Изобретение относится к чистовой обработке эвольвентных зубьев зубчатых колес и может быть использовано в машиностроении, в автотракторостроении, при производстве сельскохозяйственных машин, в ремонтных мастерских и индивидуальными предпринимателями для снижения шероховатости рабочих поверхностей бочкообразных зубьев или придания бочкообразной формы обрабатываемым зубьям.
Бочкообразная форма зубьев снижает шум зубчатых передач, устраняет тенденцию к угловому контакту при повышенных нагрузках и перекосе осей (Часовников Л.Д. Передачи зацеплением. - М.: Машиностроение, 1969. С.140…141). Уменьшение шероховатости поверхностей зубьев позволяет снизить износ зубьев и повысить допускаемое контактное напряжение σHP за счет увеличения коэффициента шероховатости ZR с 0,9 до 1 (Зубчатые передачи: Справочник / Е.Г.Гинзбург, Н.Ф.Голованов, Н.Б.Фирун, Н.Т.Халебский; Под общ. ред. Е.Г.Гинзбурга - Л.: Машиностроение. Ленингр. отд-ние, 1980. - C.245, 263, 264), что в итоге повышает долговечность зубчатых передач.
Известны дисковые шеверы, выполняемые в виде цилиндрических зубчатых колес, на рабочих поверхностях которых имеются канавки с острыми режущими кромками. При этом зубоотделочная обработка осуществляется методом обкатки. В процессе шевингования происходит периодически реверсируемое вращение шевера, вращение обрабатываемого колеса (оно находится в беззазорном зацеплении с шевером), осевые движения обрабатываемого колеса в пределах ширины шевера. Для отделки бочкообразных зубьев вводят качание стола или применяют облегающие шеверы (Гулида Э.Н. Технология отделочных операций зубообработки цилиндрических колес. - Львов: “Вища школа”, 1977. - С.22-26).
Известны абразивные или алмазные зубчатые хоны, выполняемые в виде цилиндрических зубчатых колес (прямозубых или косозубых), на боковых поверхностях зубьев которых размещается абразивный или алмазный материал. При зубохонинговании также происходит взаимная обкатка обрабатываемого колеса и хона со скрещивающимися осями, в результате которой за счет взаимного скольжения сопряженных профилей с рабочей поверхности зуба колеса снимается слой материала. Обработка зубьев зубчатого колеса производится при обкатке с хоном с усилием резания при одновременных возвратно-поступательных перемещениях хона вдоль оси зубчатого колеса. В качестве смазывающе-охлаждающей жидкости используют масло веретенное, сульфофрезол и др. Припуск под хонингование по толщине зуба принимают в пределах 0,03…0,10 мм. Угол скрещивания осей находится в пределах 5…30° (там же, с.33-35).
Отличительными признаками данных аналогов являются применение облегающего контура в продольном сечении зубьев инструмента и расположение на их рабочих поверхностях абразивного или алмазного материала.
Недостатком существующих аналогов является их сложность, связанная с необходимостью изготовления специальных облегающих шеверов или хонов, или применения специальных приспособлений или станков со сложной кинематической схемой, которая еще более усложняется при введении механизма качания стола. Это затрудняет возможность отделки зубьев с продольной модификацией (бочкообразных зубьев) на малых предприятиях в условиях единичного или мелкосерийного производства.
Наиболее близким к заявленному изобретению по технической сущности является алмазно-металлическая сборная хон-рейка, профиль рабочих поверхностей зубьев которой выполнен прямолинейным с углом исходного контура, равным углу зацепления. Алмазоносный слой расположен на рабочих поверхностях зубьев. Зубья набраны в кассету и закреплены губками. Требуемая точность изготовления хон-рейки достигается путем шлифования всех поверхностей зубьев рейки, включая и поверхность алмазного слоя. Обработка зубьев зубчатых колес происходит в результате скольжения боковых поверхностей зубьев хон-рейки по боковым поверхностям обрабатываемого зубчатого колеса при его обкатке с усилием резания по рейке. Угол наклона зуба хон-рейки выбирают таким, чтобы угол скрещивания осей при хонинговании составлял 20…30° (там же, с.113-115). При отделке прямозубых колес угол скрещивания равен углу наклона линии зуба хон-рейки. Применение такой хон-рейки при отделке бочкообразных зубьев зубчатых колес возможно, если рабочие поверхности зубьев хон-рейки будут прошлифованы как корсетообразные зубья с заданным радиусом продольной кривизны (как зубья облегающего шевера: толщина зубьев у торцов больше, чем в середине их длины).
