Изобретение относится к обработке металлов давлением, в .частности к автоматизации оборудования для гидроформовки сильфонов.
Цель изобретения - расширение технологических возможностей путем изготовления сильфонов с различным числом гофров.
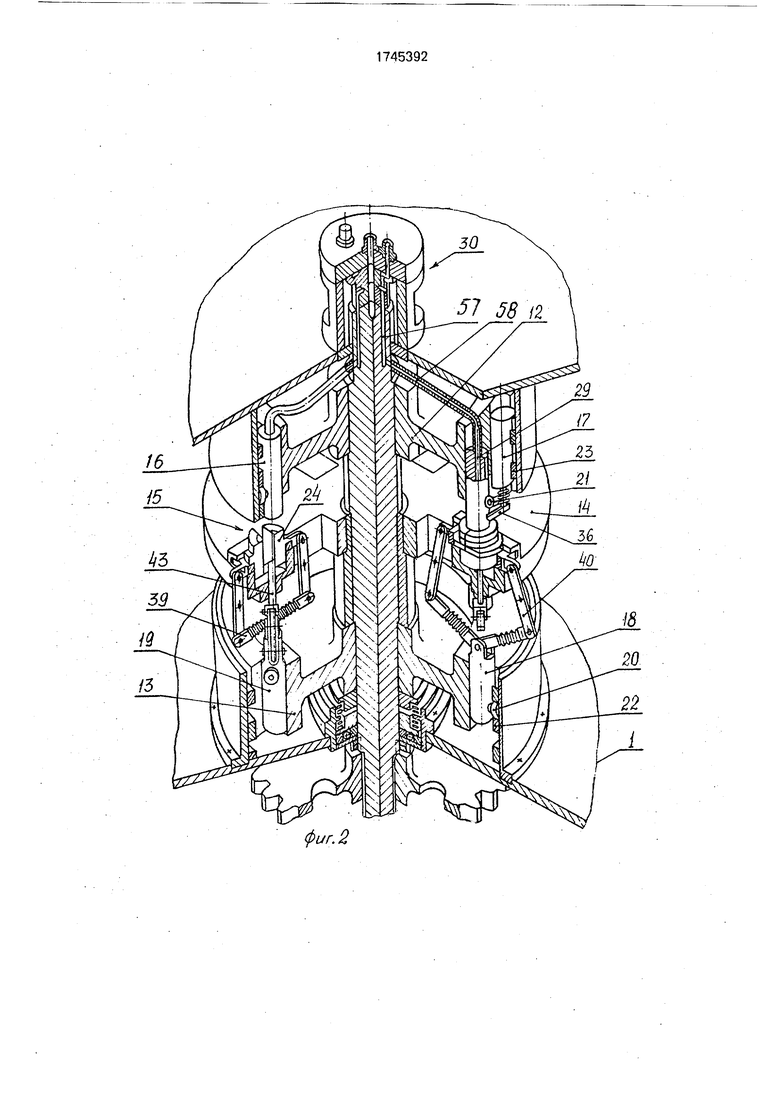
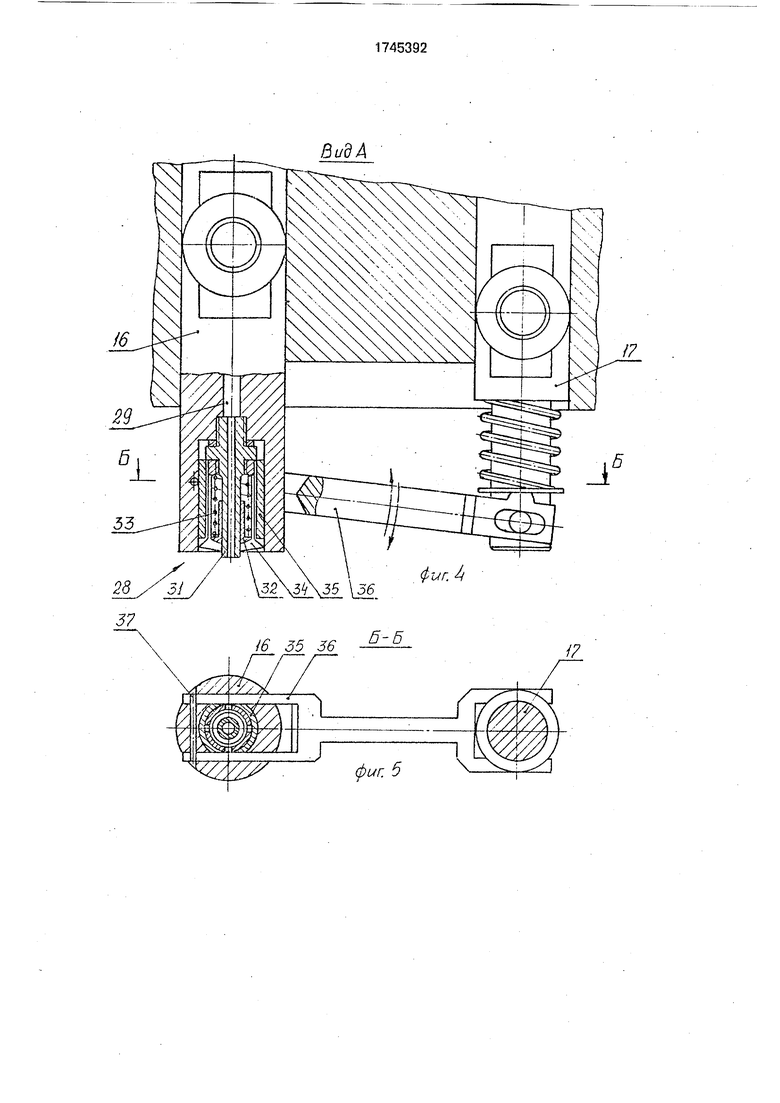
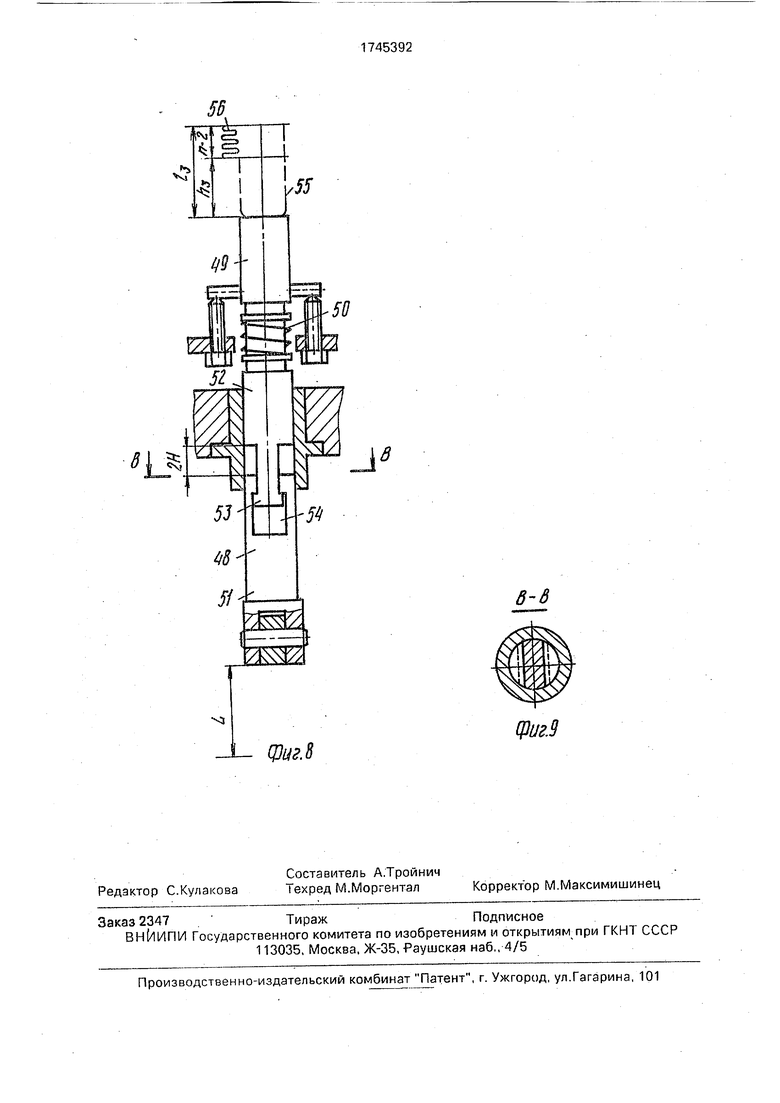
На фиг.1 схематически изображена предлагаемая роторная машина, продольный разрез; на фиг.2 - рабочий ротор; на фиг.З - то же, продольный разрез; на фиг.4 - вид А на фиг.1; на фиг.5 - разрез Б-Б на фиг.4; на фиг.6,7,8 - узел штока механизма перемещения секундных матриц; на фиг.9 - разрез В-В на фиг.8
Роторная машина содержит станину 1 и установленные на ней транспортный ротор 2 питания с клещевыми захватами 3, рабочий ротор 4 и транспортный ротор 5 