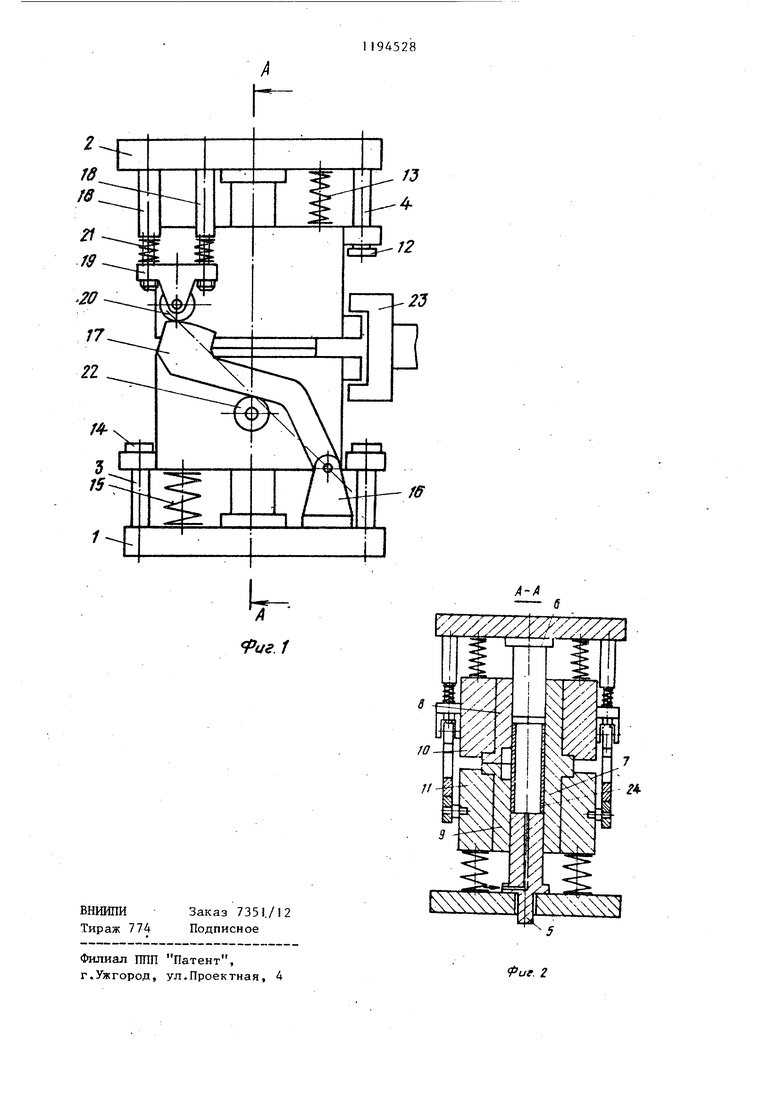
1 Изобретение относится к машиностроению, а именно, к конст эукциям устройств для изготовления полы деталей с ответвлениями. Цель изобретения расширение технологических возможностей путем увеличения сортамента обрабаты Baet-ibix на нем изделий. На фиг.1 схематически изображено устройство, общий вид; на фиг.2 разрез А-А на фиг.1. Устройство содержит неподвижную 1 и подвижную 2 опорные плиты с направляющими колонками 3 и 4.. На плитах 1 и 2 смонтированы соотв ственно пуансоны 5 и 6, входящие в инструментальный блок, состоящий и матриЩ) 7 и полуматриц 8 и 9 с плоскостью разъема, перпендикулярHoii оси пуансоноб, иразмещенный в обоймах 10 и 1. Обойма 10 смонтирована на колошсах 4 и поджата к у рам 12 пружинами 13. Обойма 11 размещена на колонках 3 и поджата к упорам пружинами 15. Симметрично относительно оси пуансонов установ ны синхронизаторы, каждый из которых включает кро1-штейн 16 с шарнирно установленньпч на нем .профильным одноплечим рычагом 17, сто ки 18с дополнительными направляющими колонками, на которых установ на с возможностью осевого перемеще ния каретка 19 с нажимным роликом 20. Между кареткой 19 и стойками 1 размещены пружины 21. На обойме 11 установлен опорный ролик 22, обоймы 10 и П соединены между собой механизмом 23. В инструментальном бдоке размещ на заготовка 24. Точки касания рычага 21 с роликами 20 и 22 лежат на прямой, проходящей через центр шарнира кронштейна 16. Расстояния между точками роликов 20 и 22 и между роликом 22 и центром шарнира кронштейна 16 равны между собой. Устройство устанавливается на вертикальном прессе простого дейст вия с выталкивателем. Плита 1 закрепляется на столе пресса, а пл та 2 - на его подвижной траверсе. Устройство работает следующим образом. Устройство находится в разомкну том состоянии. Заготовку 24 устанавливают в обойму 1 на пуансон 5, после чего включают пресс. Шш 282 2 с полуматрицей 8 и пуансоном 6 спускалотся до смыкания