Отличительными признаками прототипа являются сборность конструкции инструмента, наличие рабочих элементов в виде зубьев с абразивным или алмазным слоем, а также наличие устройства их крепления.
Недостатком данного устройства является его узкие технологические возможности, ограниченные лишь одним значением величины бочкообразности зубьев обрабатываемого колеса. Это затрудняет возможность отделки бочкообразных зубьев на малых предприятиях в условиях единичного или мелкосерийного производства.
Задача изобретения - расширение технологических возможностей инструмента для отделки рабочих поверхностей бочкообразных зубьев зубчатых колес с разной стрелой бочкообразности при использовании более простой кинематической схемы станка или приспособления (без качания стола).
Для решения указанной задачи предлагаемый инструмент содержит упругие рабочие элементы, на поверхности которых расположены абразивные или алмазные материалы, а продольные оси упругих рабочих элементов изгибаются на величину требуемой модификации в условиях продольно-поперечного изгиба под действием давления зубьев и сжатия или растяжения со стороны деталей крепления. Меняя силы сжатия или растяжения упругих элементов, легко достигают изменение формы рабочей поверхности по длине и обеспечивают необходимый вид продольной модификации обрабатываемых зубьев. Для повышения производительности инструмента в качестве упругих элементов может быть использована движущаяся бесконечная лента.
Техническим результатом изобретения является расширение арсенала технических средств для отделочной обработки бочкообразных зубьев зубчатых колес или для продольной модификации зубьев.
При проведении патентных исследований не обнаружены технические решения, раскрывающие сущность заявленного технического решения, следовательно, предложенное техническое решение соответствует критерию “новизна”. Новым в устройстве является применение в качестве зубьев инструмента упругих рабочих элементов, которые изгибаются на требуемую величину бочкообразности обрабатываемых зубчатых колес; новым является использование схемы продольно-поперечного изгиба бруса и регулирование величины прогиба за счет силы сжатия или растяжения рабочих упругих элементов с учетом бокового давления обрабатываемых зубьев; новым является использование движущейся бесконечной ленты в качестве зубьев хон-рейки.
Сущность изобретения не следует для специалиста явным образом из современного уровня техники, поскольку общепризнанным является необходимость обеспечения высокой жесткости инструмента. Это позволяет сделать вывод о его соответствии критерию “изобретательский уровень”.
