1
Изобретение относится к устройствам для точечной дуговой сварки с импульсным дозированием тепловой энергии, вводимой в изделие, и может быть использовано во всех отраслях народного хозяйства.
В химической, энергетической, авиа-, автомобиле-, вагоностроении, в жилищном строительстве и других отраслях народного хозяйства широко используются различного рода тонкостенные металлические облицовки которые приваривают к корпусным конструкциям точечной дуговой сваркой. В последнее время при монтаже ответственных конструкций используется точечная дуговая сварка неп лавящимся электродом в средезащитных газов.
Известны пистолеты для точечной дуговой сварки, содержащие корпус, пневмоцилиндр, ползун, сварочную головку, систему управления процессом сварки 1.
При использовании этих пистолетов время сварки устанавливается предварительно и поддерживается постоянным в процессе сварки.
Качество при сварке на подобных установках хорошее, однако электросхемы их
сложны, громоздки, выходят часто из строя и имеют высокую стоимость.
Известны пистолеты для точечной сварки, содержащие корпус, электрод, опорное сопло, камеру для защитного газа, систему контроля глубины провара, в которых с помощью фотоэлементов, направленных на зону провара, регулируют размеры проплавления 2 и 3.
При сварке на таких установках обеспечивается высокое качество швов, но из-за сложности значительно возрастает их стоимость.
Наиболее близким по технической сушности и достигаемому результату к изобретению является пистолет для точечной дуговой сварки, содержащий корпус, изолированное от корпуса сопло, в котором закреплен держатель неплавящегося электрода, пневмоцилиндр, камеру для загЦитного газа, а также электрическую схему управления процессом сварки, обеспечивающую два импульсам сварочного тока, различной длительности 4.
Недостатком этого пистолета является сложность лектросхемы, управляющей циклом и обеспечивающей импульсы сварочного
тока. Это в свою очередь снижает надежность и повышает стоимость пистолета.