съема сильфонов. Транспортные роторы 2 и-5 кинематически связаны с рабочим ротором 4 посредством зубчатых колес 6,7 и 8, жестко закрепленных на валах 9.10 и 11. На валу 10 рабочего ротора 4 также жестко закреплены
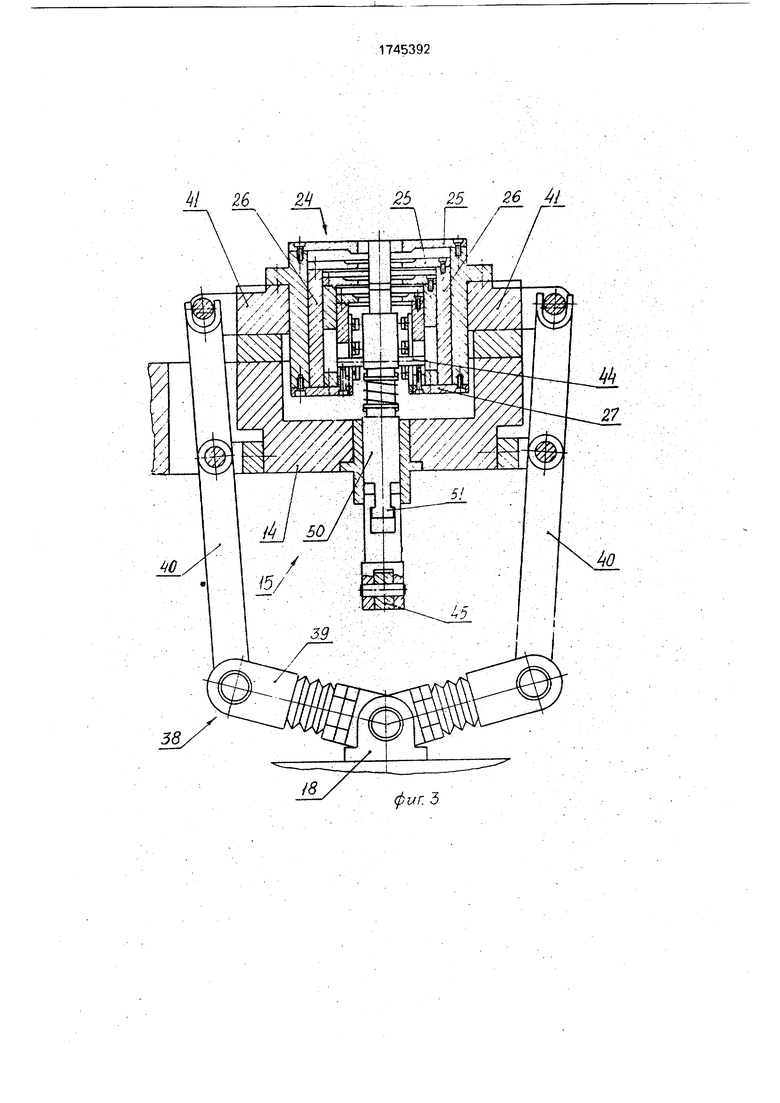
два барабана 12,13 и блокодержатель 14, в котором равномерно по окружности размещены технологические позиции 15. В барабанах 12 и 13 находятся соответственно попарно сгруппированные ползуны 16,17 и 18,19, перемещаемые возвратно-поступательно по общему закону для одноименных ползунов каждой пары посредством роликов 20.21 и копирных кулачков 22,23. Каждая технологическая позиция 15 рабочего ротора 4 содержит матрицы 24, состоящие из разъемных секций 25, жестко прикрепленных к полустаканам 25, вставленным один в другой, и прижимной планки 27, удерживающей полустаканы 26 от выпадания (фиг.З). Секции 25 матриц 24 и полустаканы 26 составляют инструментальные блоки. Количество матриц 24 и соответственно полустаканов 26 в инструментальных блоках разное в зависимости от количества гофр изготавливаемого сильфона (которых может быть, например, шесть, пять, четыре). Один ползун 16 из каждой пары ползунов верхнего барабана 12 оснащен цанговым зажимом
СП
с
N
сл
CJ 4D Ю
28 (фиг.4) и имеет продольное сквозное отверстие 29. соединенное с устройством 30 длч подачи рабочей жидкости 30.
Цанговый зажим содержит палец 31, втулку 32, пружину 33, цангу 34 и стакан 35. Управление цанговым зажимом осуществляется поворотной вилкой 36, ось 37 которой размещена в ползуне 16(фиг.5). Другой ползун 17 из каждой пары ползунов верхнего барабана 12 шарнирно связан с вилкой 36 (фиг.5).
