Изобретение относится к области технологии машиностроения и может быть использовано при шевинговании зубчатых колес.
Шевингование зубчатых колес проводится после операций предварительной зубообработки (зубофрезерование, зубодолбление и другие) с целью чистовой обработки зубчатого венца и в значительной мере определяет качество деталей.
На операциях предварительного зубообразования, например зубофрезерования, вследствие образования одностороннего зазора между центрирующим элементом станочного приспособления и базовым отверстием обрабатываемых зубчатых колес, несовпадение геометрических осей планшайбы станка и приспособления, нежесткости станочной системы после проведения операции возникает радиальное биение зубчатого венца колес. Дополнительное увеличение данной погрешности наблюдается при закреплении деталей в шевинговальном приспособлении вследствие погрешности базирования. При проведении шевингования зубчатых колес, имеющих радиальное биение венца, происходит переход радиальных погрешностей в тангенциальные, вследствие чего наблюдается существенное увеличение колебания длины общей нормали венца.
Устранение колебания длины общей нормали венца шевингованных зубчатых колес известными методами окончательной зубообработки (зубохонингование, зубошлифование и др.) не представляется возможным либо из-за незначительного съема металла с поверхностей зубьев на операциях, либо из-за недостаточной величины припуска после шевингования под последующую обработку. Радиальное биение зубчатого венца легко устраняется в процессе отделки базового отверстия, например шлифование при использовании станочного приспособления для закрепления обрабатываемых деталей с достаточно высокой точностью их центрирования по боковым поверхностям зубьев.
Наибольшая точность обработки зубчатых колес в ходе технологического процесса с использованием операций отделки зубчатого венца методом свободного двухпрофильного обката, например шевингования, может быть достигнута в результате предотвращения при обработке перехода радиальных погрешностей венца в тангенциальные.
Известны устройства для центрирования зубчатых колес по базовому отверстию в приспособлениях с разжимными центрирующими элементами (Производство зубчатых колес: Справочник / С.Н.Калашников, А.С.Калашников, Г.И.Коган и др.; Под общ. ред. Б.А.Тайца. - 3-е изд., перераб. и допол. - М.: Машиностроение, 1990. - 464 с., с.55-56., рис.3.12.б) и устройство для осуществления способа центрирования зубчатого колес при шевинговании (а.с. № 1002128 от 07.03.83, МКИ B 23 Q 3/06).
Устройство с разжимными центрирующими элементами (Производство зубчатых колес: Справочник / С.Н.Калашников, А.С.Калашников, Г.И.Коган и др.; Под общ. ред. Б.А.Тайца. - 3-е изд., перераб. и допол. - М.: Машиностроение, 1990. - 464 с., с 55-56, рис.3.12.б) состоит из ступенчатой центровой оправки, на одной из ступеней которой с возможностью осевых перемещений установлены разжимные центрирующие элементы. Наружные поверхности центрирующих элементов контактируют с поверхностью базового отверстия устанавливаемого зубчатого колеса. На конце ступени размещена нажимная гайка, соприкасающаяся с торцом одного из разжимных центрирующих элементов. Перемещение нажимной гайки приводит к увеличению диаметров разжимных центрирующих элементов до размеров базового отверстия и совмещению его оси с осью центров. При дальнейшем перемещении нажимной гайки в пределах установленной упругости разжимных центрирующих элементов происходит окончательное расклинивание и закрепление зубчатого колеса на оправке. Оправка с установленным зубчатым колесом помещается в центра шевинговального станка и имеет возможность свободного вращения вокруг оси центров. При шевинговании зубчатых колес в рассматриваемом устройстве наблюдается повышение точности обработки за счет уменьшения доли радиальных погрешностей зубчатого венца, перераспределяющиеся в тангенциальные погрешности.
Однако устройство с разжимными центрирующими элементами, принятое в качестве аналога, имеет ряд недостатков. Данное устройство имеет существенные ограничения по степени достижимой точности центрирования, поскольку базовые отверстия устанавливаемых зубчатых колес имеют значительные погрешности формы, полученные на операциях предыдущей обработки. Кроме того, принятая в устройстве схема базирования зубчатых колес по отверстию не позволяет компенсировать радиальные погрешности зубчатого венца, образованные на операциях предварительной зубообработки. Рассмотренное устройство имеет также и собственную погрешность центрирования, характерную для разжимных центрирующих приспособлений, обусловленную неодинаковой жесткостью и степенью разжима центрирующих элементов, что приводит к увеличению погрешности установки обрабатываемых деталей при их зажиме. Дополнительное снижение точности обработки в данном устройстве происходит вследствие биения центров шевинговального станка. Данные недостатки устраняются в заявленном устройстве.
