Изобретение относится к области изготовления резиновых технических изделий и может быть использовано для изготовления полусферических мем- бран, в частности крупногабаритньк.
Цель изобретения - повышение качества оболочек.
На фиг.1 изображена пресс-форма для изготовления резиновых полусферических оболочек; на фиг.2 - то же, рабочее положение.
Пресс-форма для изготовления резиновых полусферических оболочек содержит нижнюю плиту 1 с сердечником 2, среднюю плиту 3 и верхнюю плиту А с центр,1пьной циливдрической частью, оформляющей куполообразную часть оболочки и входящую в центрирующее отверстие 5 средней плиты. Плиты обра- зуют формующую полость 6. Центральная цилиндрическая часть верхней плиты 4 выполнена состоящей из центрального выступа 7 и концентрично ему установленных колец 8 и 9, установленны с возможностью аксиального перемещения относительно выступа и друг друга. Кольцо 8 посажено на свободной посадке на выступ 7, а кольцо 9 - на кольцо 8. По плоскостям разъема колец расположены отверстия 10-12 для отвода воздуха.
По плоскостям разъема колец размещены упругие уплотняющие кольца 13-15.
19устанавливается упругое кольцо 15 и кольцо 9, затем укладывается диск
20и устанавливаются кольца 1А и 8, а потом - диск 21, кольцо 13 и верхняя плита 4 с центральным выступом.
Собранная пресс-форма с заготовкой устанавливается в.вулканизацион- ный пресс, где формируют и вулканизуют оболочку (мембрану). При прессовании воздух из формующей полости 6 вытесняется через отверстия 10-12 по линии разъемов. После завершения процесса вулканизации пресс-форма разбирается и готовая оболочка извлекается .
Предлагаемая конструкция пресс- формы обеспечивает повышение качества изготавливаемых резиновых полусферических оболочек и снижение процента брака при их изготовлении за
счет предотвращения образования зьфей.
пу
Формула изобретения
1. Пресс-форма для изготовления резиновых полусферических оболочек, содержащая образующие формующую полость нижнюю плиту с сердечником, среднюю плиту и верхнюю плиту с от- верс гиями для отвода воздуха и центральной цилиндрической частью, оформляющей куполообразную часть оболоч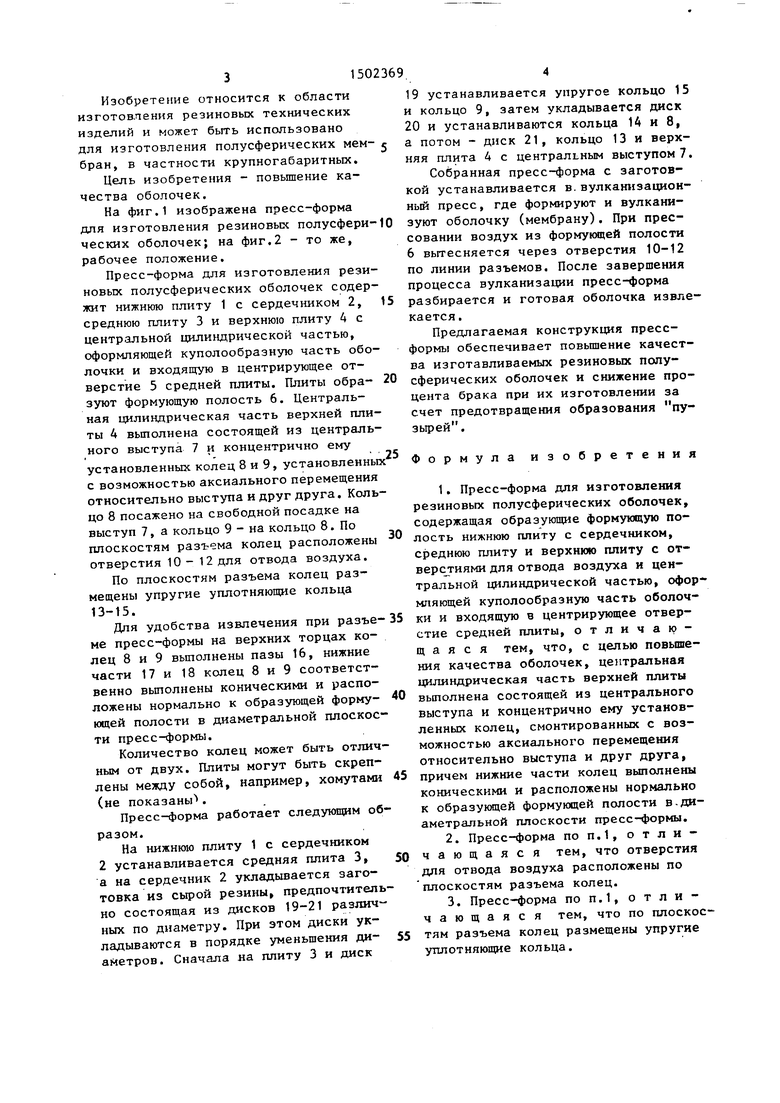
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Пресс-форма для изготовления кольцевых резиновых изделий | 1982 |
|
SU1090579A1 |
| Пресс-форма для вулканизации резинокордных оболочек в виде части тора | 1983 |
|
SU1270010A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| СУДОВОЙ ВОДОМЕТНЫЙ ДВИЖИТЕЛЬ ДЛЯ МЕЛКОВОДЬЯ | 1991 |
|
