(21)4315401/25-27
(22)12.10.87
(46)30.05.89. Бюп. № 20
(72)А.В.Батурин и А.В.Мажорин
(53)621.961.2(088.8)
(56)Авторское свидетельство СССР
fr 239192, кл. В 21 D 28/14, 19.10.87.
(54)ШТАМП ДЛЯ МНОГОРЯДНОЙ РЕЗКИ ТОНКОЛИСТОВОГО МАТЕРИАЛА
(57)Изобретение относится к обработке материалов давлением, а именно к технологической оснастке для холодной листовой штамповки. Цель изобретения - повышение качества получаемых деталей. Штамп содержит установленные на подвижной плите 1 пуансоны 2 со скошенными рабочими торцами и размещенные между ними подпружиненные прижимы 3 и 4. На неподвижной плите 9 смонтированы матрицы 10 и подпружиненные выталкиватели 8. Штамп снабжен толкателями, жестко связанными с подвижной плитой 1, и упорами, неподвижно закрепленными на плите 9. При рабочем ходе прижимы 3 и 4 распрямляют листовую заготовку 5. При этом прижимы 4, дойдя до упоров, останавливаются, Между прижимами 4 и выталкивателями 8 образуется зазор, равный толщине заготовки. При дальнейшем опускании плиты 1 толкатели, опережая процесс резки, перемещают вниз выталкиватели 8, что предохраняет пуансоны 2 от встречного удара о выталкиватели. 2 з.п. ф-лы, 3 ил.
и
(Л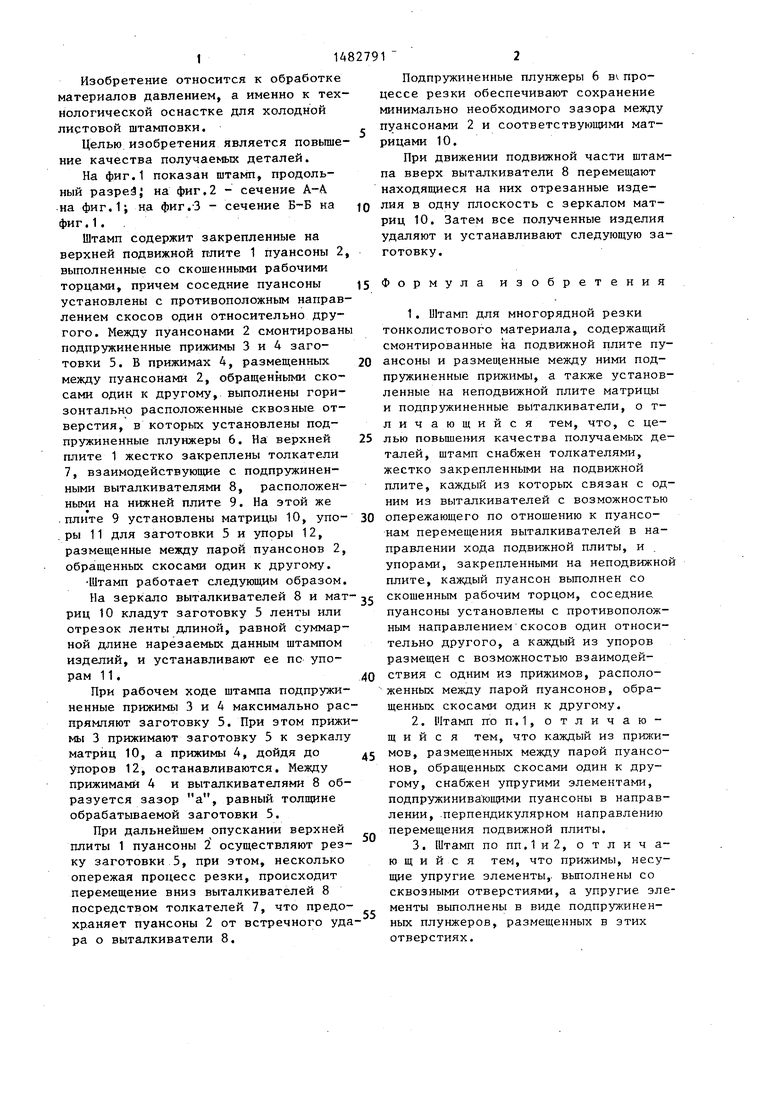
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для многорядной резки тонколистового материала | 1988 |
|
SU1613220A2 |
| Штамп для разделительных операций | 1974 |
|
SU490533A1 |
| Штамп для чистовой вырезки | 1972 |
|