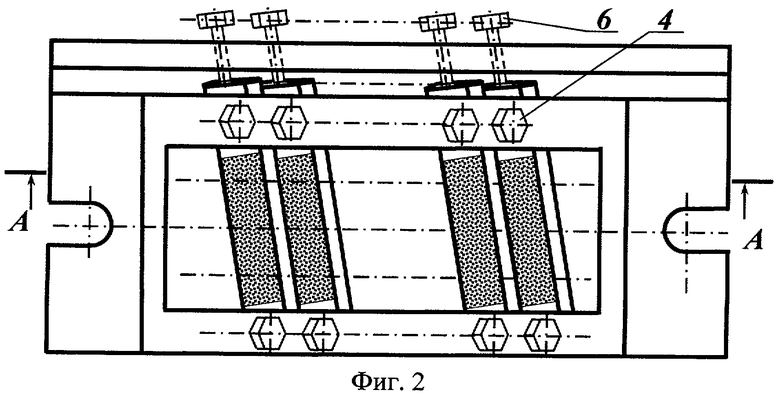
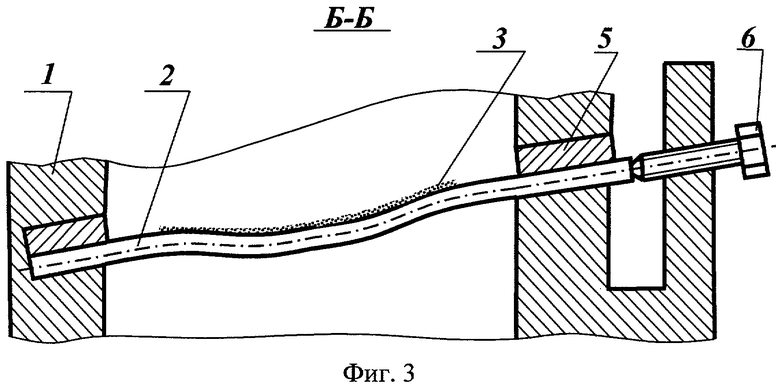
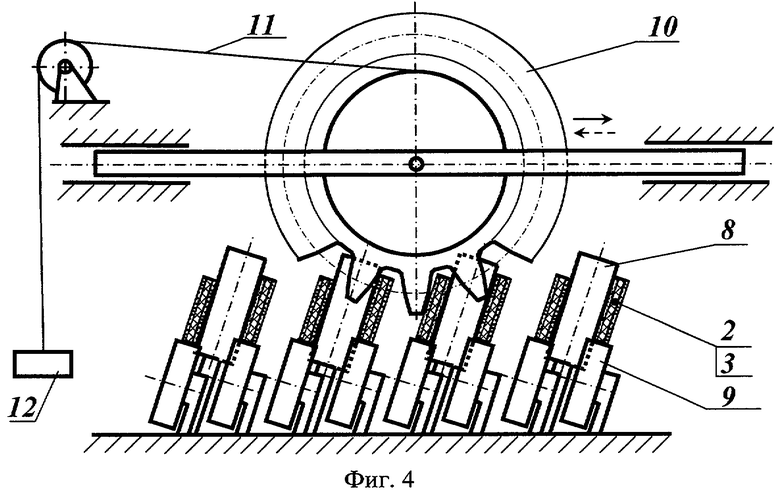
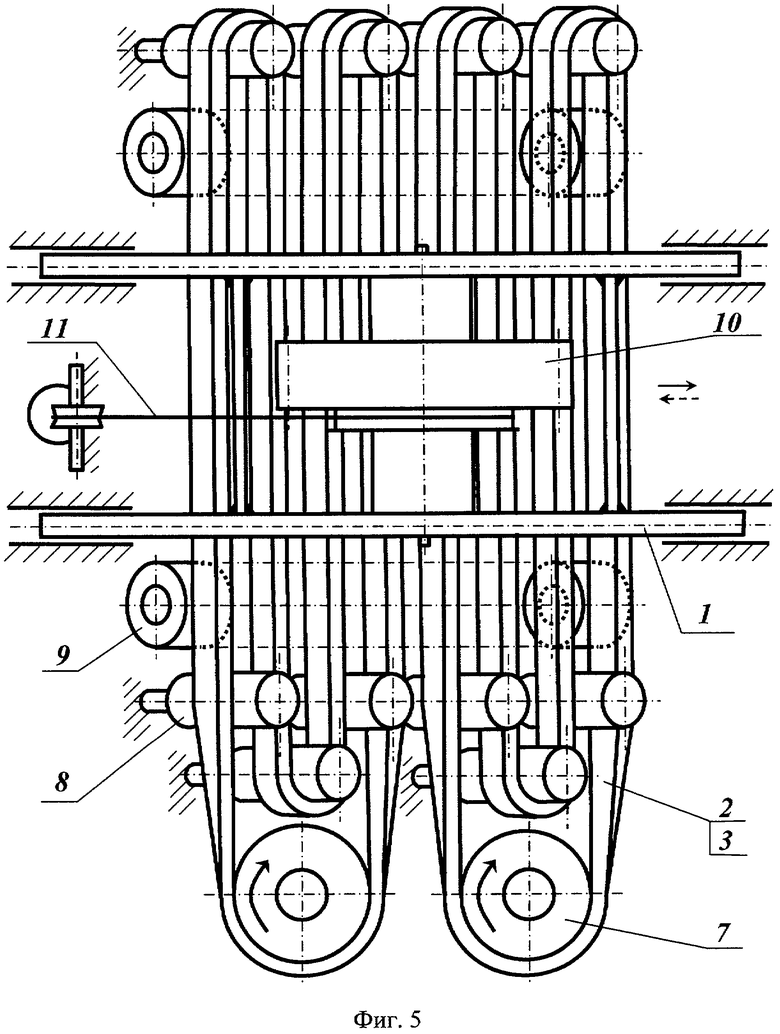
На фиг.1 и 2 изображен вид инструмента. На фиг.3 показан вариант крепления и изгиба упругих элементов. На фиг.4 показана схема зубоотделки, где в качестве упругого элемента использована движущаяся бесконечная лента, а на фиг.5 показан вариант исполнения инструмента по данной схеме.
