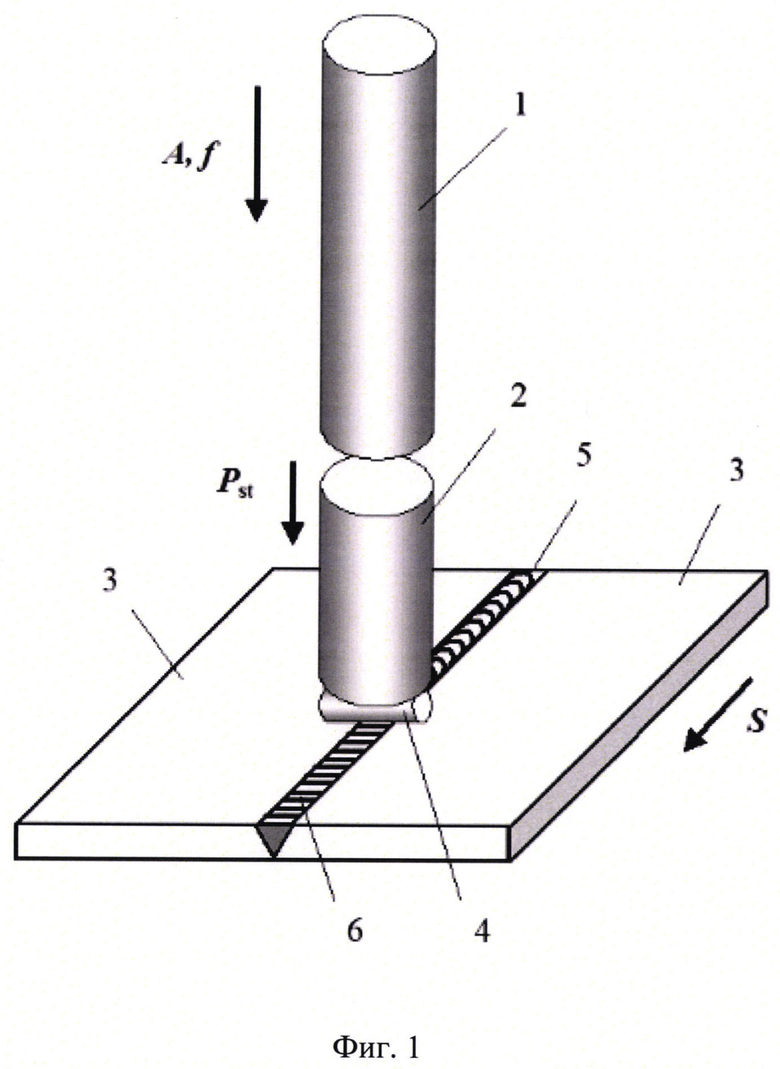
Способ упрочнения сварных швов, включающий механическую деформационную обработку сварных швов ударным инструментом путем статико-импульсной обработки ударными волнами деформации с созданием пластических отпечатков на сварном шве, отличающийся тем, что регулируют равномерность перекрытия пластических отпечатков на сварном шве посредством коэффициента перекрытия пластических отпечатков K=1-S/(δf60), где K=0,4-0,6; δ - размер пластического отпечатка, измеряемый в направлении подачи, мм; S - скорость подачи заготовки относительно инструмента, мм/мин; f - частота ударов, Гц.
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛОВ | 2004 |
|
RU2252859C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2015 |
|
RU2605888C1 |
| УСТРОЙСТВО для ОБЕСПЕЧЕНИЯ СИНХРОННОЙ РАБОТЫ ВЫПУСКНЫХ КЛАПАНОВ СИСТЕМБ1 РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ГЕРМЕТИЧЕСКИХ КАБИН ЛЕГАТЕЛБНЫХ АППАРАТОВ | 0 |
|
SU190747A1 |
| ИНТЕГРАТОР | 1940 |
|
SU60390A1 |
| US 3274033 A1, 20.09.1966. | |||