с полуматрицей 9 по плоскости, совпадающей с осью расточки полуматриц 8 и 9; под ответвление в штампуемой заготовке 24, после чего механизмом 23 запирают обоймы 10 и 11. При дальнейшем перемещении траверсы пресса вместе с плитой 2 перемещается только пуансон 6,сжимая пружины 13, так как усилие пружин 13 и масса обойм 10 и 11 с матрицей 7 и полуматрицами 8 и 9 меньше усилия пружин 15. В момент, когда расстояния от плоскости разъема попутлатр-пц 8 и 9 до торцов пуансонов 5 и 6 равны между собой, ролики 20 касаются рычагов 17. При дальнейшем перемещении траверсы пресса с плитой 2 вниз ролики 20 перемещают рычаги 17, которые в свою очередь перемещают опорные ролики 22 вместе с обоймой 1I, преодолевая усилия пружин 13, k при этом скорость перемещения обоймы 11 равна половине скорости перемещения тгпиты 2 с пуансоном 6, т.е. при дальнейшем приближении пуансона 6 к заготовке 24 торцы пуансонов 5 и 6 всегда симметричны относительно оси расточки в полуматрицах 8 и 9, совпадающей с их плоскостью разъема. После упора торца пуансона 6 в заготовку 24 начинается штамповка детали, причем дальнейшее перемещение инструментального блока зависит от характера штамповки. Если скорость перемещения блока больше полот вины скорости перемещения траверсы пресса, то раскрьшается зазор между роликами 20 и рычагами 17, а если эта скорость меньше половины скорости перемещения траверсы, то поджимаются пружины 21. В процессе штамповки через каналы в пуансоне 5 в полость заготовки подается высокое давление рабочей жидкости. После окончания штамповки открывают механизм 23 запирания полуматриц и поднимают траверсу с плитой 2 устройства, при этом обоймзл 10 и И поджимаются соответственно пружинами 15 и 13 к упорам 14 и 12. Выталкивание поковки из пресса производят пуансоном 5 от выталкивателя пресса. Экономический эффект достигается за счет расигир-ёния технологических возможностей.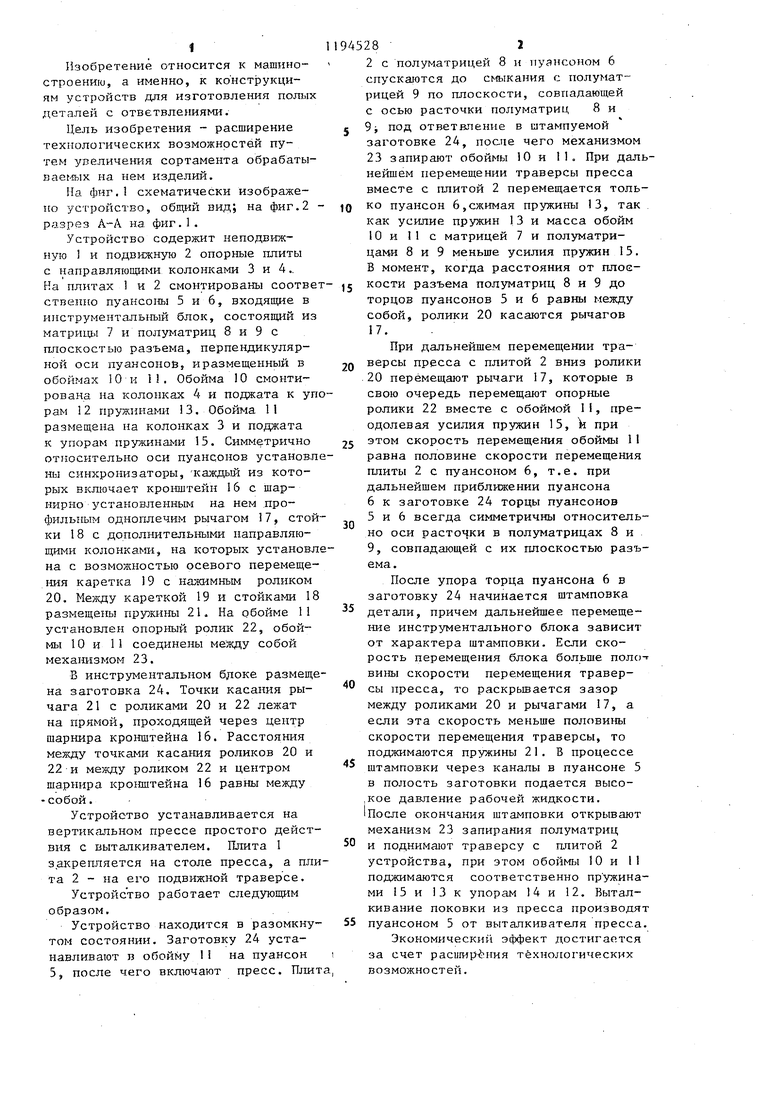
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1987 |