Для упрощения электрической схемы управления и повышения надежности работы пйстолета предлагаемый пистолет, содержащий корпус, опорное изолированное от корпуса сопло, в котором закреплен электрододержатель, а также электрическую схему управления процессом сварки, снабжен жестко закрепленным в сопле и связанным со схемой управления держателем, в отверстии которого под углом к оси электрододержателя установлен стержень, на одном конце которого смонтирован тарельчатый экран с эллипсными отверстиями по периметру, а на другом - косозубая щестерня, при этом в корпусе пистолета установлен пружинный демпфер с дросселирующим отверстием, имеющим регулируемое проходное сечение, а на демпфере закреплена рейКа, зацепленная с косозубой шестерней.
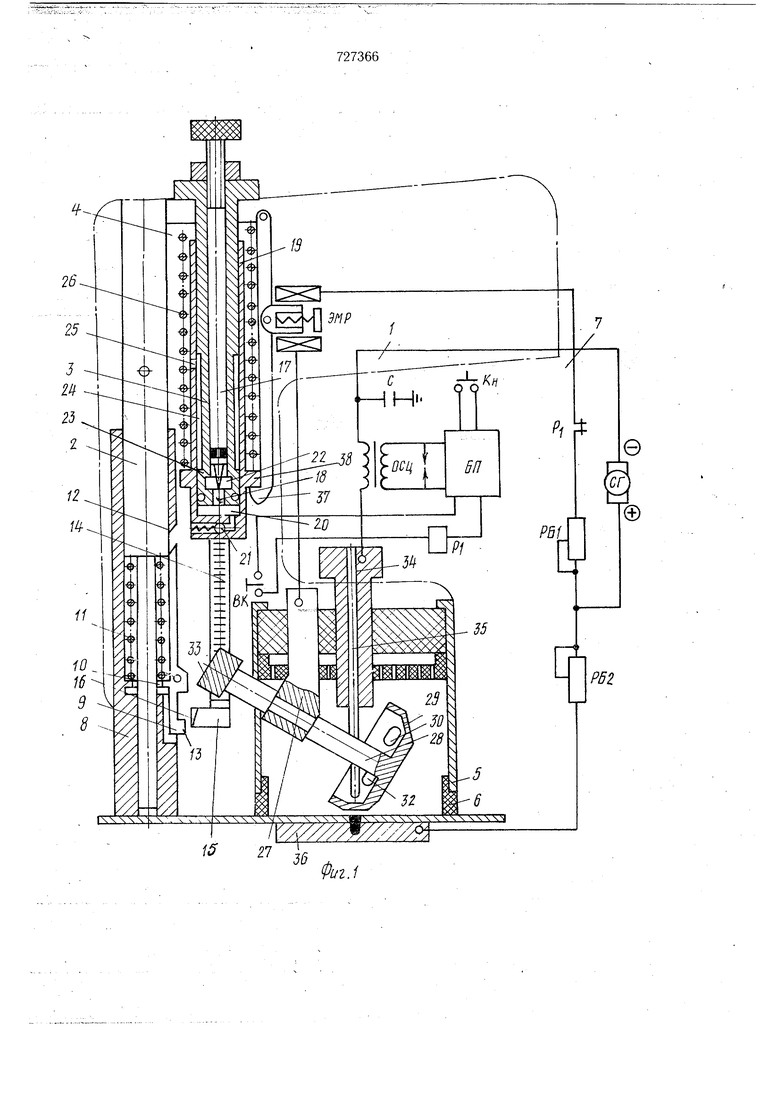
На фиг. 1 изображен предлагаемый пистолет, общий вид; на фиг. 2 дана схема расположения отверстий на тарельчатом экране; на фиг. 3 - циклограмма процесса сварки.
Пистолет состоит из корпуса 1, на котором закреплены направляющая 2 взводного устройства, крышка 3 пружинного демпфера 4, опорное сопло 5, изолированное от корпуса 1 втулкой 6, а также схема 7 управления процессом сварки.
На направляющей 2 подвижно установлен толкатель 8 с щарнирно установленным на нем поводком 9, выступ 10 которого взаимодействует с пружиной II, при этом толкатель 8 выполнен со скосом 12, а поводок - с крючком 13.
На демпфере 4 закреплена рейка 14, выполненная с выступом 15, имеющим скос 16.
Внутри крышки 3 демпфера 4 помещена игла 17 регулировки проходного сечения дросселирующего отверстия 18, выполненного в крыщке 3. Между корпусом 19 и крышкой 3 образована полость 20, сообщающаяся с атмосферой с одной стороны , через клапан 21, а с другой стороны - через отверстие 18, полость 22, отверстие 23 в крышке 3, полость 24 и отверстие 25 в корпусе 19. Корпус 19 подпружинен пружиной 26 относительно корпуса 1. В опорном. сопле 5 жестко закреплен держатель 27, в отверстии