Фие.Ј
Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления резиновых полусферических мембран.
Цель изобретения - снижение металлоемкости устройства.
На фиг. 1 изображено предлагаемое устройство в рабочем положении; на фиг. 2 - тф же, перед началом формования.
Устройство для изготовления резиновых хлусферических оболочек содержит мат- щу 1 и пуансон 2, образующие полусферическую формующую полость 3, и рас- эложенную между ними промежуточную 1льцевую плиту 4, определяющую толщи- бурта изготавливаемой оболочки. Для задания пресс-формы имеется замок 5, на- пэимер, в виде разъемного хомута. По центральной оси устройства в пуансоне 2 рас- п зложена загрузочная камера 6, в которой
возможностью аксиального перемещения установлен плунжер 7. Загрузочная камера 6 связана с формующей полостью 3 поедством литникового канала 8. Для пред- о вращения вытекания материала из загручной камеры через зазор 9 между стен- загрузочной камеры 6 и плунжера 7
:тановлено упругое металлическое уплотни- т;льное кольцо 10. Плунжер 7 выполнен равным по высоте пуансону 2, поэтому во вре.мя формования верхний и нижний торцы плунжера 7 расположены заподлицо с поверхностью пуансона 2. На рабочем тррце плунжера 7 выполнен выступ 11 по форме литникового канала 8.
Устройство работает следующим образом.
, На матрицу 1 устанавливается кольцевая плита 4, затем пуансон 2 и закрываются замки 5. В загрузочную камеру 6 закладывается дисковая заготовка 12 из сырой резины. Сверху резиновой заготовки устанавливается уплотнительное кольцо 10
и вводится плунжер 7. Устройство устанавливается в вулканизационный пресс, на котором производится формование и вулканизация оболочки 13. При полной запрессовке плунжера 7 выступ 11 его нижней части входит в литниковый канал 8, полностью закрывает его, а нижняя торцовая поверхность плунжера оформляет часть поверхности оболочки 13. Верхний торец плунжера располагается заподлицо с верхней поверхностью пуансона.
После вулканизации производится разборка устройства и извлечение готовой оболочки 13. Разборка не вызывает затруднений, так как плунжер 7, установленный
по свободной посадке, вынимается легко. Устройство имеет небольшие габариты и удобно в работе. Использование на заводах РТИ предлагаемого устройства с уменьшенными габаритами и весом способствует улучшению условий труда работающих и позволяет обеспечить изготовление крупногабаритных оболочек высокого качества.
Формула изобретения
Устройство для изготовления резиновых полусферических оболочек, содержащее матрицу и пуансон,образующие полусферическую формующую полость, расположенную в пуансоне по центральной оси устройства загрузочную камеру, связанную с формующей полостью посредством литникового канала, и установленный в загрузочной камере с возможностью аксиального перемещения плунжер, отличающееся тем, что, с целью снижения металлоемкости устройства, плунжер выполнен равным по высоте пуансону, причем на рабочем торце плунжера выполнен выступ по форме литникового канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых полусферических оболочек | 1988 |
|
SU1502369A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| Форма для изготовления полых резиновых изделий с профильной боковой поверхностью | 1987 |
|
SU1479288A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| ПРЕСС-ФОРМА МАЛООТХОДНАЯ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЕЕ ПОМОЩЬЮ | 2008 |
|
RU2400360C2 |
| Пресс-форма для сращивания отрезков кабеля и присоединения их к арматуре | 1982 |
|
SU1125686A1 |
| Пресс-форма для изготовления полимерных изделий с арматурой | 1982 |
|
SU1047723A1 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
Изобретение относится к области производства резиновых технических изделий и может быть использовано для изготовления резиновых полусферических мембран. Цель изобретения - снижение металлоемкости устройства. Для этого плунжер 7 выполнен равным по высоте пуансону 2 и на его рабочем торце выполнен выступ 11 по форме литникового канала 8. При формовании оболочки плунжер 7 аксиально перемещается в загрузочной камере 6 и выдавливает из нее сырую резину 12 через литниковый канал 8 в формующую полость 3. При полной запрессовке плунжера его выступ 11 входит в литниковый канал 8 и нижней торцовой поверхностью оформляет часть поверхности оболочки. Верхний торец плунжера при этом располагается заподлицо с верхней поверхностью пуансона 2. 2 ил.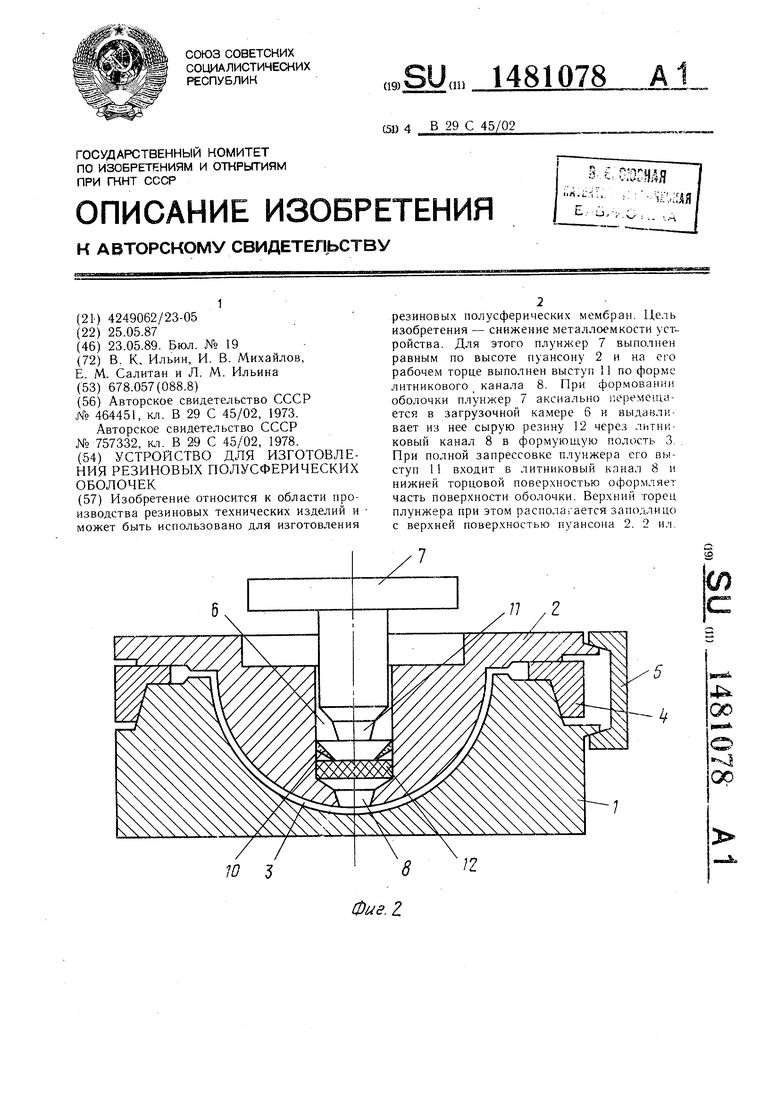
Физ1
| Устройство для изгтовления методом литьевого прессования металлополимерных изделий | 1973 |
|
SU464451A1 |
| Авторское свидетельство СССР № 757332, кл В 29 С 45/02, 1978. | |||