За прототип принято устройство для осуществления способа центрирования зубчатых колес по а.с. №1002128.
Устройство состоит из корпуса с неподвижным центром и кронштейна с подвижным центром, между которыми устанавливается оправка с зубчатым колесом. В корпусе образована полость, которая закрыта запрессованной тонкостенной втулкой, соосной с центрами. Данная полость заполнена гидропластмассой, в результате чего при увеличении ее давления происходит деформирование тонкостенной втулки. Втулка контактирует с центрирующими роликами, размещенными во впадинах зубчатого колеса. Уменьшение диаметра тонкостенной втулки приводит к обжатию установленного зубчатого колеса по делительной поверхности и совмещению оси его делительной поверхности с осью центров. Затем производится закрепление зубчатого колеса на оправке при помощи гайки. При шевинговании зубчатых колес, установленных в рассматриваемом устройстве, наблюдается значительное повышение точности обработки за счет устранения перераспределения радиальных погрешностей зубчатого венца в тангенциальные. Эти преимущества рассматриваемого устройства характерны и для заявляемого устройства.
Однако устройство по а.с. №1002128, принятое в качестве прототипа, имеет недостатки. Устройство предназначено для использования только центрирующих оправок и обеспечивает установку зубчатых колес на оправке лишь вне станка, что не позволяет компенсировать погрешности станочной системы, например биение центров. Кроме того, для рассматриваемого устройства свойственна существенная по величине систематическая погрешность центрирования зубчатых колес, обусловленная неравномерными деформациями тонкостенной центрирующей втулки и погрешностями формы центрируемых зубчатых венцов, образованных на операциях предварительной зубообработки. Данные недостатки устраняются в заявляемом устройстве.
Для повышения точности шевингования зубчатых колес центрирующие элементы выполнены в виде зубчатых колес-эталонов, имеющих кинематическую связь с шевером. Зубчатые колеса-эталоны совместно с шевером образуют единую центрирующую систему. В направлении оси базируемого зубчатого колеса для ограничения смещений установлены упорные втулки.
На чертеже показана схема устройства.
Устройство состоит из устанавливаемого на столе 1 шевинговального станка корпуса 2, на стойках 3 которого с возможностью свободного вращения симметрично относительно оси шевера 4 размещены зубчатые колеса-эталоны 5. Зубчатый венец обрабатываемого зубчатого колеса 6 устанавливается на зубчатые колеса-эталоны 5 и одновременно контактирует с шевером 4. В центровых бабках шевинговального станка с возможностью вращения размещены упорные втулки 7, между торцами которых расположено обрабатываемое колесо 6. Одна из упорных втулок 7 имеет возможность осевого перемещения, вторая - неподвижна.
Устройство работает следующим образом. Обрабатываемое зубчатое колесо 6 устанавливается на зубчатые колеса-эталоны 5 до соприкосновения с торцом неподвижной упорной втулки 7. При включении привода зажимной центрирующей бабки происходит перемещение подвижной упорной втулки 7 до касания с торцом обрабатываемого зубчатого колеса 6, в результате чего обеспечивается необходимая его ориентация в осевом направлении. После включения шевинговального станка происходит вертикальный подъем вверх стола 1 с установленным устройством, в результате чего осуществляется одновременным центрирование и закрепление обрабатываемого зубчатого колеса 6 между шевером 4 и зубчатыми колесами-эталонами 5. В процессе шевингования приводом станка производится принудительное вращение шевера 4, вращательное движение которого передается кинематически связанным с ним обрабатываемому зубчатому колесу 6 и зубчатым колесом-эталоном 5. Остальные рабочие движения аналогичны обычному шевингованию. Возможные осевые смещения обрабатываемого зубчатого колеса 6 в ходе обработки ограничиваются упорными втулками 7.