Механизм 38 разьема матриц кинематически связан с одним ползуном 18 из каждой пары ползунов нижнего барабана 13 посредством вилок 39, коромысел 40 и обойм 41 (фиг.1 и 3).
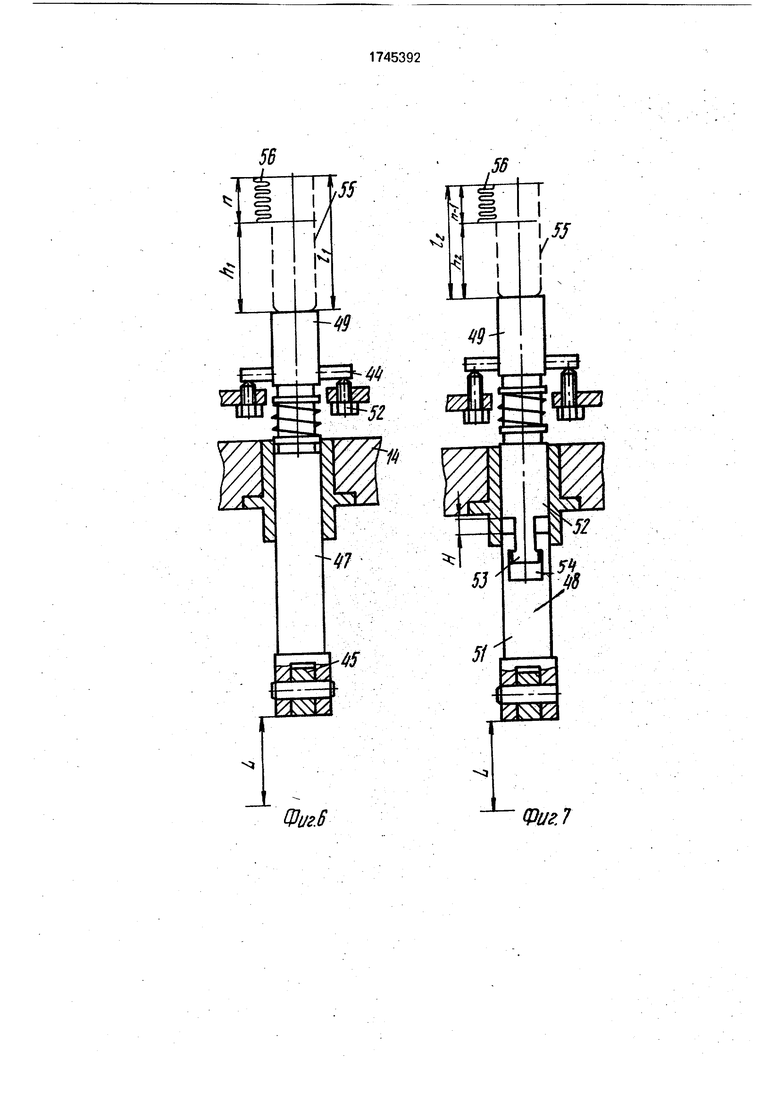
Механизм 42 перемещения секций 25 кинематически связан с другим ползуном 19 из каждой пары ползунов нижнего барабана 13 посредством штока 43 с запрессованным в него пальцем 44, коромысла 45 и стойки 46 (фиг.1 и 3). Штоки 43 включают толкатели 47,48, соединенные с коромыслами 45, и пуансоны 49, соединенные с толкателями с помощью пружинных компенсаторов 50. Для инструментального блока изготовления сильфонов с наибольшим количеством гофр (фиг.6) толкатель 47 представляет собой цельный элемент. Для инструментальных блоков изготовления сильфонов с меньшим количеством гофр толкатели 48 выполнены из двух частей - нижней 51 и верхней 52, снабженных хвостовиком 53 с Т-образной головкой, входящей в Т-образный паз 54 толкателя 48. Части 51 и 52 смонтированы с возможностью ограниченного осевого перемещения, обусловленного хвостовиком 53 и пазом 54, величина которого зависит от количества гофр изготавливаемого сильфона. В исходном положении штоков 43 пальцы 44 опираются на регулировочные винты. Инструментальные блоки с разным количеством матриц 24 установлены по окружности ротора 4 последовательно. Позиция 55 - трубка-заготовка (стаканчик), позиция 56 - сильфон.
Роторная машина работает следующим образом.