которого установлен стержень 28 на одном конце которого смонтирован тарельчатый экран 29 с эллипсными отверстиями 30, 31 и 32, расположенными по его периметру, а на другом - косозубая щестерня 33. В сопле 5 закреплен электрододержатель 34 с неплавящимся электродом 35. Стержень 28 расположен под углом к оси электрододержателя 34. Косозубая щестерня 33 находится в зацеплении с рейкой 14. В тарельчатом экране 29 эллипсные отверс727366
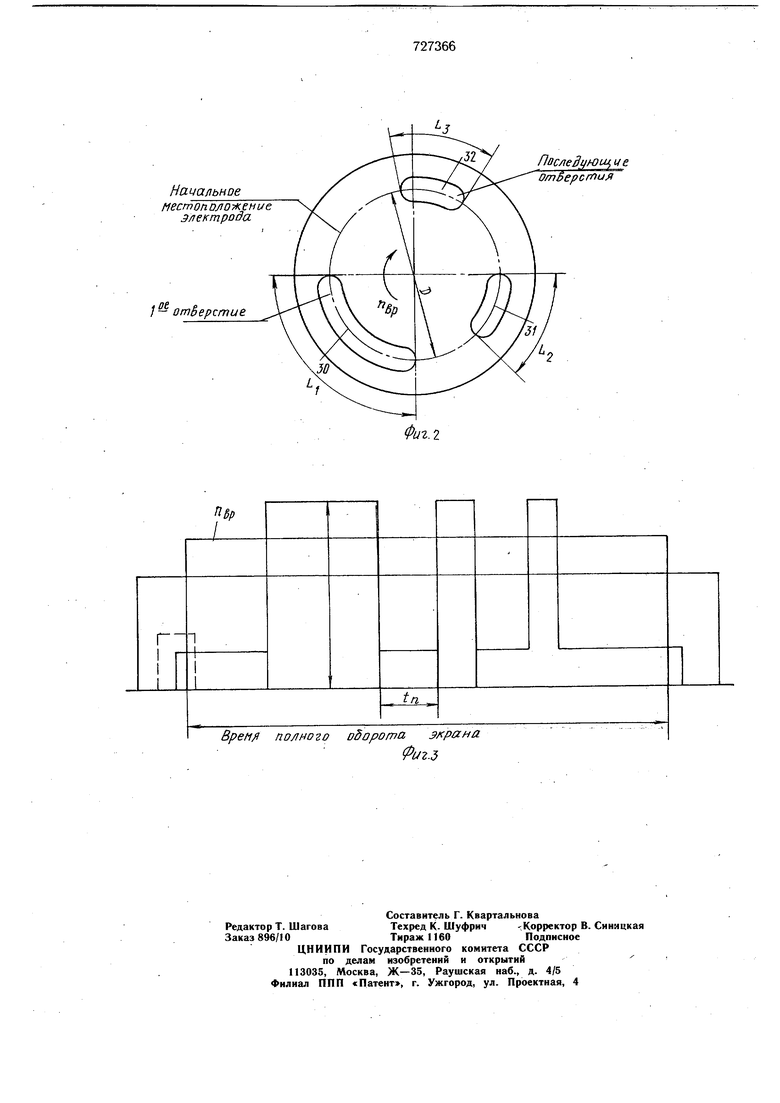
тия 30, 31, 32 выполнены с различной длиной соответственно LI, L2, Ьз, причем длина LI отверстия 30, первым с момента начала сварки подходящим под электрод 35, в 2 - 3 раза больще длины Ls (Ьз) последующих отверстий 31, 32, при этом интервал между отверстиями 30 и 31 равен а i, а между 31 и 32 - а гСхема 7 управления процессом сварки имеет сварочный генератор СГ, связанный минусовой клеммой через осциллограф ОСЦ с электродом 35. Между генератором СГ
0 и осциллятором ОСЦ включена емкость С, а осциллятор ОСЦ запитан от блока БП, управление которым осуществляется кнопкой Кн и ВК через реле Р i. Плюсовой конец генератора СГ замкнут с одной стороны через балластное сопротивление РБ2 на изделие 36, а с другой стороны через балластное сопротивление PBi нормально закрытые контакты реле Рi, электромагнитное реле ЭМР на держатель 27.
Кроме того, на корпусе 1 щарнирно закреплен крючок 37, взаимодействующий с корпусом 19 через бурт 38 и управляемый электромагнитом ЭМР.
Пистолет работает следующим образом.
I При установке пистолета на изделие 26
по направляющей 2 перемещают толкатель 8
взводного устройства, пружина 11 которого сжимается и воздействует на выступ 10 поводка 9.
Крючок 13 захватывает выступ 15 и через рейку 14, косозубую шестерню 33 и стержень 28 поворачивает в исходное положение тарельчатый экран 29. При дальнейшем перемещении толкателя 8 бурт 38 корпуса 19 заходит за крючок 37. Скос 12 поводка 9 наезжает на направляющую 2, освобождает выступ 15 и под давлением пружины 26.