SU464362A1 |
| Штамп совмещенного действия для изготовления полых деталей из листовых заготовок | 1983 |
|
SU1131576A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
Изобретение относится к обработке материалов давлением, а именно к технологической оснастке для холодной листовой штамповки. Цель изобретения - повышение качества получаемых деталей. Штамп содержит установленные на подвижной плите 1 пуансоны 2 со скошенными рабочими торцами и размещенные между ними подпружиненные прижимы 3 и 4. На неподвижной плите 9 смонтированы матрицы 10 и подпружиненные выталкиватели 8. Штамп снабжен толкателями, жестко связанными с подвижной плитой 1, и упорами, неподвижно закрепленными на плите 9. При рабочем ходе прижимы 3 и 4 распрямляют листовую заготовку 5. При этом прижимы 4, дойдя до упоров, останавливаются. Между прижимами 4 и выталкивателями 8 образуется зазор, равный толщине заготовки. При дальнейшем опускании плиты 1 толкатели, опережая процесс резки, перемещают вниз выталкиватели 8, что предохраняет пуансоны 2 от встечного удара о выталкиватели. 2 з.п.ф-лы, 3 ил.
Фие.1
Изобретение относится к обработке материалов давлением, а именно к технологической оснастке для холодной листовой штамповки.
Целью изобретения является повышение качества получаемых деталей.
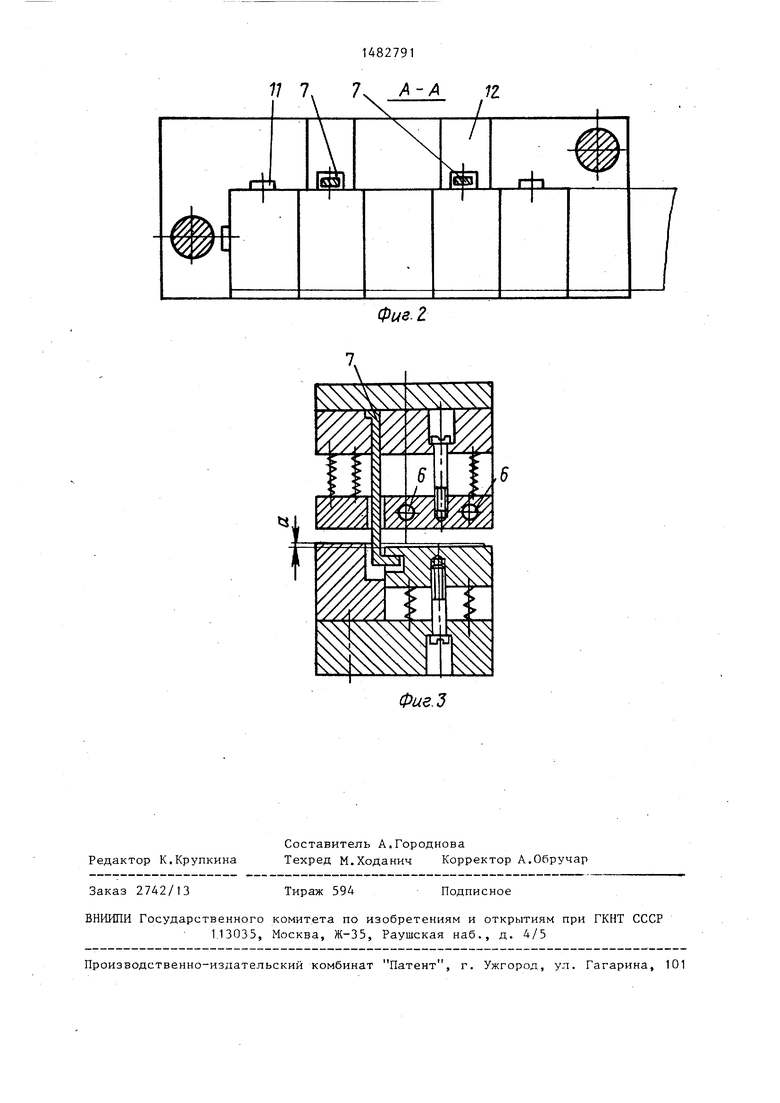
На фиг.1 показан штамп, продольный разрез j на фиг.2 - сечение А-А. на фиг,1; на фиг.З - сечение Б-Б на фиг.1.
