1 1
Изобретение относится к кузиечно- прессовому машиностроению, а именно к конструкциям роторных машин, предназначенных для изготовления полых изделий сложной формы.
Целью изобретения является расширение технологических возможностей машины.
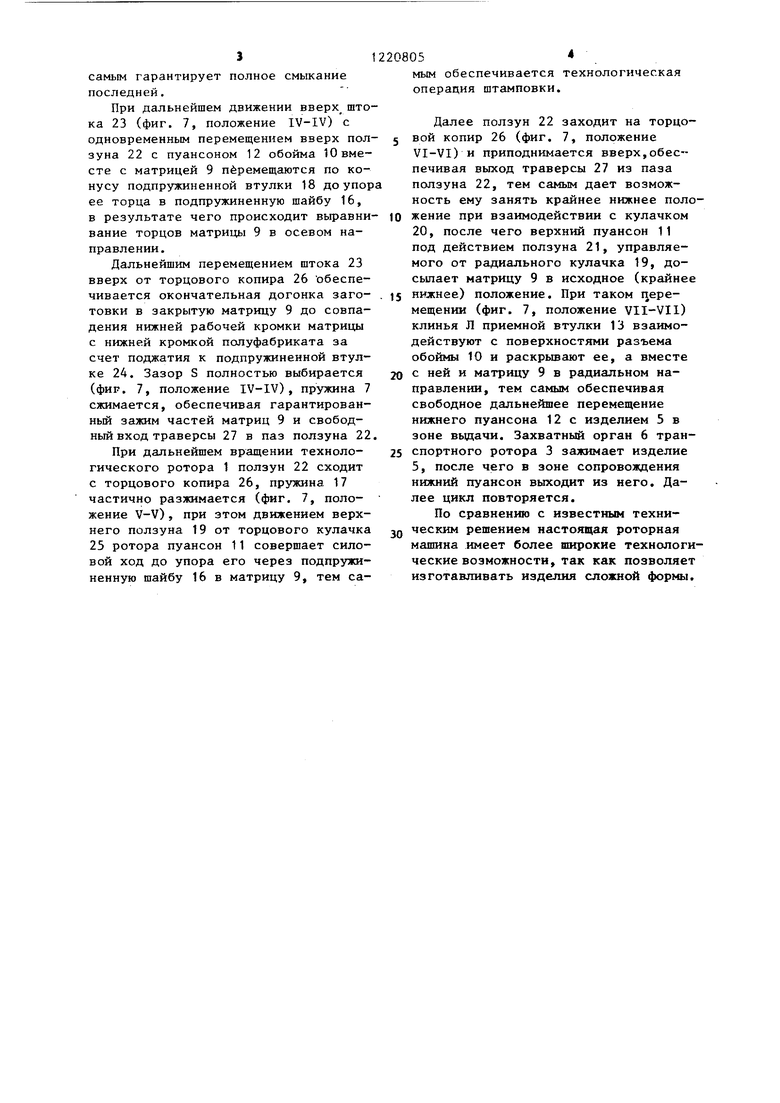
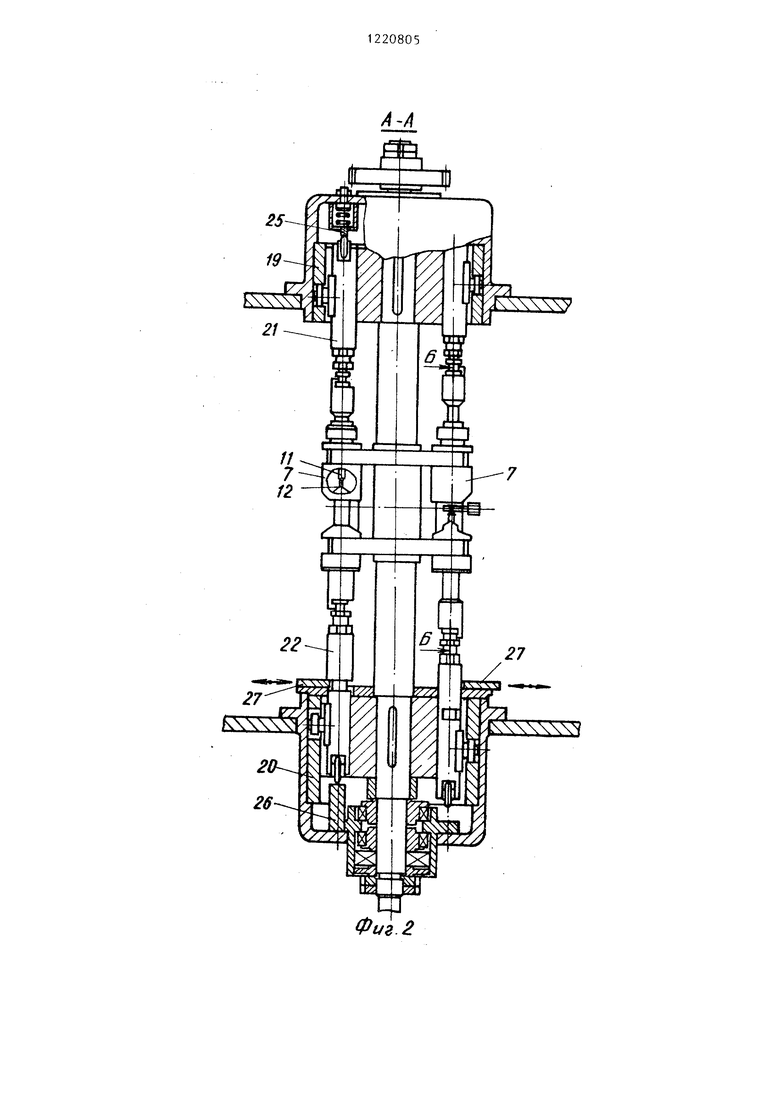
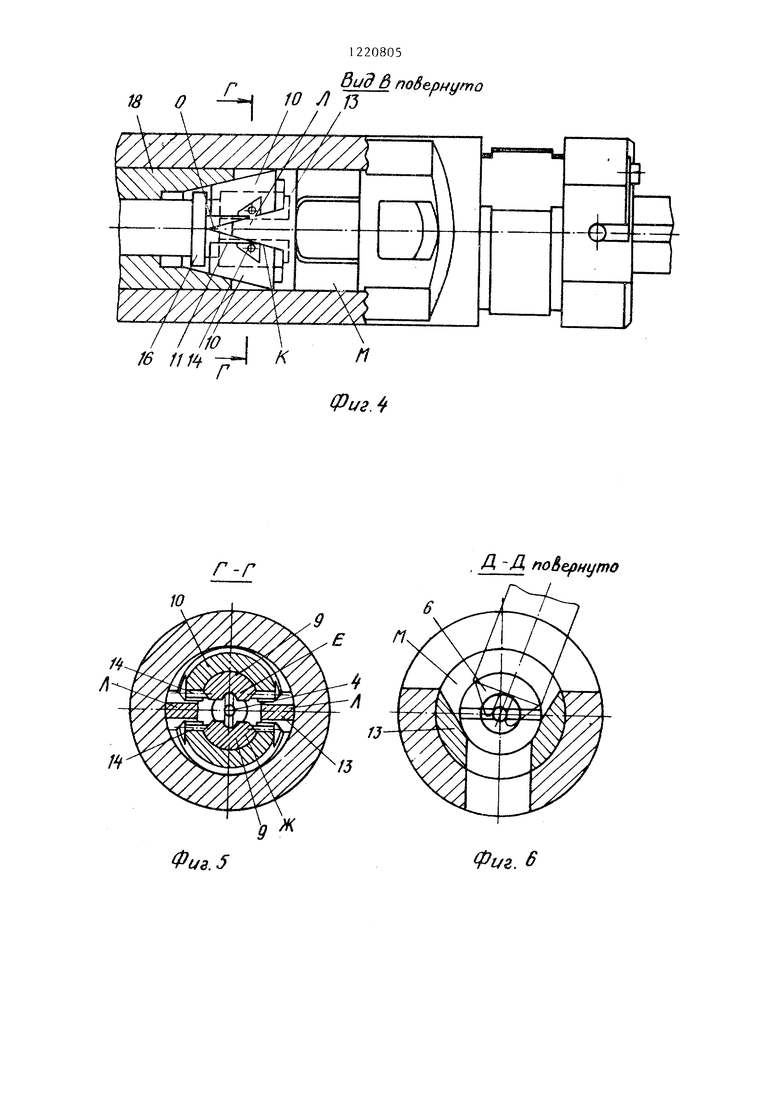
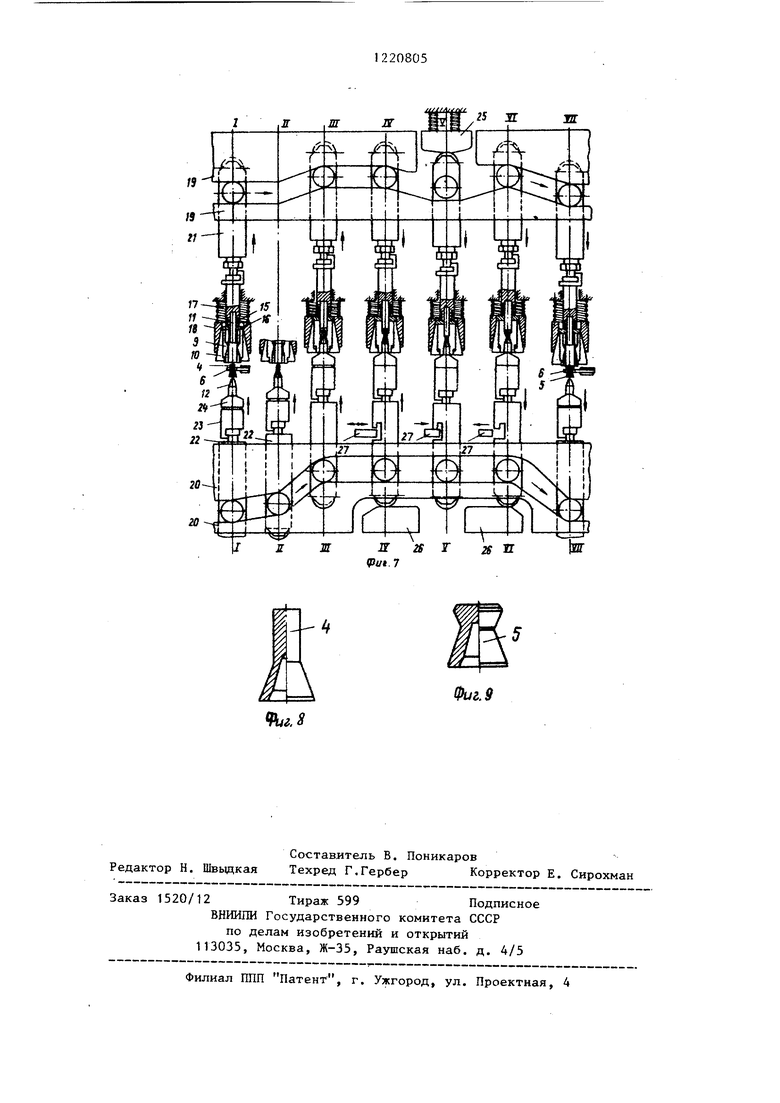
На фиг. 1 изображена схема расположения технологического и транспортных роторов;; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг.З; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 3; на фиг.7 - циклограмма работы роторной машины; на фиг, 8 - исходная заготовка; на фиг. 9 - готовое изделие.
Роторная машина содержит технологический ротор 1 и транспортные роторы 2 и 3 соответственно для ввода исходной заготовки 4, передачи и вьшода готового изделия 5, а также захватные органы 6.
