со
шА
сл vl
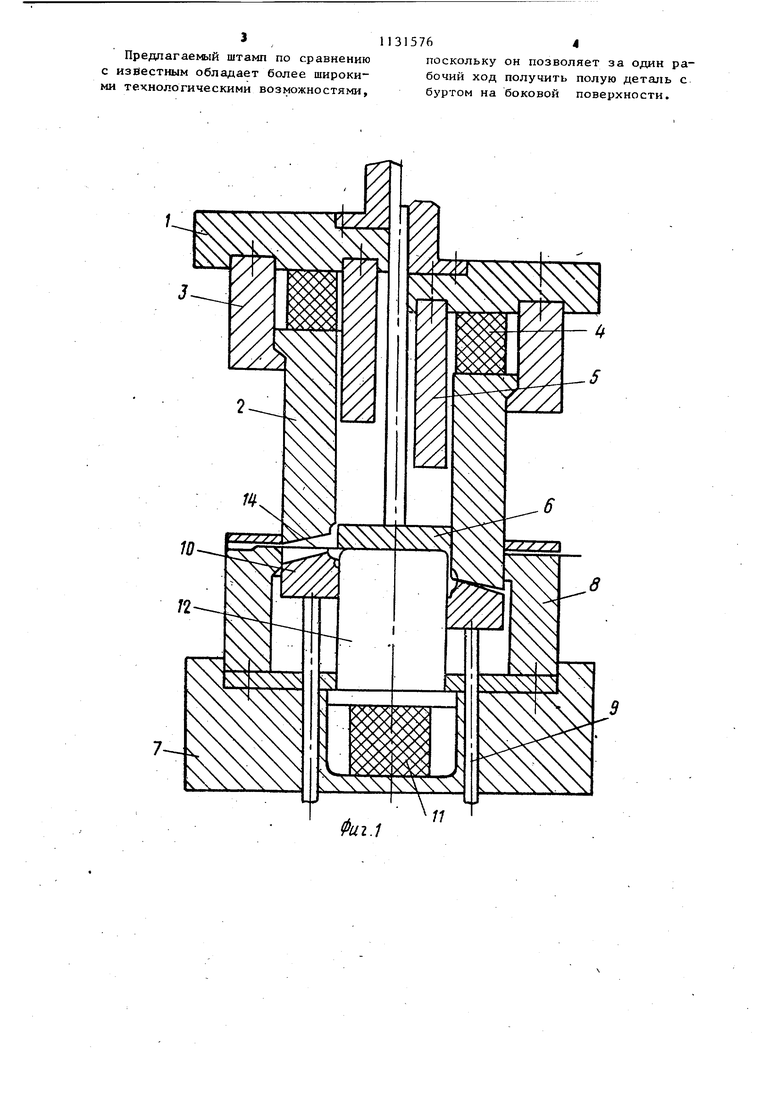
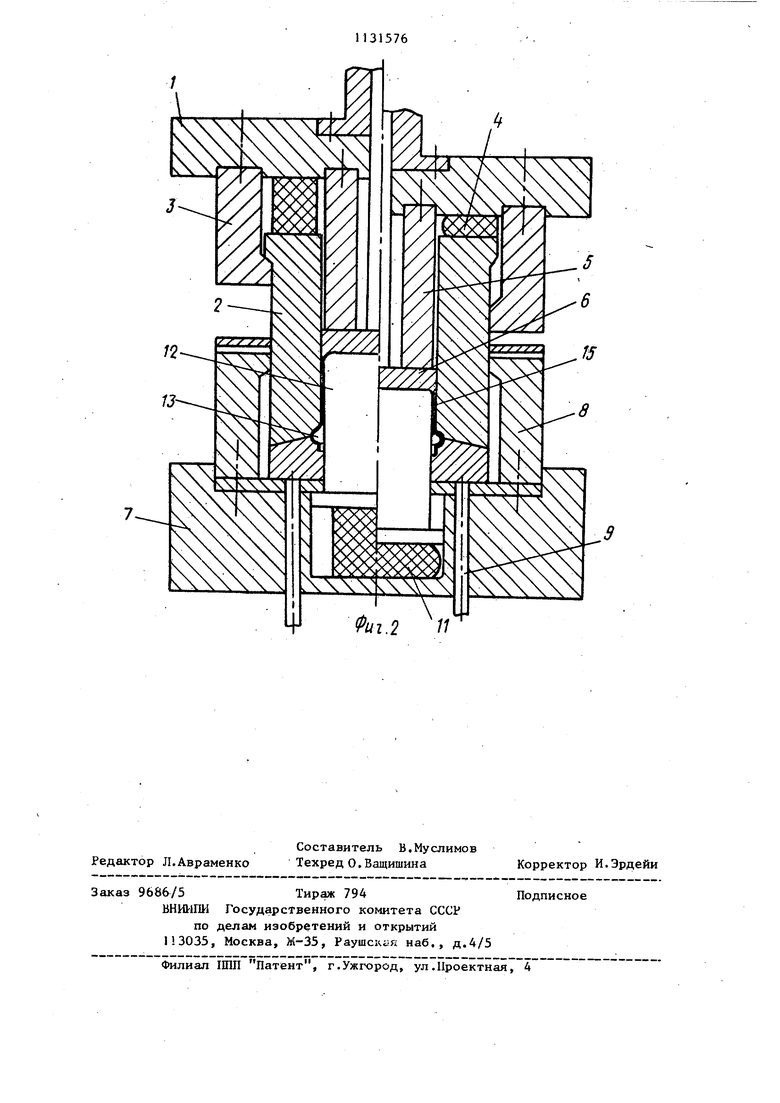
35 1 Изобретение относится к обработке металлов давлением, в частности к штамповочной оснастке. Известен штамп, содержащий подвижную и неподвижную полуматрицы, а так же оправку ij . Недостаток данного штампа - ог раниченные технологические возможности, поскольку он позволяет выпол нять только одну операцию - формооб разование пояска по контуру полой детали. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является штамп совмещенного действия для изготовления полых деталей, содержащий подвижную плиту, несущ ую полую пуансонматрицу и выталкиватель, а так же неподвижную плиту, на которой установлены вырубная матрица, полый прижим и пуансон 21 . Недостатком этого штампа являются ограниченные технологические возможности. Это обусловлено тем, что штамп позволяет выполнить только две операции: вырубку заготовки и вытяжку полой детали. На этом штампе нево можно отформовать бурт на боковой поверхности детали. Цель изобретения - расширение технологических возможностей штампа за счет формообразования наружного бурта на боковой поверхности детали. Указанная цель достигается тем, что штамп совмещенного действия для изготовления Полых деталей из листовых заготовок, содержащий подвижную плиту, несущую полую пуансонматрицу -и выталкиватель, а так же неподвижную плиту, на которой установлены вырубная матрица, полый при жим и пуансон, снабжен упругими эле ментами, размещенными между пуансо ном и неподвижной плитой, а так же между пуансон-матрицей и подвижной плитой, и жестко закрепленной на по вижной плите с возможностьюконтактирования с выталкивателем нажимной втулкой, а на внутренних боковых поверхностях пуансон-матрицы и прижимах выполнены кольцевые фигурные выемки, образующие при смыкании полость, соответствующую боковой повер ности формуемого бурта. .На фиг. 1 изображен штамп, продольный разрез слева от оси симмет762рии - начальная стадия вырубки, справа - начальная стадия вытяжки; на фиг. 2 - то же, слева от оси. симметрии - конечная стадия вытяжки, справа - окончание формования бурта. Штамп, содержит подвижную плиту I, полую пуансон-матрицу 2, связанную с плитой 1 посредством втулки 3 и подпружиненную к ней посредством уп- ругого элемента 4, выполненногО, например, из эластичного материала, жестко закрепленную на плите .1 нажимную втулку 5, расположенный в центральном отверстии плиты 1 выталкиватель 6, неподвижную плиту 7, жестко связанную с ней вырубную матри- . цу 8, связанный с буфером i (не показан) посредством толкателей 9 полый прижим 10 и подпружиненный к плите 