1
Изобретение относится к области контроля термической обработки стали и может быть использовано в машиностроении и черной металлургии при закалке изделий.
Цель изобретения - упрощение процесса путем управления температурой нагрева по толщине парогазового слоя вокруг охлаждаемой поверхности детали сложной гЬормы.
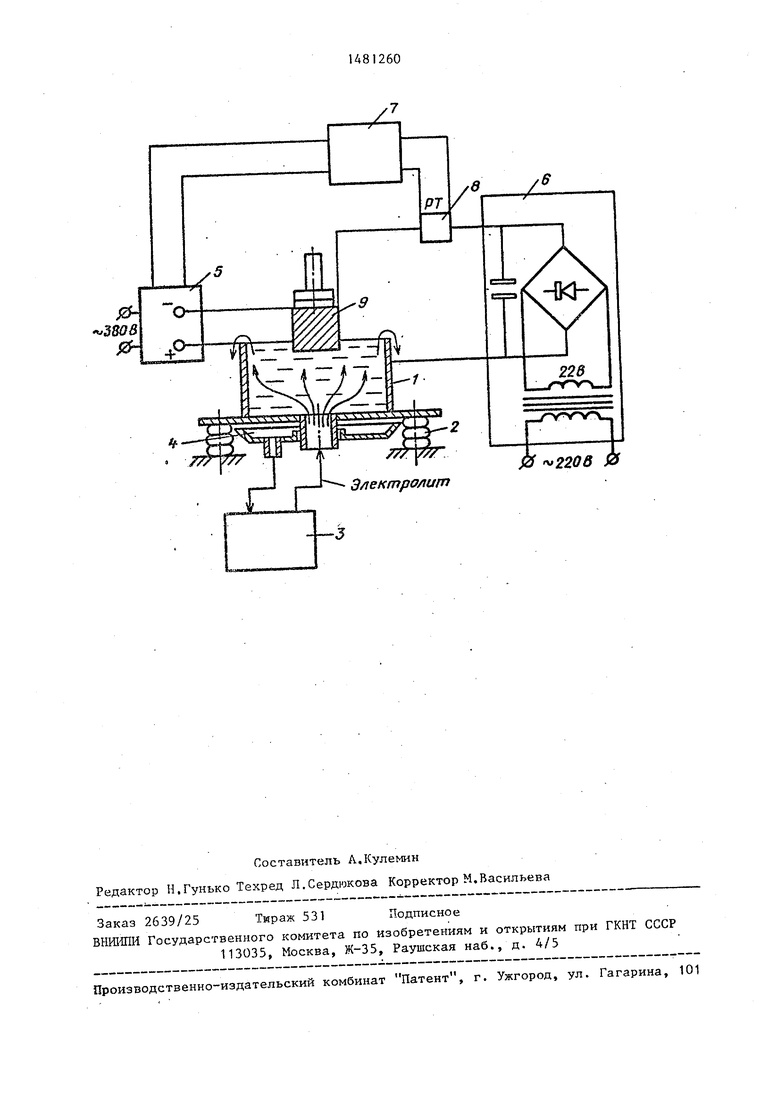
На чертеже изображено устройство . для реализации предлагаемого способа контроля качества поверхностной закалки стальной детали пру нагреве в ванне с электролитом.
Устройство состоит из ванны 1, установленной на электроизоляторах 2, системы 3 подачи электролита, поддона 4 для сбора электролита, источника 5 технологического электрического тока, источника 6 измерительного электрического тока (измерительная система), системы 7 управления с источником 5 технологического тока и токового реле 8. Деталь 9 закрепляется держаталем, который является выходным звеном автоматизированного загрузочного устройства (не показано) .
Устройство работает следующим образом.
4 00
to
съ о
Деталь 9 погружается в ванну 1 под слон электролита, подаваемого ия системы 3. Избыток электролита стекает с поддон 4 и затем в систему 3, Включается источник 5 технологического электрического тока и начинается нагрев детали. При нагреве измерительная система 6 отключена за счет запирания диода обратным током. После отключения технологического тока подключается измерительная система 6, которая настроена посредством токового реле 8 и реле времени на включение цели управления (не показа по). Дискретный диапазон управления, если время от начала охлаждения до уменьшения сопротивления электрической измерительной системы недостаточно, технологически увеличивает в этом случае напряжение на 10-15 В, н осуществляется следующий цикл нагрева и замера. Таким образом, система контроля не только контролирует качество нагрева, но и автоматизирование управляет техническим режимом нагрева.
