Изобретение относится к обработке металлов давлением, а именно к прессам для прессования изделий в формах, размещенных по окружности вращающегося барабана.
Цель изобретения - повышение качества-получаемых изделий.
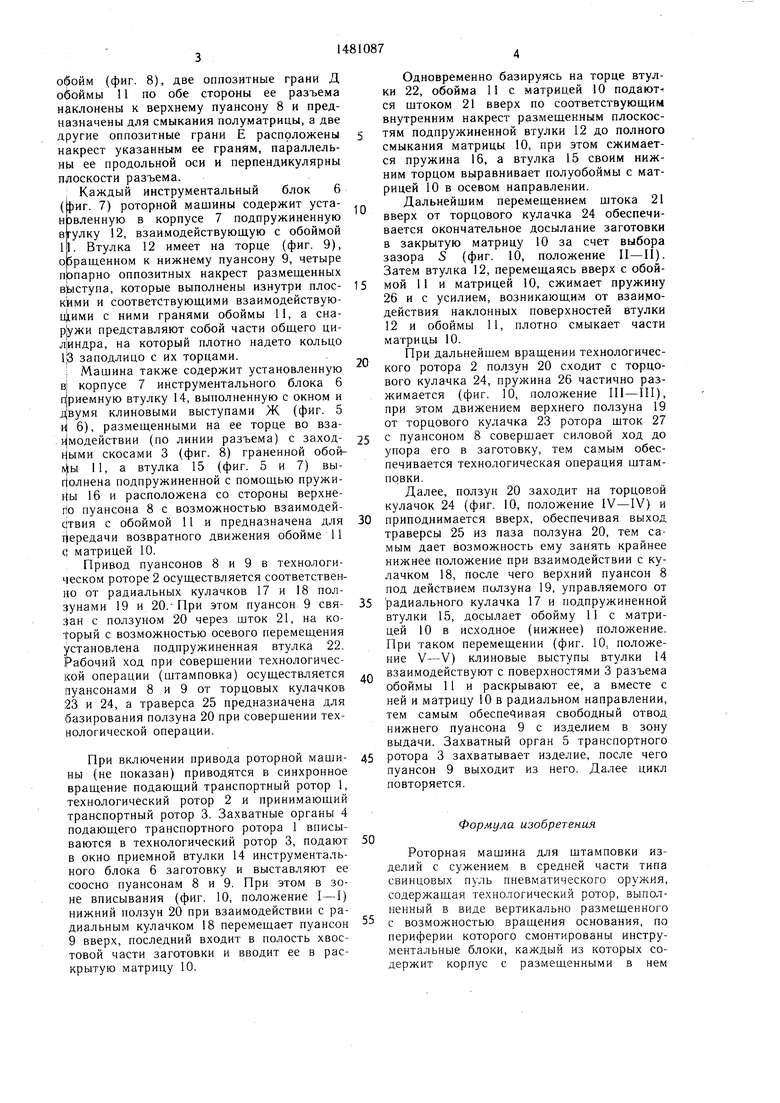
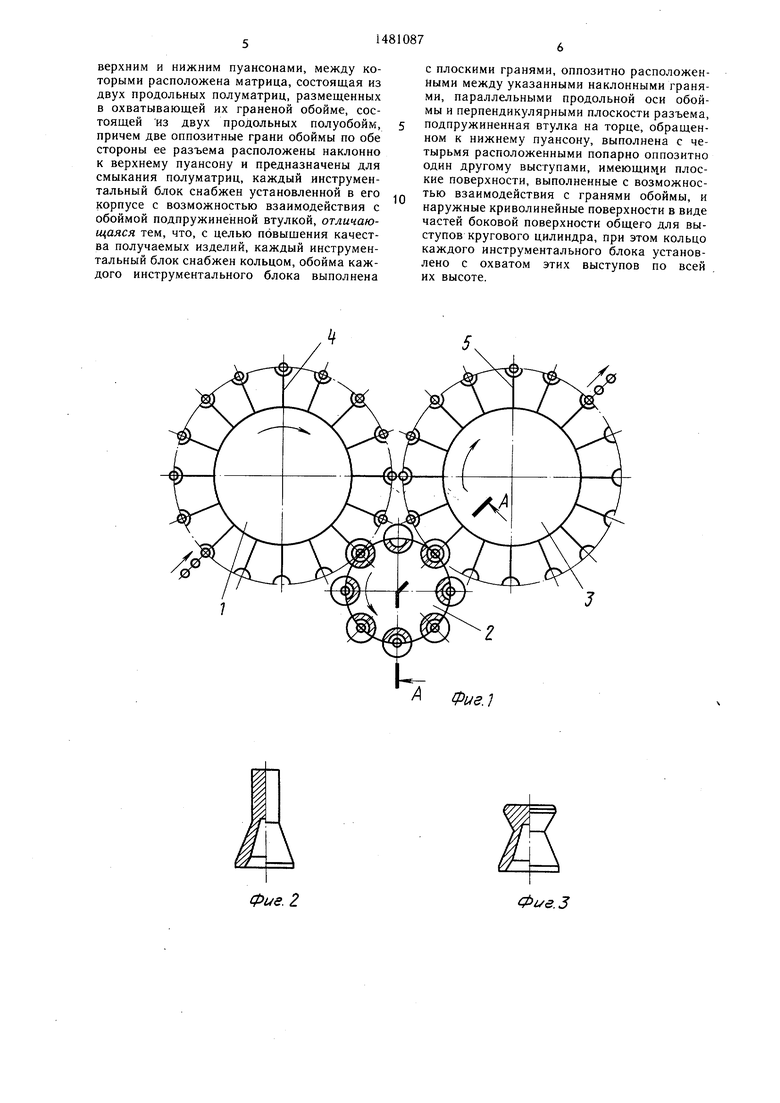
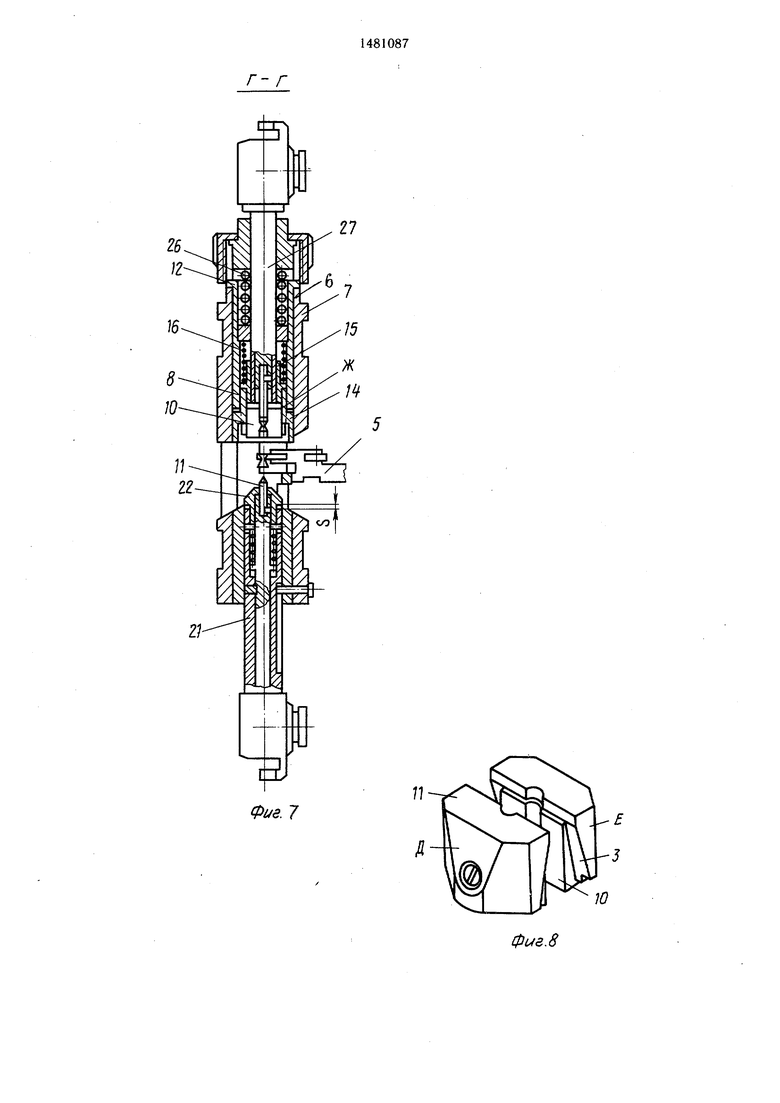
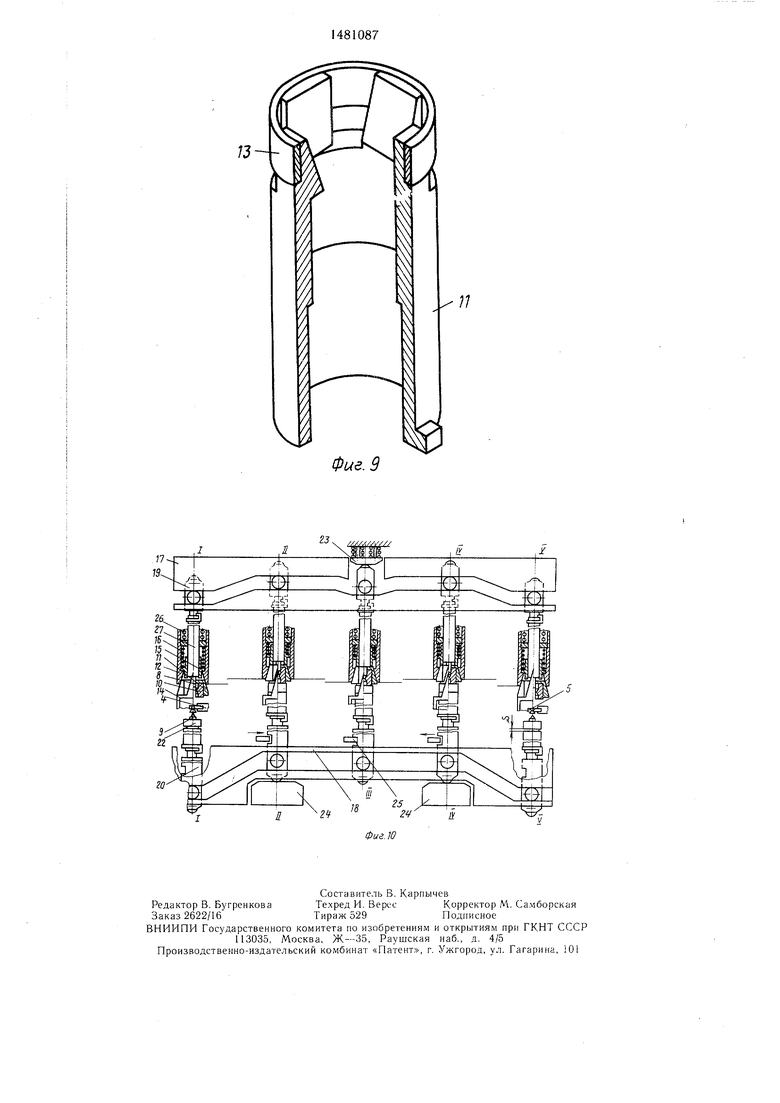
На фиг. 1 схематически изображена роторная машина, план; на фиг. 2 - исходная заготовка; на фиг. 3 - готовое изделие; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - разрез Г- Г на фиг. 4; на фиг. 8 - аксонометрическая проекция обоймы с матрицей; на фиг. 9 - аксонометрическая проекция подпружиненной втулки и кольца; на фиг. 10 - циклограмма работы роторной машины.
Роторная машина (фиг. 1) содержит подающий транспортный ротор 1, технологический ротор 2 и принимающий трансиор- ный ротор 3, при этом в транспортных роторах 1 и 3 установлены захватные органы 4 и 5, соответственно для подачи заготовки (фиг. 2) и выдачи готового изделия (фиг. 3).
По периферии технологического ротора 2 (фиг. 4), выполненного в виде вертикального вращаемого основания, эквидистантно установлены инструментальные блоки 6, каждый из которых имеет корпус 7 (фиг. 7) с размещенными в нем верхним 8 и нижним 9 пуансонами, между которыми расположена матрица 10 из двух продольных полуматриц, помещенных в охватывающей их граненной обойме 11 (фиг. 2, 5 и 6), также состоящей из двух продольных полу
00
M-t
о оо
обойм (фиг. 8), две оппозитные грани Д обоймы 11 по обе стороны ее разъема нйклонены к верхнему пуансону 8 и предназначены для смыкания полуматрицы, а две другие оппозитные грани Е распрложены накрест указанным ее граням, параллельны ее продольной оси и перпендикулярны плоскости разъема.