По окружности технологического ротора 1 размещены инструментальные блоки 7, каждый из которых включает корпус 8 с установленными в нем матрицей 9 с охватывающей ее обоймой 10, расположенной по обе стороны от мат- рии(ы 9 двумя пуансонами 11 и 12 и смонтированной между пуансонами приемной втупкой 13. I
Каждая матрица 9 выполнена составной с поверхностями разъема, параллельными ее оси с закрепленными на каждой из ее составных частей, например двух Е и ж, попарно и оппо- зитно один другому штьфевыми фиксато рами 14 матрицы 9 относительно внутренней поверхности обоймы 10.
Обойма 10 вьшолнена в виде усеченного конуса, состоящего из отдель ньос частей в количестве, равном числу составных частей матрицы 9, и имекяцего на внутренней поверхности со стороны нижнего пуансона 12 кольцевой выступ И, взаимодействующий с матрицей 9, а на поверхности разъема заходные скосы К с наклонными в сторону верхнего пуансона 11 поверхностями. Приемная втулка 13 выполнена с клиньями Л, размещенными на ее торце с возможностью взаимодействия с заходными скосами обоймы 10, которая размещена в корпусе 8 с возможностью Возвратно-поступательного переме- щения.
208052
Машина также содержит установленные в корпусе 8 каждого инструментального блока 7 со стороны верхнего пуансона 11 подпружиненную с по- 5 мощью пружины 15 шайбу 16, взаимодействующую с матрицей 9, и подпружиненную с помощью пружины 17 втулку 18 с внутренней конической Поверхностью, взаимодействующей с наружной 10 поверхностью обоймы 10, при этом
приемная втулка 13 вьтолнена с ок- 1 ном М.
Привод пуансона 11 и 12 в технологическом роторе 1 осуществляется 15 соответственно от радиальных кулачков 19 и 20 ползунами 21 и 22. При этом пуансоны 12 связаны с ползунами 22 через штоки 23, на каждый из которых с возможностью осевого переме- 20 щения установлена подпружиненная втулка 24.
Рабочий ход при совершении технологической операции (штамповка) осуществляется пуансонами 11, 12 от тор- 25 цовых кулачков 25, 26.
1
Траверса 27 предназначена для базирования ползуна 22 при совершении технологической операции. Привод траверсы 27, обеспечиваюбщий ее возвратно-поступательное перемещение, на чертеже не показан.
Роторная машина работает следующим образом.