Измерительная и управляющая цепи собраны пз стандартизированных приборов, выпускаемых серийно, и могут бычь изготовлены на любом предприятии ,
В результате периодического подклчения ванны и детали в момент ее охлаждения к источнику электрическог постоянного тока, а также замера времени от начала охлаждения до уменьшен ия электросопротивления пограничного к детали слоя до электросопротивления электролита возникает новый технический эффект - контроль существования парогазового слоя вокруг охлаждаемой поверхности детали, который влечет за собой контроль температуры поверхности детали, так как толщина парогазового слоя непосредственно зависит от температуры, а прводимость этого слоя зависит от тол- шины, И свою очередь, замер времени от начала охлаждения детали, т.е. когда проводимость парогазового слоя низкаяs до периода резкого увеличения проводимости, т.е. уменьшения температуры до 200-300еС, полностью позволяет характеризовать начальную температуру детали и регулировать качество нагрева.
Предлагаемый способ контроля качества поверхностной закалки сталь
0
0
5
0
5
.с 5
0
0
5
ной детали при нагреве в ванне с электролитом включает погружение детали в ванну, пропускание технологического электрического тока для нагрева, охлаждение детали электролитом при одновременном пропускании постоянного электрического тока, замер времени от начала охлаждения и подключения электрического потенциала до конца охлаждения и образования проводимого слоя деталь - электролит ванна, т.е.. уменьшение электросопротивления пограничного к детали слоя.
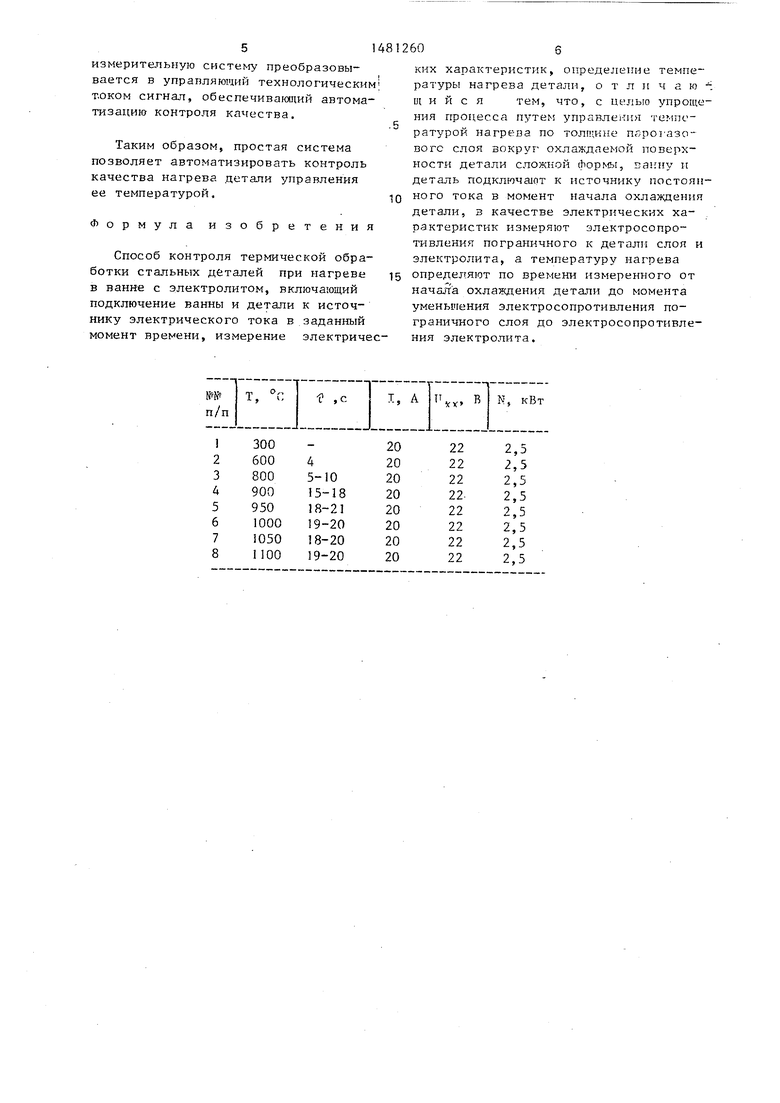
Способ осуществляют в электролитной ванне с равномерной подачей электролита, например 15%-ного раствора кальцинированной соды. В качестве источника электрического питания технологическим током используют РТТ с механизированным приводом цепей управления. Система измерительного питания собрана из трансформатора на 22 В, выпрямителя и конденсатора 20 , последовательно в цепь присоединен диод, выполняющий роль ключа . В эту же цепь включены токовые реле и реле времени. Реле времени отключает токовое реле по истечении заданного интервала времени. В случае, если успевает сработать реле, т.е. при недостаточной температуре нагрева, включается механизированная цепь управления РТТ и технологичес- ;кое напряжение увеличивается. | Пример. Испытание способа контроля качества нагрева детали в ,ванне с электролитом проводят при мощности измерительной системы N 2,5 кВт, напряжении.Г ух 2 Р, Детали нагревают от 300 до 1100 С (см. таблицу). Измеряют время от начала охлаждения детали до уменьшения сопротивления цепи и появления в ней измерительного тока 20 А. Анализ результатов опробования способа показывает, что при температуре изделия 300°С измерительный ток протекает в цепи без временных задержек. При температуре 600 С задержка составляет 3-й с, при 80П°Г - 5-10 с, при 900°С - 15-18 с, при 950°С - 18-21 с и т.д.