Каждый инструментальный блок б
(фиг. 7) роторной машины содержит уста- нэвленную в корпусе 7 подпружиненную втулку 12, взаимодействующую с обоймой 11. Втулка 12 имеет на торце (фиг. 9), обращенном к нижнему пуансону 9, четыре попарно оппозитных накрест размещенных выступа, которые выполнены изнутри плос- кими и соответствующими взаимодействующими с ними гранями обоймы 11, а снаружи представляют собой части общего ци- Л индра, на который плотно надето кольцо 13 заподлицо с их торцами.
Машина также содержит установленную в1 корпусе 7 инструментального блока 6 п|риемную втулку 14, выполненную с окном и двумя клиновыми выступами Ж (фиг. 5 И 6), размещенными на ее торце во взаимодействии (по линии разъема) с заход- нЫми скосами 3 (фиг. 8) граненной обой- Мы 11, а втулка 15 (фиг. 5 и 7) выполнена подпружиненной с помощью пружины 16 и расположена со стороны верхнего пуансона 8 с возможностью взаимодействия с обоймой 11 и предназначена для передачи возвратного движения обойме 11 с матрицей 10.
Привод пуансонов 8 и 9 в технологическом роторе 2 осуществляется соответственно от радиальных кулачков 17 и 18 ползунами 19 и 20.- При этом пуансон 9 свя- Зан с ползуном 20 через шток 21, на который с возможностью осевого перемещения установлена подпружиненная втулка 22. Рабочий ход при совершении технологической операции (штамповка) осуществляется чуансонами 8 и 9 от торцовых кулачков 23 и 24, а траверса 25 предназначена для базирования ползуна 20 при совершении технологической операции.
При включении привода роторной маши- ны (не показан) приводятся в синхронное вращение подающий транспортный ротор 1, технологический ротор 2 и принимающий транспортный ротор 3. Захватные органы 4 подающего транспортного ротора 1 вписываются в технологический ротор 3, подают в окно приемной втулки 14 инструментального блока 6 заготовку и выставляют ее соосно пуансонам 8 и 9. При этом в зоне вписывания (фиг. 10, положение I-I) нижний ползун 20 при взаимодействии с радиальным кулачком 18 перемещает пуансон 9 вверх, последний входит в полость хвостовой части заготовки и вводит ее в раскрытую матрицу 10.
5
0
5
5 0
5 ,Q
5 0 5
Одновременно базируясь на торце втулки 22, обойма 11 с матрицей 10 подаются штоком 21 вверх по соответствующим внутренним накрест размещенным плоскостям подпружиненной втулки 12 до полного смыкания матрицы 10, при этом сжимается пружина 16, а втулка 15 своим нижним торцом выравнивает полуобоймы с матрицей 10 в осевом направлении.
Дальнейшим перемещением штока 21 вверх от торцового кулачка 24 обеспечивается окончательное досылание заготовки в закрытую матрицу 10 за счет выбора зазора S (фиг. 10, положение II-II). Затем втулка 12, перемещаясь вверх с обоймой 11 и матрицей 10, сжимает пружину 26 и с усилием, возникающим от взаимодействия наклонных поверхностей втулки 12 и обоймы 11, плотно смыкает части матрицы 10.
При дальнейшем вращении технологического ротора 2 ползун 20 сходит с торцового кулачка 24, пружина 26 частично разжимается (фиг. 10, положение III-III), при этом движением верхнего ползуна 19 от торцового кулачка 23 ротора шток 27 с пуансоном 8 совершает силовой ход до упора его в заготовку, тем самым обеспечивается технологическая операция штамповки.