RU2041841C1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Устройство для изготовления открытых с обоих торцов полых резиновых изделий | 1985 |
|
SU1351801A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ДИАФРАГМ С НАРУЖНЫМ БУРТИКОМ НА ГОРЛОВИНЕ | 2006 |
|
RU2317890C1 |

Изобретение относится к изготовлению резиновых технических изделий и может быть использовано для изготовления полусферических мембран , в частности, крупногабаритных. Цель изобретения - повышение качества оболочек. Для этого центральная цилиндрическая часть верхней плиты 4 выполнена состоящей из центрального выступа 7 и концентрично ему установленных колец 8 и 9. Кольца 8 и 9 смонтированы с возможностью аксиального перемещения относительно выступа 7 и друг друга. Нижние части колец 8 и 9 выполнены коническими и расположены нормально к образующей формующей полости 6 в диаметральной плоскости пресс-формы. Отверстия для отвода воздуха расположены по плоскостям разъема колец 8 и 9. По плоскостям разъема последних размещены упругие уплотняющие кольца 13, 14 и 15. 2 з.п.ф-лы, 2 ил.
Для удобства извлечения при разъе- 35 ки и входящую в центрирующее отвер
ме пресс-формы на верхних торцах колец 8 и 9 вьшолнены пазы 16, нижние части 17 и 18 колец 8 и 9 соответственно вьшолнены коническими и расположены нормально к образующей формующей полости в диаметральной плоскости пресс-формы.
Количество колец может быть отличным от двух. Плиты могут быть скреплены между собой, например, хомутами (не показаны.
Пресс-форма работает следующим образом.
На нижнюю плиту 1 с сердечником 2 устанавливается средняя плита 3, а на сердечник 2 укладывается заготовка из сьфой резины, предпочтительно состоящая из дисков 19-21 различных по диаметру. При этом диски укладываются в порядке уменьшения ди- аметров. Сначала на плиту 3 и диск
0
5
0 5
стие средней шшты, отличан - щ а я с я тем, что, с целью повьппе- ния качества оболочек, центральная цилиндрическая часть верхней плиты выполнена состоящей из центрального выступа и концентрично ему установленных колец, смонтированных с возможностью аксиального перемещения относительно выступа и друг друга, причем нижние части колец выполнены коническими и расположены нормально к образующей формующей полости в.диаметральной плоскости пресс-формы.
,4 fl
///////////////.
l /
/ff,,w«
Фие.1
| Устройство для изгтовления методом литьевого прессования металлополимерных изделий | 1973 |
|
SU464451A1 |
| Солесос | 1922 |
|
SU29A1 |
| Иванова В.Н | |||
| Алешунииа Л.А | |||
| Технология резиновых технических изделий | |||
| -Л.: Химия, 1975, с.175-177. | |||