Таким образом, для детали с определенной площадью нагрева и температурой имеется стабильное время от начала охлаждения до появления проводимости или исчезновения газопэрово- го слоя. Это время через специальную
измерительную систему преобразовывается в управляющий технологическим т.оком сигнал, обеспечивающий автоматизацию контроля качества.
Таким образом, простая система позволяет автоматизировать контроль качества нагрева детали управления ее температурой,
Формула изобретения
Способ контроля термической обработки стальных деталей при нагреве в ванне с электролитом, включающий подключение ванны и детали к источнику электрического тока в заданный момент времени, измерение электрических характеристик, определение температуры нагрева детали, о т л и ч а ю
щ и и с я
тем, что, с целью упрощения процесса путем управления температурой нагрева по толщине парогазового слоя вокруг охлаждаемой поверхности детали сложной формы, ванну и деталь подключают к источнику постоянного тока в момент начала охлаждения детали, з качестве электрических характеристик измеряют электросопротивления пограничного к детали слоя и электролита, а температуру нагрева определяют по времени измеренного от начала охлаждения детали до момента уменьшения электросопротивления пограничного слоя до электросопротивления электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| Способ нагрева обожженных анодов для электролиза алюминия | 2023 |
|
RU2812455C1 |
| Способ управления процессом резания | 1986 |
|
SU1393532A1 |
| Установка для нагрева изделий в электролите | 1983 |
|
SU1263716A1 |
| Автоматизированная установка нанесения гальванических покрытий | 2024 |
|
RU2833577C1 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЗУБЧАТО-КОЛЕСНЫХ ДЕТАЛЕЙ, СПОСОБ ВЫСОКОЧАСТОТНОГО КОНТРОЛЯ НАГРЕВА ЗУБЧАТО-КОЛЕСНОЙ ДЕТАЛИ, ИНДУКЦИОННАЯ ЗАКАЛОЧНАЯ УСТАНОВКА, СПОСОБ ВЫСОКОЧАСТОТНОГО РЕГУЛИРОВАНИЯ ПОДАЧИ ПИТАНИЯ И ИНДУКЦИОННО-ЗАКАЛОЧНАЯ УСТАНОВКА | 1991 |
|
RU2113773C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИТНО-РАЗРЯДНОЙ ОБРАБОТКИ | 2005 |
|
RU2320786C2 |
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2007 |
|
RU2378420C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНОЙ ЗАКАЛКИ | 1971 |
|
SU300523A1 |
| Устройство для автоматического контроля концентрации электролита | 1980 |
|
SU868508A1 |
Изобретение относится к контролю термической обработки стали и может быть использовано в машиностроении и черной металлургии при закалке деталей. Цель изобретения - упрощение процесса путем управления температурой нагрева по толщине парогазового слоя вокруг охлаждаемой поверхности детали сложной формы. Сущность изобретения заключается в том, что толщина парогазового слоя вокруг детали непосредственно зависит от температуры, а проводимость этого слоя - от толщины. Замер времени от начала охлаждения детали, т.е. когда проводимость парогазового слоя низкая, до периода резкого увеличения проводимости, т.е. уменьшения температуры до 200-300°С, полностью позволяет характеризовать начальную температуру детали и регулировать качество нагрева. 1 ил., 1 табл.
| Устройство для тампонирования скважин | 1984 |
|
SU1189999A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНОЙ ЗАКАЛКИ | 0 |
|
SU300523A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