5 бурт 38 опирается на крючок 37.Сопло 5 изолирующей втулкой 6 опирают на изделие 36. При нажатии на кнопку Кн схемы 7 управления процессом сварки между электродом 35 и тарельчатым экраном 29 при помощи осциллятора ОСЦ блока питания БП возбуждают малоамперную дугу, ток которой протекает по цепи: электрод 35, электрододержатель 34, осциллятор ОСЦ, сварочный генератор СГ, балластное сопротивление РБ, электромагнитное реле ЭМР, держатель 27 и тарельчатый экран 29. Емкость С служит для защиты изоляции СГ от высокочастотного разряда ОСЦ. При прохождений то.ка через ЭМР последнее расцепляет крючок 37 и бурт 38. Под давлением пружины 26 корпус 19 перемещается по крышке 3. Одновременно с корпусом 19 перемещается рейка 14, косозубая шестерня 33 которого поворачивает экран 29. При этом под электрод 35 проходит первое отверстйе 30 тарельчатого экрана 29, и в образовавшемся зазоре между электродом 35 и изделием 26 возникает дуга, обеспечивая первый импульс сварочного тока, длительность которого определяется длиной LI отверстия 30 и скоростью вращения пьр тарельчатого экрана 29, т. е. { ° бедному перемещению рейки 14 и, следовательно, повороту стержня 28 тарельчатого экрана 29 препятствует разрежение в полости 20, заполнение которой воздухом регулируют иглой 17 путем изменения проходного сечения дросселирующего отверстия 18. Таким образом, регулируют скорость вращения Пв При дальнейщем повороте стержня 28 экран 29 отверстие 30 уходит из-под электрода 35 и дуга вновь загорается между электродом 35 и экраном 29 в течение времени tn - интервал между отверстием 30 и 31. Для ликвидации кратера на сварной точке в экране 29 выполнены отверстия 31 и 32, позволяющие обеспечить дополнительно второй и третий импульсы длительностью определяемой длиной L.) и Ьз отверстий 31, 32 в 2 - 3 раза меньщей, чем первый.
После прохождения под электродом 35 отверстия 32, дуга вновь загорается на экране 29, обеспечивая тем самым полную кристаллизацию сварочной точки. -«Когда рейка 14 занимает крайнее положение, корпус 19 замыкает контакты конечного выключателя ВК. При этом срабатывает реле РI своими нормально закрытыми контактами размыкает сварочную цепь генератор СГ - экран 29, прекращая горение дуги. При установке пистолета на новое место цикл повторяется.
С целью уменьшений разогрева тарелйчатого экрана 29 стержень 28 выполнен из теплопередающей трубки и к ней подключен плюсовый конец СГ через РБ i с сопротивлением большим, чем сопротивление РБ 2, подключенного к изделию 36.
Применение пистолета позволит значительно упростить электрооборудование, повысить надежность работы и снизить его стоимость. Практически вся аппаратура
управления размещается на корпусе пистолета и не требует дополнительного шкафа. Для работы подобным пистолетом необходим всего лищь источник сварочного тока.
Формула изобретения
Пистолет для точечной дуговой сварки, содержащий корпус, опорное изолированное от корпуса сопло, в котором закреплен электрододержатель, а также электрическуюсхему управления процессом сварки, отличающийся тем , что, с целью упрощения электрической схемы управления и повышения надежности работы пистолета, пистолет снабжен жестко закрепленным в сопле и связанным со схемой управления держателем, в отверстии которого под углом к оси электрододержателя установлен стержень, на одном конце которого смонтирован тарельчатый экран с эллипсными отверстиями по
периметру, а на другом - косозубая шестерня, при этом в корпусе пистолета установлен пружинный демпфер с дросселирующим отверстием, имеющим регулируемое проходное сечение, а на демпфере закреплена рейка, зацепленная с косозубой шестернеи.
Источники информации,/
принятые во внимание при экспертизе
1.Куликов Ф. Р. и др. Механизированная аргоно-дуговая точечная сварка нержавеющей стали СН-2 и титанового сплава ОТ-4. «Сварочное производство. .1964, № 4, с. 16 19.
