Изобретение относится к изготовлению резиновых технических изделий и может быть использовано для изготовления полых резиновых изделий о. профильной боковой поверхностью, например колец круглого и других сечений, формуемых в виде стакана с последующим разделением на отдельные кольца.
Целью изобретения является облегчение съема изделия.
На фиг. 1 изображена предлагаемая форма; на фиг. 2 - сердечник формы с блоком отформованных резиновых колец; на фиг. 3 - сердечник на первом этапе снятия блока резиновых колец; на фиг. 4 -
10
вой канавки по меньшей мере в два раза, а глубина проточки 14 превышает ширину кольцевого литникового канала 13 в два-три раза. Соотношения размеров установлены экспериментальным путем.
Форма функционирует следующим образом.
Сырая резиновая смесь закладывается в загрузочную камеру под плунжер 2, и осуществляются прессование и вулканизация, при этом резина заполняет формующие полости. После вулканизации форма разбирается. Блок резиновых колец 15 остается на сердечнике (фиг. 2). К отверстию 9 подводится штуцер, через который подается
то же, на втором этапе снятия блока рези- 15 сжатый воздух (показано стрелкой на фиг. 3)
новых колец.
Форма содержит верхнюю плиту 1 с выполненной в ее средней части загрузочной камерой, в которую входит плунжер 2. Верхняя плита 1 опирается на среднюю плиту- обойму 3, в которой установлена разъемная матрица 4, имеющая на боковой поверхности формообразующие кольцевые канавки 5. Средняя плита-обойма 3 и разъемная матрица 4 опираются на нижнюю плиту 6.
Под действием воздуха клапан 14 приподнимается, несколько раздувает блок колец, пропускает воздух в полость А (фиг. 3). После этого начинается соскальзывание блока с сердечника под действием сжатого 20 воздуха (фиг. 4). Хвостовик 16 блока колец 15 с внутренним диаметром несколько меньшим диаметра литниковых каналов 13, за счет перекрывания по длине по крайней мере одной формообразующей канавки 17 осуВ нижней плите 6 закреплен сердечник 7, ществляет герметизацию до момента полного
имеющий на боковой поверхности формообразующие кольцевые канавки 8. Сердечник 7 расположен также в середине разъемной матрицы 4. В центре сердечника 7 выполнено отверстие 9, а в торце сердечника 7, обращенного к донной части формующей полости 10, установлен клапан 11 для подачи сжатого воздуха. Между дном плунжера 2 и торцом сердечника 7 имеется полость 10, высота которой в центральной части (по диаметру клапана) в 2-3 раза
соскальзывания блока колец с сердечника. Изобретение облегчает съем изделия и позволяет снимать их с сердечника при любой форме формообразующих канавок как с симметричным, так и несимметричным их Зо расположением на вкладыше и сердечнике.
Формула изобретения
Форма для изготовления полых резиновых изделий с профильной боковой попревышает высоту периферийной части (над ,,- верхностью, содержащая разъемную матриповерхностью сердечника). Это сделано для того, чтобы дно 12 блока деталей не растягивалось в осевом направлении и не разрывалось при соприкосновении с острыми кромками клапана 11 на первом этапе сняцу и сердечник, имеющие на боковой поверхности сопряженные кольцевые канавки, соединенные кольцевыми каналами и образующие формующую полость в форме стакана, и клапан для подачи сжатого возтия блока. Формующие гнезда, образованные 40 духа, установленный в сердечнике со сто- сопряженными формообразующими канавка- роны торца, обращенного к донной части ми 5 и 8, соединенными между собой и с загрузочной камерой плиты 1 кольцевыми литниковыми канавками 13 минимально возможной ширины, и донная часть формующей полости 10 создают формующую полость в форме стакана. На сердечнике 7 в зоне открытого торца формующей полости вы45
полнена кольцевая проточка 14, соединенная с формующей полостью. Длина проточки 14 больше поперечного сечения кольцеформующей полости, отличающаяся тем, что, с целью облегчения съема изделия, на сердечнике выполнена кольцевая проточка, расположенная в зоне открытого торца формующей полости и связанная с ней, причем длина проточки больше диаметра поперечного сечения канавки по меньшей мере в два раза, а глубина проточки больше ширины кольцевого канала по меньшей мере в два раза.