Инструмент содержит корпус 1, упругие элементы 2 с абразивным или алмазным слоем 3, крепежные винты 4, клинья 5, установочные винты 6. В случае применения в качестве упругого элемента движущейся бесконечной ленты, она устанавливается на шкивах 7 и направляющих роликах 8 и 9 (фиг.5, 4).
Инструмент выполняется следующим образом. Берут стальную полосу прямоугольного поперечного сечения, ширина которой не менее высоты зубьев обрабатываемого колеса, а толщина меньше минимальной ширины обрабатываемых впадин. Стальную полосу разрезают по длине на пластины, длина которых определяется шириной конструкции инструмента. На рабочую поверхность пластин 2 известным способом (напайкой, приклеиванием и др.) наносят абразивный или алмазоносный слой 3. Число пластин 2 может превышать число зубьев обрабатываемого колеса. Расстояние между рабочими поверхностями соседних пластин равно πm, где m - модуль обрабатываемого зубчатого колеса. Пластины располагаются в корпусе 1 с наклоном 5…30° в плане. Таким образом, рабочие поверхности пластин воспроизводят рабочие поверхности косозубой зубчатой рейки.
Пластины 2 крепятся в корпусе 1 так, чтобы их продольная ось была изогнута на величину стрелки бочкообразности, которую необходимо обеспечить в результате отделки зубьев колес. Изгиб пластин выполняется по известной из курса сопротивления материалов схеме продольно-поперечного изгиба бруса при одновременном воздействии осевой сжимающей или растягивающей силы и перерезывающей силы, перпендикулярной продольной оси бруса (Дарков А.В., Шпиро Г.С. Сопротивление материалов: Учебник для втузов. - М.: Высш. школа, 1975. С.510…520). Для этого пластины 2 помещаются в наклонные пазы корпуса 1 и слегка поджимаются винтами 4 через клинья 5 (фиг.3, 1). Затем производится изгиб пластин путем их осевого сжатия установочными винтами 6 при одновременном боковом давлении, имитирующем давление зубьев в процессе обработки. Для осуществления бокового давления при одновременном контроле величины изгиба пластин можно применить шаблон, рабочая поверхность которого очерчена радиусом, соответствующим продольной кривизне бочкообразного зуба. Форму изогнутых указанным способом пластин 2 фиксируют путем их крепления в пазах корпуса 1 клиньями 5 при окончательном закручивании крепежных винтов 4. Угол наклона пазов корпуса от их вертикального положения равен углу исходного контура обрабатываемых зубьев (обычно это 20°). Изгиб пластин должен происходить в пределах упругих деформаций, стрела прогиба обычно составляет 0,05…0,1 мм.
Упругие рабочие элементы могут устанавливаться враспор, упираясь своими торцами в неглубокие пазы в корпусе инструмента. Таким образом можно воспроизвести шарнирное крепление рабочих элементов.