2.Патент США № 3496327, кл. 219-127, 1960.
3.Патент Франции № 1551977, кл. В 23 К 11/00, 1965.
4.Вайнбойм Д. И. Автоматическая дуговая точечная сварка. М.-Л., «Машиностроение, 1966, с. 176 - 178 (прототип). i6 21 Начальное мест on о/107кение злектрооа /- отёерстие ПаслеВ1{ЮЩ if е OmSepcrfitJfl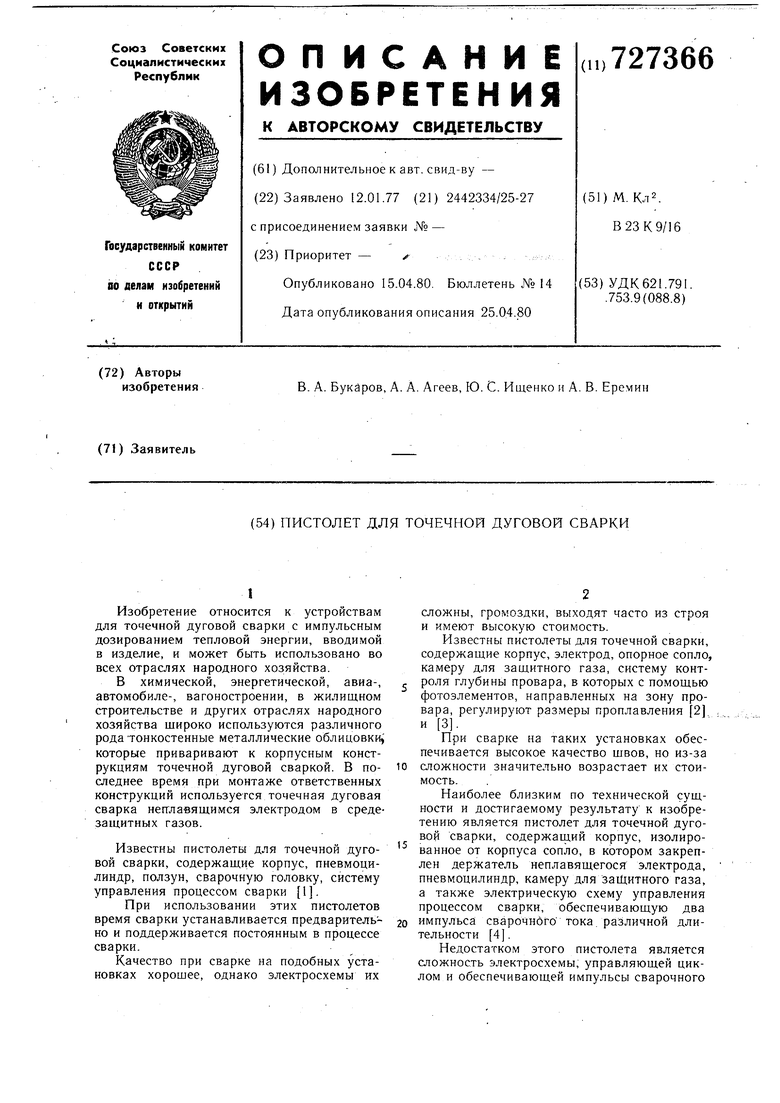
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для точечной дуговой сварки | 1981 |
|
SU984761A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Устройство для дуговой точечной сварки плавящимся стержневым электродом | 1974 |
|
SU688110A3 |
| Горелка для дуговой сварки | 1985 |
|
SU1335394A1 |
| Электрододержатель для ручной дуговой сварки | 1990 |
|
SU1773633A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Двухэлектродная горелка | 1985 |
|
SU1278148A1 |
| Горелка для электродуговой точечной сварки | 1990 |
|
SU1733212A1 |
| Способ контроля автоматической сварочной установки | 1989 |
|
SU1690988A1 |