Трубка-заготовка 55 подается клещевыми захватами 3 транспортного ротора 2 в технологическую позицию 15 рабочего ротора 4. Ползун 16, оснащенный цанговым зажимом 28, опускаясь посредством ролика 21 и кулачка 23, перемещает трубку-заготовку 55 из клещевых захватов транспортного ротора 2 в рабочую зону разъемных матриц 24. При этом трубка-заготовка 55 находит на палец 31 цангового зажима 28 до упора в торец втулки 32. Посредством ползуна 18,
вилок 39, коромысел 40 и обойм 41 происходит сближение матриц 24, которые охватывают по диаметру трубку-заготовку 55. После сближения матриц и при движении
ползуна 17 вниз вилка 36, поворачиваясь на оси 37, перемещает стакан 35, с помощью которого цанга 34 плотно обжимает трубку- заготовку 55 на пальце 31. Затем через устройство 30 для подачи рабочей жидкости,
канал 57, шланг 58 и отверстие 29 ползуна 16 рабочая жидкость под давлением поступает внутрь трубки-заготовки 55 и вспучивает ее. После вспучивания трубки-заготовки 55 производится перемещение секций 25
посредством ползуна 19, штока 43 с запрессованным в него пальцем 44 до соприкосно- вения секций 25. На этом процесс формообразования заканчивается, в результате чего образуется сильфон. Затем
происходит сброс давления рабочей жидкости через устройство 30 и осуществляется разъем матриц 24 механизмом 38 с одновременным освобождением сформированного сильфона от секций 25. Механизм 42 перемещения матриц 24 возвращается в исходное положение, а сильфон, оставаясь в цанговом зажиме 28, поднимается совместно с ползуном 16, Когда ползун 16 занимает крайнее верхнее (исходное) положение, то
происходит разжим цанги 34 посредством ползуна 17, вилки 36 и стакана 35 (фиг.2 и 4). Далее транспортный ротор 5 забирает из рабочего ротора 4 освобожденный от цангового зажима сильфон 56 для передачи его на
следующую операцию. После этого описанный цикл повторяется.
В процессе работы на технологические позиции 15 рабочего ротора 4 последовательно подаются трубкихзаготовки 55 раз-/
личной длины, в зависимости от количества гофр изготавливаемых сильфонов. Соответственно, в исходном положении пуансонов 49 верхние (торцовые) площадки пуансонов находятся от верхней плоскости секций 25
на различном удалении И (фиг.6), 2 (фиг.7), з (фиг.8). При наибольшем количестве гофр п (фиг.6) пуансон 49 совершает ход, длина которого hi L. Пуансон 49, формирующий сильфон с количеством гофр п - 1 (фиг.7),
совершает ход, длина которого равна ha L-H.
Пуансон 49, формирующий сильфон с количеством гофр п - 2 (фиг.8), совершает ход, длина которого равна Из L - 2Н.
Трансформация длмн ходов пуансонов 49 (фиг.7,8) достигается за счет перемещений частей 51 относительно частей 52, причем длины таких свободных ходов Н, 2Н
кратны длинам (шагу) перемещения матриц 24 при образовании одного гофра сильфона.
Формула изобретения Роторная машина для гидроформовки сильфонов, содержащая ротор, включающий вал и барабаны, снабженные ползунами, блоки инструментов в виде секционных матриц с механизмами их разъема, механизмы перемещения секций в виде штоков, кинематически соединенных с ползунами, отличающаяся тем, что, с целью расширения технологических возможно0
стей путем изготовления сильфонов с различным числом гофров, штоки механизмов перемещения секций матриц для изготовления сильфонов с числом гофров, меньшим максимального, выполнены из верхней части с Т-образным хвостовиком и нижней части с удлиненным Т-образным пазом, при этом хвостовик установлен с возможностью поочередного взаимодействия с верхней и нижней стенками Т-образного паза нижней части, а рабочие торцы штоков выполнены с возможностью ступенчатого размещения один относительно другого


| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина | 1972 |
|
SU446153A1 |
| Роторная машина для гидравлической формовки сильфонов | 1981 |
|
SU1031563A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU202698A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Инструментальный блок к устройству для отрезки деталей | 1990 |
|
SU1761389A2 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
Использование: для гидравлического формообразования сильфонов. Машина обеспечивает одновременное изготовление сильфонов различных типоразмеров с использованием одного копирного механизма и составных штокои механизма перемещения матриц, а также позволяет осуществлять переналадку на последующие типоразмеры только путем замены одной половины штоков перемещения матриц и инструментальных блоков. 9 ил.
/
13 8
Ъ мф
26С5Ш
CN CD CO 1Л
T
Z6C9W.l
CN 05 CO
in a- . 8
фиг.9
| Устройство для поштучного отделения и раскрытия бесклапанных мешков | 1973 |
|
SU466153A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