С целью обеспечения высокой производительности при сохранении простой кинематической схемы отделочной обработки бочкообразных зубьев предлагается вариант конструкции инструмента, где в качестве упругих рабочих элементов 2 применена движущаяся бесконечная лента (фиг.4, 5). Лента может представлять собой плоский ремень плоскоременной передачи, на внешней и внутренней стороне которого нанесен абразивный материал. В этом случае для крепления рабочих элементов 2 и придания им движения используют шкивы 7 и направляющие ролики 8 и 9, а изогнутая форма продольных линий рабочих элементов определяется усилием натяжения ленты и усилием поджатия обрабатываемого зуба к ее поверхности. При этом лента должна иметь достаточную жесткость с тем, чтобы прямолинейный профиль ее поперечного сечения сохранялся (лента не должна облегать обрабатываемый зуб по его высоте).
Процесс зубоотделки осуществляется следующим образом. Если число упругих рабочих элементов инструмента больше числа зубьев обрабатываемого колеса, как минимум на два, то обработка всех зубьев колеса осуществляется с одной установки. Для этого зубчатое колесо закрепляют в центрах, а инструмент устанавливают на столе приспособления и вводят в зацепление с обрабатываемым колесом с некоторым усилием поджатия. Для обеспечения неизменного усилия поджатия можно использовать многовитковые спиральные или винтовые пружины или другие известные способы. В процессе обработки стол с инструментом совершает возвратно-поступательные движения и приводит во вращение обрабатываемое колесо. Результат достигается при многократном реверсируемом обкатывании колеса по инструменту с усилием поджатия зубьев к рабочей поверхности. Таким образом, схема обработки аналогична известной схеме шевингования шевер-рейкой (Калашников А.С. Технология изготовления зубчатых колес. - М.: Машиностроение, 2004 - С.263).
Количество упругих рабочих элементов инструмента может быть меньше числа зубьев обрабатываемого колеса. В этом случае периодически по окончании обработки нескольких зубьев колесо отводят от инструмента, производят доворот зубчатого колеса на угол сектора обработанных зубьев, после чего зубчатое колесо вновь вводят в зацепления с инструментом. Таким образом в рабочее зацепление с инструментом входят следующие зубья, и процесс обработки продолжается. Инструмент может иметь всего один упругий рабочий элемент. В этом случае процесс повторяется столько раз, сколько зубьев на обрабатываемом колесе.
В случае использования движущейся бесконечной ленты в качестве упругого рабочего элемента (фиг.4, 5) процесс отделочной обработки осуществляется при медленном обкатывании колеса 10 по инструменту с возможным реверсированием направления обкатки (показано стрелками). В этом случае для задания необходимого усилия поджатия можно использовать силу тяжести грузов 12, прикрепленных с помощью нити 11 к обрабатываемому колесу (нить намотана на ступицу колеса или на ось, на которой крепится обрабатываемое зубчатое колесо). Высокая производительность отделочной обработки в данном случае обеспечивается большими скоростями скольжения рабочих поверхностей ленты по обрабатываемым поверхностям зубьев.
Предлагаемый инструмент может быть применен и для придания бочкообразной формы зубьям в процессе отделочной обработки зубчатых колес. Продольная модификация обрабатываемых зубьев достигается на начальных периодах обработки вследствие изогнутости рабочих поверхностей заявленного инструмента. Первоначальный контакт зуба с инструментом происходит по краям зуба у его торцов, при этом все усилие прикладывается на малые участки, обработка происходит с интенсивным снятием металла: зуб приобретает бочкообразную форму. В результате происходит увеличение площади пятна контакта зуба с инструментом, что при неизменном усилии поджатия ведет к снижению интенсивности распределенной нагрузки и к замедлению процесса съема металла с поверхности зуба: происходит “заглаживание” его поверхности. Размещая зубчатый венец колеса ближе к какой-либо опоре упругих элементов, достигается несимметричная продольная модификация зуба.