|
SU1479200A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| Гидровинтовой прессо-молот | 1976 |
|
SU701836A2 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВЕТВЛЕНИЯМИ, содержащее подвижную и неподвижную опорные плиты с установленными на них пуансонами, входящими в инструментальный блок, в виде матрицы и двух полуматриц с плоскостью разъема, перпендикулярной относительно оси пуансонов,размещенный в обоймах, смонтированных подвижно на направляющих колонках и подпружиненных относительно опорных плит, а также механизм соединения обойм, отличающее с я тем, что, с целью расширения технологических возможностей путем увеличения сортамента обрабатываемых на нем изделий, оно снабжено двумя расположенными симметрично относительно оси пуансонов синхронизаторами, калсдый из которых выполнен в виде кронштейна с шарнирно установленным на нем профильным одноплечим рычагом, стойки с дополнительными направляющими колонками, каретки с нажимным роликом, опорного ролика и пружин, при этом стойка закреплена на подвижной опорной плите, каретка с нажимным роликом установлена на дополнительных направляющих колонках с возможностью осевого перемещения и подпружинена относительно стойки, опорный ролик смонтирован шарнирно на обойме, подпружиненной относительно неподвижной опорной плиты, кронштейн закреплен на неподвижной опорной плите и его профильный одноплечий ртлчаг размещен между нажимным и опорным роликами с возможностью взаимодействия О с ними в точках, расположен 1ых на 4 СЛ прямой, проходящей через центр шарнира кронштейна, а расстояние межIVD ду точками взаимодействия опорного 00 и нажимного роликов равно расстоянию между точкой взаимодействия опорного ролика и центром шарнира кронштейна.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВЕТВЛЕНИЯМИ | 0 |
|
SU294659A1 |
| Устройство для гидравлической формовки тройников | 1976 |
|
SU621421A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