7 посредством упругого элемента 11, выполненного, например, из эластично-, го материала, пуансон 12. На внутренних боковых поверхностях пуансон-матрицы 2 и прижима 10 выполнены кольцевые фигурные выемки, образующие при смыкании штампа полость 13 , соответствующую боковой поверхности формуемого бурта . Позицией 14 на чертеже обозначена заготовка, готовая детгшь 15. Штамп работает следующим образом. Плоскую заготовку 14 устанавли.вают на зеркало вырубкой матрицы 8. При рабочем ходе подвижная плита 1 вместе с пуансон-матрицей 2 и на имной втулкой 5 перемещается вниз, происходит вырубка заготовки 14 и вытяжка детали 15. При смыкании пуансонматрицы 2 и прижима 10 образуется кольцевая полость 13. Нажимная втулка воздействует через выталкиватель 6 на донную часть детали 15 и на пуансон 12, в результате чего упругие элементы 4 и 11 сжимаются. Край (торец) детали 15 упирается в фигурную выемку прижима-iO, происхо-, дит пластическое течение металла в полость 13 и формообразование наружного бурта на боковой поверхности детали 15,. После окончания деформирования пласта I подвижные части штампа возвращаются в исходное положение. 3 , Предлагаемый штамп по сравнению с известным обладает более широкими технологическими возможностями, 1131576Л поскольку он позволяет за один рабочий ход получить полую деталь с буртом на боковой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп совмещенного действия | 1982 |
|
SU1117103A1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп для реверсивной вытяжки | 1980 |
|
SU925484A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ .ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, содержаний подвижную плиту, несущую йолую пуансонматрицу и выталкивательj а также неподвижную плиту, на которой установлены вырубная матрица, полый прижим и пуансон, отличающийс я тем, что, с целью расширения технологических возможностей за счёт формообразования наружного бурта на боковой поверхности детали, он снабжен упругими элементами, размещенными между пуансоном и неподвижной плитой, а также между пуансоном-матрицей и подвижной плитой, и жестко закрепленной на подвижной плите ja. возможностью контактирования с выталкивателем нажимной втулкой, а на внутренних боковых поверхностях пуансона-матрицы и прижима выполнес ны кольцевые фигурные выемки, образующие при смыкании полость, соот(Л ветствующую боковой поверхности формуемого бурта. с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем, М., Машиностроение, 1975, с.121, рис | |||
| Способ отопления гретым воздухом | 1922 |
|
SU340A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