Заявляемое устройство путем реализации непосредственного центрирования обрабатываемого центрирующего колеса по венцу между шевером и зубчатыми колесами-эталонами позволяет полностью предотвратить перераспределение образованных на предшествующих операциях зубообработки радиальных погрешностей зубчатого венца в трудноустранимые тангенциальные, например колебания длины общей нормали. Кроме того, данное устройство обеспечивает высокую собственную точность центрирования, поскольку не содержит упругих деформируемых элементов, а погрешность формы венца обрабатываемого зубчатого колеса практически полностью устраняются после первых 1-2 двойных ходов. Заявляемое устройство не содержит центрирующих оправок, что позволяет снизить трудоемкость процесса установки детали, а также автоматизировать подачу детали в рабочую зону станка и вывода из нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Способ центрирования зубчатых колес при шевинговании | 1981 |
|
SU1002128A1 |
| Устройство к зубошевинговальному станку | 1990 |
|
SU1787713A1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| Устройство для установки цилиндрических зубчатых колес на зубошевинговальном станке | 1991 |
|
SU1808543A1 |
| Устройство для шевингования цилиндрических зубчатых колес | 1978 |
|
SU730501A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2152850C1 |
| Способ контроля погрешностей формы венца зубчатых колес | 1988 |
|
SU1608417A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
Изобретение относится к области технологии машиностроения, обработке резанием. Устройство содержит центрирующие элементы для базирования зубчатого колеса и упорные втулки. Для повышения точности обработки центрирующие элементы выполнены в виде зубчатых колес - эталонов, посредством базируемого зубчатого колеса кинематически связанных с шевером. 1 ил.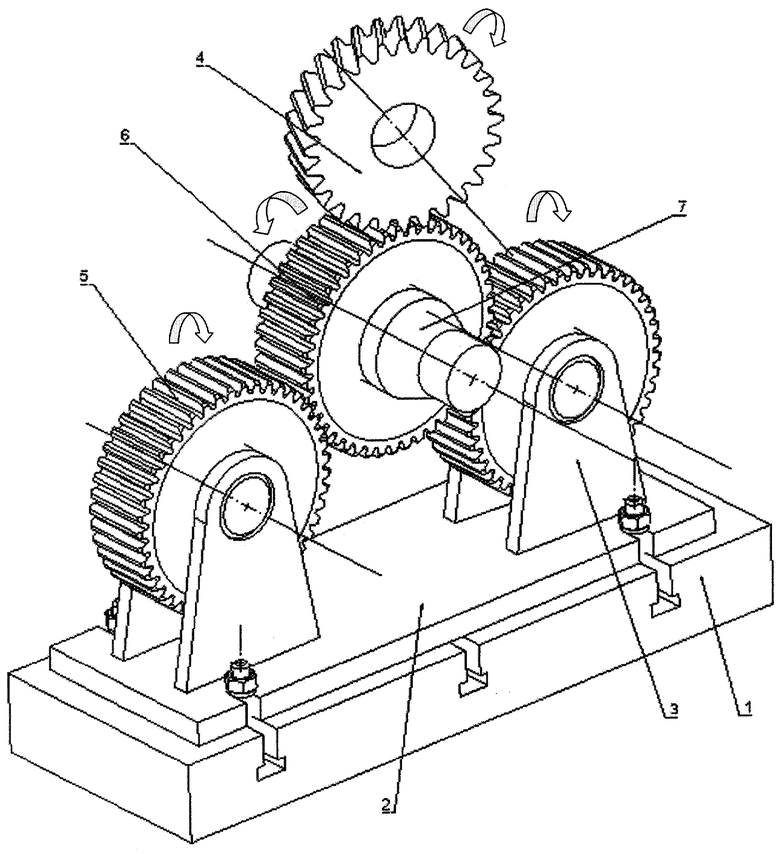
Устройство для центрирования зубчатых колес при шевинговании, содержащее центрирующие элементы для базирования зубчатого колеса и упорные втулки, отличающееся тем, что центрирующие элементы выполнены в виде зубчатых колес - эталонов, посредством базируемого зубчатого колеса кинематически связанных с шевером.
| СПОСОБ ИЗМЕРЕНИЯ ЕМКОСТИ С ПОТЕРЯМИ | 1998 |
|
RU2137146C1 |
| Способ центрирования зубчатых колес при шевинговании | 1981 |
|
SU1002128A1 |
| Устройство для установки цилиндрических зубчатых колес на зубошевинговальном станке | 1991 |
|
SU1808543A1 |
| Установка для утилизации избыточной энергии природного газа | 1988 |
|
SU1576806A1 |