Штамп содержит закрепленные на верхней подвижной плите 1 пуансоны 2 выполненные со скошенными рабочими торцами, причем соседние пуансоны установлены с противоположным направлением скосов один относительно другого. Между пуансонами 2 смонтированы подпружиненные прижимы 3 и 4 заготовки 5. В прижимах 4, размещенных между пуансонами 2, обращенными скосами один к другому, выполнены горизонтально расположенные сквозные отверстия, в которых установлены подпружиненные плунжеры 6. На верхней плите 1 жестко закреплены толкатели 7, взаимодействующие с подпружиненными выталкивателями 8, расположенными на нижней плите 9. На этой же плите 9 установлены матрицы 10, упоры 11 для заготовки 5 и упоры 12, размещенные между парой пуансонов 2, обращенных скосами один к другому.
Штамп работает следующим образом.
На зеркало выталкивателей 8 и мат- ,с скошенным рабочим торцом, соседние
риц 10 кладут заготовку 5 ленты или отрезок ленты длиной, равной суммарной длине нарезаемых данным штампом изделий, и устанавливают ее пс упорам 11.
При рабочем ходе штампа подпружиненные прижимы 3 и 4 максимально распрямляют заготовку 5. При этом прижимы 3 прижимают заготовку 5 к зеркалу матриц 10, а прижимы 4, дойдя до упоров 12, останавливаются. Между прижимами 4 и выталкивателями 8 образуется зазор а, равный толщине обрабатываемой заготовки 5.
При дальнейшем опускании верхней плиты 1 пуансоны 2 осуществляют резку заготовки 5, при этом, несколько опережая процесс резки, происходит перемещение вниз выталкивателей 8 посредством толкателей 7, что предохраняет пуансоны 2 от встречного удара о выталкиватели 8.
40
45
50
55
пуансоны установлены с противополож ным направлением скосов один относи тельно другого, а каждый из упоров размещен с возможностью взаимодействия с одним из прижимов, расположенных между парой пуансонов, обращенных скосами один к другому.
Подпружиненные плунжеры 6 в, процессе резки обеспечивают сохранение минимально необходимого зазора между пуансонами 2 и соответствующими матрицами 10.
При движении подвижной части штампа вверх выталкиватели 8 перемещают находящиеся на них отрезанные изделия в одну плоскость с зеркалом матриц 10. Затем все полученные изделия удаляют и устанавливают следующую заготовку.
15 Формула изобретения
5
л и ч а ю щ и лью повышения
0
пружиненные прижимы, а также установленные на неподвижной плите матрицы и подпружиненные выталкиватели, о т- й с я тем, что, с це- качества получаемых деталей, штамп снабжен толкателями, жестко закрепленными на подвижной плите, каждый из которых связан с одним из выталкивателей с возможностью опережающего по отношению к пуансонам перемещения выталкивателей в направлении хода подвижной плиты, и упорами, закрепленными на неподвижной плите, каждый пуансон выполнен со
0
5
0
5
пуансоны установлены с противоположным направлением скосов один относительно другого, а каждый из упоров размещен с возможностью взаимодействия с одним из прижимов, расположенных между парой пуансонов, обращенных скосами один к другому.
V 7, 7Ч А-А 11
Фие-Z
Фие.З