0
вой канавки по меньшей мере в два раза, а глубина проточки 14 превышает ширину кольцевого литникового канала 13 в два-три раза. Соотношения размеров установлены экспериментальным путем.
Форма функционирует следующим образом.
Сырая резиновая смесь закладывается в загрузочную камеру под плунжер 2, и осуществляются прессование и вулканизация, при этом резина заполняет формующие полости. После вулканизации форма разбирается. Блок резиновых колец 15 остается на сердечнике (фиг. 2). К отверстию 9 подводится штуцер, через который подается
5 сжатый воздух (показано стрелкой на фиг. 3)
сжатый воздух (показано стрелкой на фиг. 3)
Под действием воздуха клапан 14 приподнимается, несколько раздувает блок колец, пропускает воздух в полость А (фиг. 3). После этого начинается соскальзывание блока с сердечника под действием сжатого воздуха (фиг. 4). Хвостовик 16 блока колец 15 с внутренним диаметром несколько меньшим диаметра литниковых каналов 13, за счет перекрывания по длине по крайней мере одной формообразующей канавки 17 осуществляет герметизацию до момента полного
ществляет герметизацию до момента полного
соскальзывания блока колец с сердечника. Изобретение облегчает съем изделия и позволяет снимать их с сердечника при любой форме формообразующих канавок как с симметричным, так и несимметричным их расположением на вкладыше и сердечнике.
Формула изобретения
Форма для изготовления полых резиновых изделий с профильной боковой подуха, установленный в сердечнике со сто- роны торца, обращенного к донной части