Применение инструмента позволяет в условиях единичного или мелкосерийного производства при малых затратах времени и средств на его изготовление и использование выполнять разного вида продольную модификацию зубьев зубчатых колес (обеспечивающую снижение шума и недопущение кромочного контакта при возникающих в процессе эксплуатации перекосах осей) при одновременном снижении шероховатости их рабочих поверхностей, тем самым снизить скорость износа и повысить долговечность зубчатых передач.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212318C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ С ОСЦИЛЛЯЦИЕЙ | 2004 |
|
RU2273553C1 |
| УПРУГИЙ ИНСТРУМЕНТ ДЛЯ ЗУБОХОНИНГОВАНИЯ | 2004 |
|
RU2265502C1 |
| УСТРОЙСТВО ДЛЯ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2219019C2 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Инструмент для отделочной обработки зубчатых колес | 1978 |
|
SU891278A1 |
| СПОСОБ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2212987C1 |
| АБРАЗИВНЫЙ ШЕВЕР | 1970 |
|
SU288518A1 |
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
Изобретение относится к области металлообработки, в частности к инструментам для обработки зубьев зубчатых колес. Инструмент выполнен в виде сборной хон-рейки, содержащей упругие рабочие элементы, на поверхности которых расположены абразивные или алмазные материалы. Упругие рабочие элементы изогнуты в направлении продольной оси на величину требуемой бочкообразности в условиях продольно-поперечного изгиба под действием давления зубьев и сжатия или растяжения со стороны деталей крепления. В качестве упругих элементов может быть использована движущаяся бесконечная лента. Изобретение обеспечивает расширение технологических возможностей инструмента для отделки рабочих поверхностей зубьев зубчатых колес с различными величинами бочкообразности при использовании простой кинематической схемы станка или приспособления. 1 з.п ф-лы., 5 ил.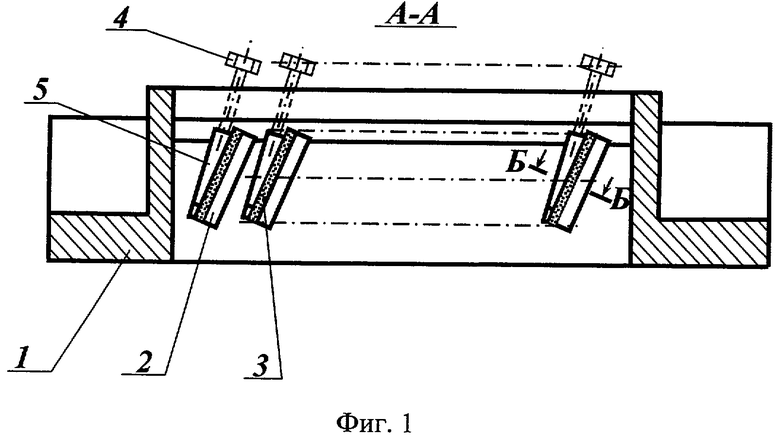
1. Инструмент для отделочной обработки бочкообразных зубьев цилиндрических зубчатых колес методом свободной обкатки, содержащий рабочие элементы, на поверхности которых расположены абразивные или алмазные материалы, и детали их крепления, отличающийся тем, что рабочие элементы выполнены упругими, а их продольные оси изогнуты на величину требуемой бочкообразности в условиях продольно-поперечного изгиба под действием давления зубьев и сжимающих или растягивающих сил деталей крепления.
2. Инструмент по п.1, отличающийся тем, что в качестве упругого рабочего элемента использована движущаяся бесконечная лента.
| Гулида Э.Н | |||
| Технология отделочных операций зубообработки цилиндрических колес | |||
| - Львов: Вища школа, 1977, с.113-115 | |||
| Зубофрезерный станок | 1989 |
|
SU1773606A1 |
| Способ обработки бочкообразных зубьев | 1988 |
|
SU1683912A2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ С БОЧКООБРАЗНОЙ ФОРМОЙ ЗУБА | 1991 |
|
RU2019370C1 |