Далее, ползун 20 заходит на торцовой кулачок 24 (фиг. 10, положение IV-IV) и приподнимается вверх, обеспечивая выход траверсы 25 из паза ползуна 20, тем самым дает возможность ему занять крайнее нижнее положение при взаимодействии с кулачком 18, после чего верхний пуансон 8 под действием ползуна 19, управляемого от радиального кулачка 17 и подпружиненной втулки 15, досылает обойму 11 с матрицей 10 в исходное (нижнее) положение. При таком перемещении (фиг. 10, положение V-V) клиновые выступы втулки 14 взаимодействуют с поверхностями 3 разъема обоймы 11 и раскрывают ее, а вместе с ней и матрицу 10 в радиальном направлении, тем самым обеспечивая свободный отвод нижнего пуансона 9 с изделием в зону выдачи. Захватный орган 5 транспортного ротора 3 захватывает изделие, после чего пуансон 9 выходит из него. Далее цикл повторяется.
Формула изобретения
Роторная машина для штамповки изделий с сужением в средней части типа свинцовых пневматического , содержащая технотогический ротор, выполненный в виде вертикально размещенного с возможностью вращения основания, по периферии которого смонтированы инструментальные блоки, каждый из которых содержит корпус с размещенными в нем
верхним и нижним пуансонами, между которыми расположена матрица, состоящая из двух продольных полуматриц, размещенных в охватывающей их граненой обойме, состоящей из двух продольных полуобойм, причем две оппозитные грани обоймы по обе стороны ее разъема расположены наклонно к верхнему пуансону и предназначены для смыкания полуматриц, каждый инструментальный блок снабжен установленной в его корпусе с возможностью взаимодействия с обоймой подпружиненной втулкой, отличающаяся тем, что, с целью повышения качества получаемых изделий, каждый инструментальный блок снабжен кольцом, обойма каждого инструментального блока выполнена
с плоскими гранями, оппозитно расположенными между указанными наклонными гранями, параллельными продольной оси обоймы и перпендикулярными плоскости разъема, подпружиненная втулка на торце, обращенном к нижнему пуансону, выполнена с четырьмя расположенными попарно оппозитно один другому выступами, имеющими плоские поверхности, выполненные с возможностью взаимодействия с гранями обоймы, и наружные криволинейные поверхности в виде частей боковой поверхности общего для выступов кругового цилиндра, при этом кольцо каждого инструментального блока установлено с охватом этих выступов по всей их высоте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для штамповки полых изделий | 1984 |
|
SU1220805A1 |
| Штамп для выдавливания | 1990 |
|
SU1722674A1 |
| Технологический ротор штамповки | 1988 |
|
SU1549789A1 |
| Устройство для изготовления полых деталей с ответвлениями | 1984 |
|
SU1194528A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Роторная машина для гидроформовки сильфонов | 1990 |
|
SU1745392A1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2014 |
|
RU2587698C1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Инструментальный блок роторной машины для штамповки полых изделий | 1990 |
|
SU1784476A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
Изобретение относится к прессам для прессования изделий в формах, размещенных по окружности вращающегося барабана. Цель - повышение качества получаемых изделий. В каждом инструментальном блоке обойма выполнена граненой, две ее грани наклонены к верхнему пуансону. Две другие оппозитные грани расположены накрест с указанными гранями, параллельны ее продольной оси и перпендикулярны плоскости разъема. В каждом инструментальном блоке подпружиненная втулка имеет на торце, обращенном к нижнему пуансону, четыре попарно оппозитных накрест размещенных выступа. Последние выполнены изнутри плоскими и соответствующими взаимодействующим с ними граням обоймы, а снаружи представляют собой части общего цилиндра. В каждом инструментальном блоке предусмотрено кольцо, плотно надетое на эти выступы подпружиненной втулки заподлицо с их торцами. Штамповку заготовки производят после ее размещения в раскрытой матрице, которую перед началом операции смыкают. После штамповки за счет взаимодействия клиновых выступов втулки с поверхностями разъема обоймы обеспечивается раскрытие матрицы. Захватный орган захватывает изделие, а нижний пуансон выводится из него. 10 ил.
Фие.2
А Фиг. 1
Фиг.З
ВидБ
/2 16 /7
I
Ю 14 7 / / I
Фиг -5
11
Ю
Фиг 6
г- г
5
27
15
фиг.8
13Фиг. 9
п
го
| Роторная машина для штамповки полых изделий | 1984 |
|
SU1220805A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