При включении роторной машины кле- щевые захваты 6 транспортного ротора
2вписьюаются в технологический ротор 1, подают в окно М приемной в тулки 13 инструментального блока 7 заготовку 4 и выставляют его соосно пуансонам 11, 12, При этом в зоне вписывания (фиг. 7, положение 11-11) нижний ползун 22 при взаимодействии с радиальным кулачком 20 перемещает пуансон 12 вверх, последний входит в полость хвостовой части заготовки 4 и после выписывания клещевого захвата 6 из технологического ротора 1 вводит его в раскрытую матрицу 9, Матрица 9 и обойма 10 приподнимают-
ся штоком 23 вверх и базируются на торце подпружиненной втулки 24,
При таком перемещении заготовка 4 занимает положение Ill-Ill (фиг,7), при котором нижняя его кромка хвое-
55 товой части не доходит до нижней рабочей кромки матрицы 9 на S мм, такое положение заготовки обеспечивает свободное положение в матрице и тем
30
40
самым гарантирует полное смыкание последней.
При дальнейшем движении вверх штока 23 (фиг. 7, положение IV-IV) с одновременным перемещением вверх ползуна 22 с пуансоном 12 обойма 10 вместе с матрицей 9 перемещаются по конусу подпружиненной втулки 18 до упор ее торца в подпружиненную шайбу 16, в результате чего происходит вьфавни- вание торцов матрицы 9 в осевом направлении.
Дальнейшим перемещением штока 23 вверх от торцового копира 26 обеспечивается окончательная догонка заго- товки в закрытую матрицу 9 до совпадения нижней рабочей кромки матрицы с нижней кромкой полуфабриката за счет поджатия к подпружиненной втулке 24. Зазор S полностью выбирается (фир. 7, положение IV-1V), пружина 7 сжимается, обеспечивая гарантированный зажим частей матриц 9 и свободный вход траверсы 27 в паз ползуна 22
При дальнейшем вращении технологического ротора 1 ползун 22 сходит с торцового копира 26, пружина 17 частично разжимается (фиг. 7, положение V-V), при этом движением верхнего ползуна 19 от торцового кулачка 25 ротора пуансон 11 совершает силовой ход до упора его через подпружиненную шайбу 16 в матрицу 9, тем самым обеспечивается технологическая операция штамповки.
Далее ползун 22 заходит на торцовой копир 26 (фиг. 7, положение VI-VI) и приподнимается вверх,обеспечивая выход траверсы 27 из паза ползуна 22, тем самым дает возможность ему занять крайнее нижнее положение при взаимодействии с кулачком 20, после чего верхний пуансон 11 под действием ползуна 21, управляемого от радиального кулачка 19, досыпает матрицу 9 в исходное (крайнее
нижнее) положение. При таком перемещении (фиг. 7, положение VII-VI1) клинья Л приемной втулки 13 взаимодействуют с поверхностями разъема обоймы 10 и раскрьшают ее, а вместе
с ней и матрицу 9 в радиальном направлении, тем самым обеспечивая свободное дальнейшее перемещение нижнего пуансона 12 с изделием 5 в зоне выдачи. Захватный орган 6 транспортного ротора 3 зажимает изделие 5, после чего в зоне сопровождения нижний пуансон выходит из него. Далее цикл повторяется.
По сравнению с известным техническим решением настоящая роторная машина имеет более широкие технологические возможности, так как позволяет изготавливать изделия сложной формы.
Фиг
Фиг.З
Г
О - 10 л
/ //
/ / / 110
ю 11п -jr к
п
Фиг л
то
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для штамповки изделий | 1987 |
|
SU1481087A1 |
| Роторная машина | 1982 |
|
SU1038253A1 |
| РОТОРНАЯ МАШИНА | 1970 |
|
SU265677A1 |
| Роторная машина | 1979 |
|
SU831630A1 |
| Роторно-конвейерная машина | 1987 |
|
SU1532300A1 |
| Рабочий ротор | 1979 |
|
SU863409A1 |
| Инструментальный блок к роторной машине для обрезки полых заготовок | 1986 |
|
SU1382598A1 |
| Рабочий ротор для автоматических роторных линий | 1981 |
|
SU1041316A1 |
| Многопоточная рабочая машина непрерывного действия | 1977 |
|
SU732147A1 |
| Штамп для отрезки полых деталей | 1988 |
|
SU1655672A1 |

Г-Г
, Д, Д повернуто
ю
1
Фи3.5
Фиг. 6
19
20
20
25 Ж
Ж
Фиг. 9
Составитель В. Поникаров РедакторJ Швыдкая Техред Г.Гербер Корректор Е. Сирохман
Заказ 1520/12 Тираж 599Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. д, 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектиая, 4
| Роторная машина | 1979 |
|
SU842003A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