формующей полости, отличающаяся тем, что, с целью облегчения съема изделия, на сердечнике выполнена кольцевая проточка, расположенная в зоне открытого торца формующей полости и связанная с ней, причем длина проточки больше диаметра поперечного сечения канавки по меньшей мере в два раза, а глубина проточки больше ширины кольцевого канала по меньшей мере в два раза.
фие.2
9
фигЗ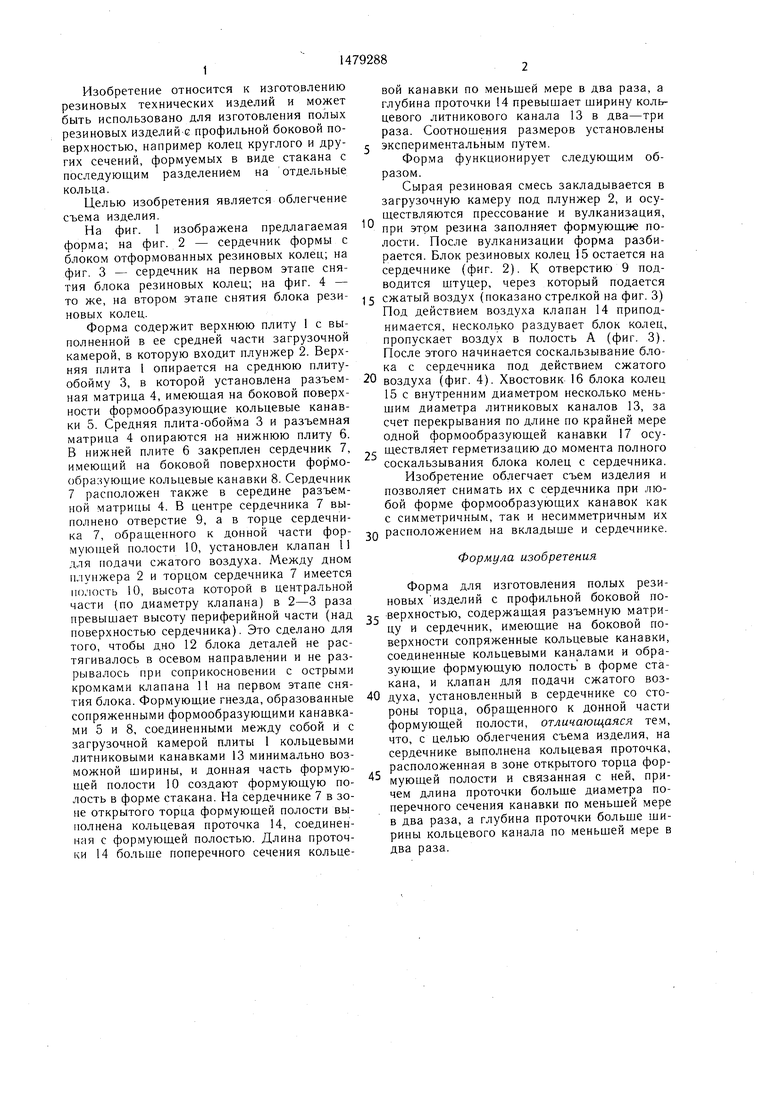
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для сращивания отрезков кабеля и присоединения их к арматуре | 1982 |
|
SU1125686A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Устройство для изготовления профильных резиновых изделий | 1981 |
|
SU979154A1 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479291A1 |
| Установка для соединения резиновых профилей | 1986 |
|
SU1442417A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
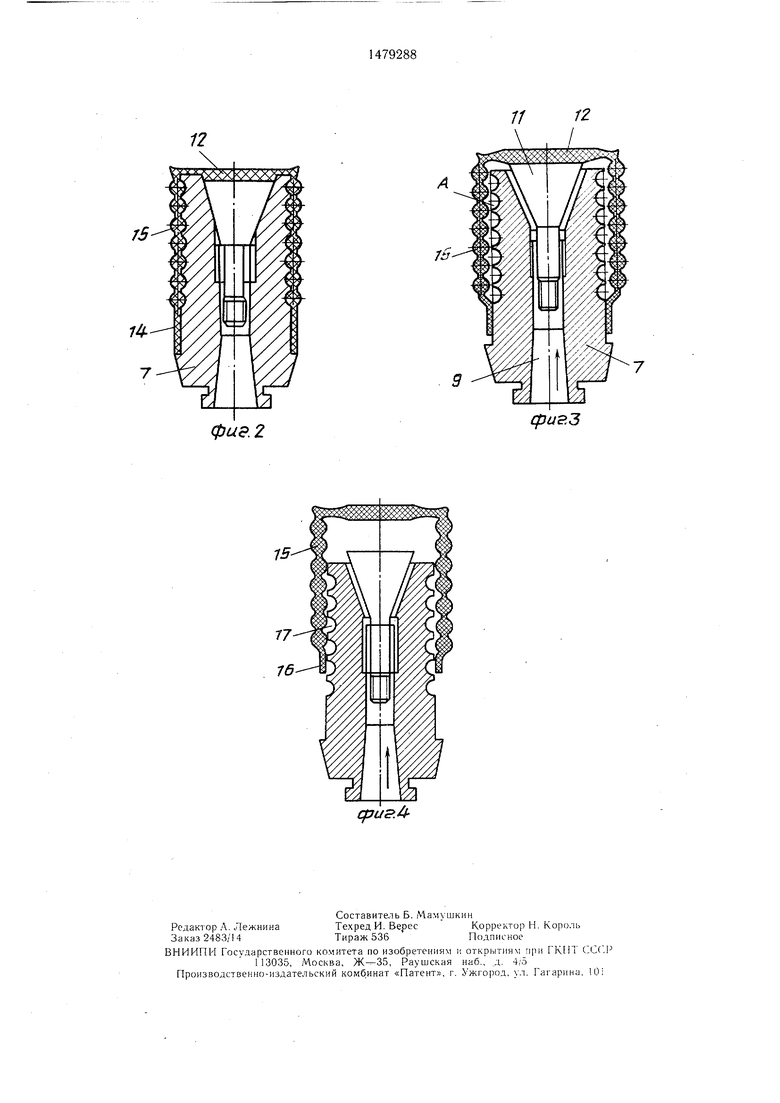
Изобретение касается изготовления полых резиновых изделий с профильной боковой поверхностью. Цель изобретения - облегчение съема изделия. Для этого разъемная матрица 4 и сердечник 7 имеют сопряженные кольцевые канавки. Канавки соединены кольцевыми литниковыми каналами 13. Формующая полость имеет форму стакана. На сердечнике 7 в зоне открытого торца формующей полости выполнена кольцевая проточка (П) 14. П соединена с формующей полостью. Длина П больше поперечного сечения кольцевой канавки по меньшей мере в два раза. Глубина П превышает ширину литникового канала 13 в два-три раза. При подаче воздуха через отверстие 9 и клапан 11 блок колец начинает соскальзывать с сердечника 7. Хвостовик блока колец за счет натяга осуществляет герметизацию до полного соскальзывания блока колец с сердечника 7. 4 ил.
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
