Изобретение относится к сварке в трансформаторостроении и может быть использовано при изготовлении любых моточных изделий в любой отрасли про- мышленно сти.
Целью изобретения является повышение производительности монтажных операций при изготовлении моточных изделий за счет исключения зачистки изоляции и сокращения времени сварки, а также повышение надежности изделий.
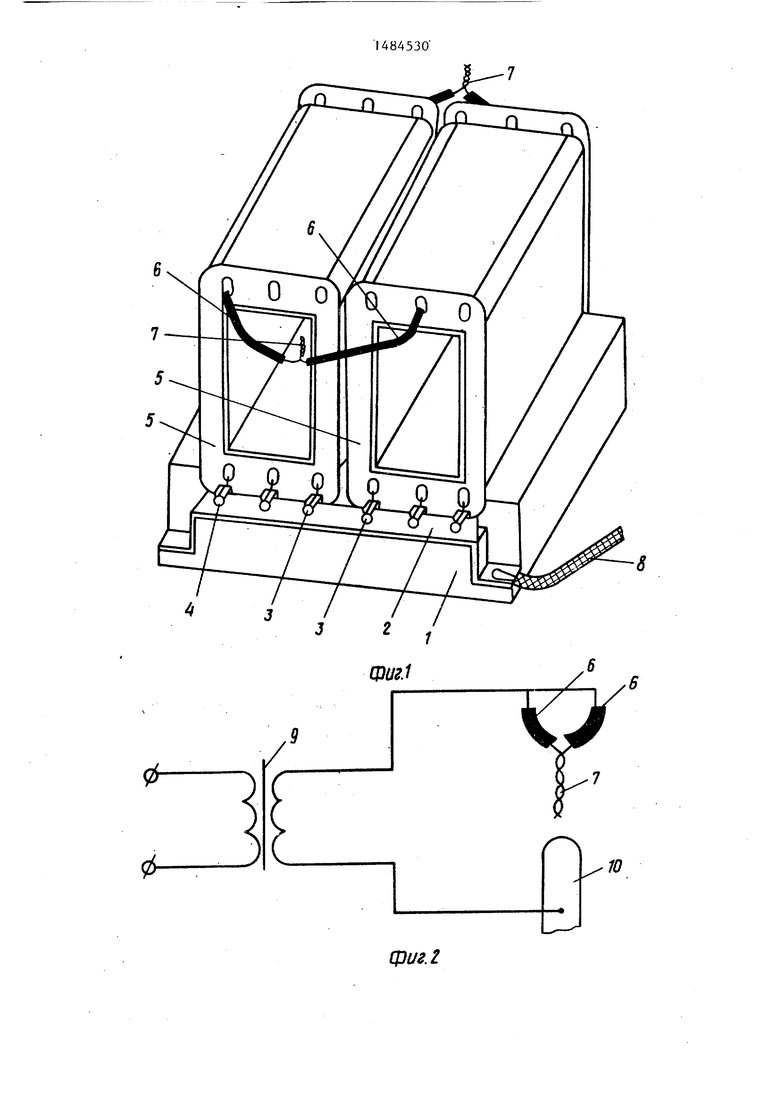
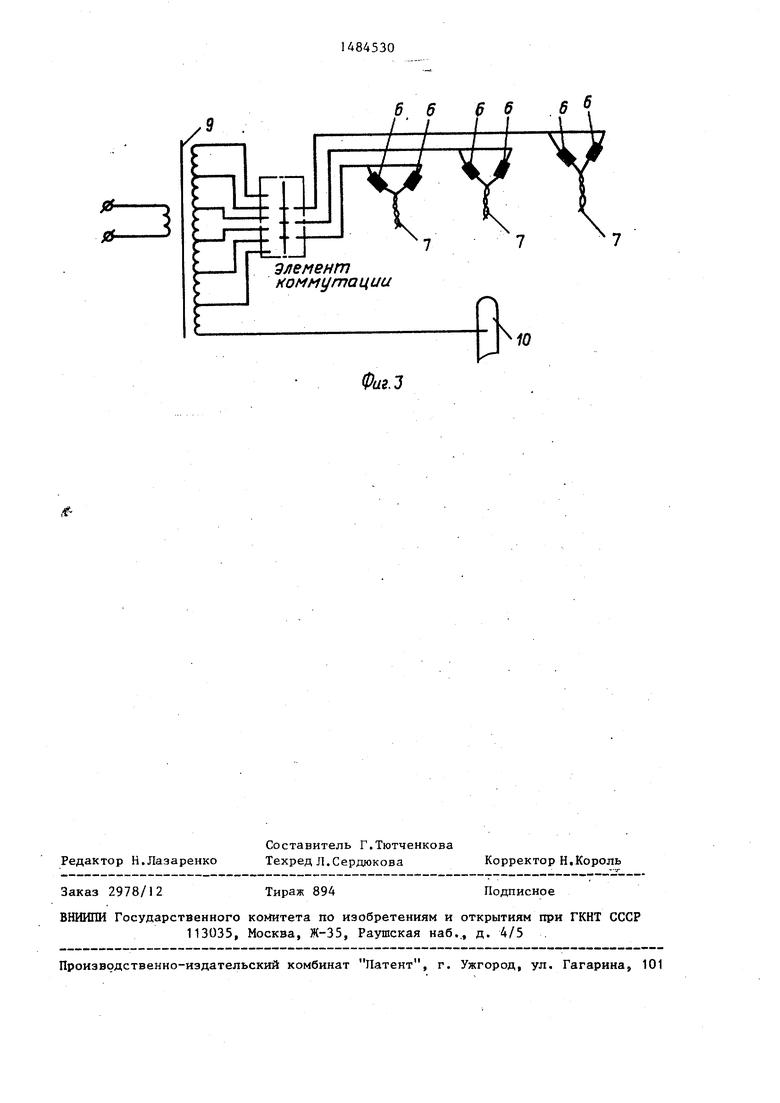
На фиг. 1 показана схема осуществления токоподвода к контактным лепесткам катушек трансформаторов посредством контактного устройства; на фиг. 2 - схема зажигания электрической дуги между скрученными концами проводов в изоляции и неплавящимся электродом; на фиг. 3 - схема одновременного подведения сварочного напряжения ко всем обмоткам.
Способ осуществляется с помощью контактного устройства 1, которое имеет токопроводящие зажимы 2, через которые и осуществляется токоподвод сварочного тока к контактным лепест-. кам 3, на которых смонтированы одни выводы 4 катушек 5, а другие незачищенные от эмалевой изоляции выводы катушек с технологическими трубкаи 6 скручены в скрутки 7. Контактное устройство 1 посредством проводника 8 подключено к одному полюсу сварочного трансформатора 9, а к второму плюсу подключен неплавящийся электрод 10.
Способ осуществляется следующим образом.
Вначале одни выводы катушек 4 монтируются на контактные лепестки 3. Другие выводы катушек с незачищенной эмалевой изоляцией скручивают в скрутки 7 длиной 10-20 мм. Подготов4ь
00 Јь
сп
00
о
ленные таким образом катушки вставляют в контактное устройство 1. К торцу скрутки подносят неплавящийся электрод 10, возбуждают электрическую дугу, под действием тепла которой и поверхностного натяжения металл провода скрутки расплавляется и образуется шарик.
Пример. Сваривают выводы обмоток трансформатора из медной проволоки диаметром 0,25, 0,4 и 0,56мм с эмалевой изоляцией.
Режимы сварки приведены в таблице
i
845304
Пропускание сварочного тока через обмотку не разрушает изоляцию провода, так как время сварки одного вы- - вода составляет 3-5 с.
Использование способа изготовления моточных изделий позволяет ис ключить из технологического процесса
производства трансформаторов опера- Ю Ции зачистки изоляции, а также значительно увеличить производительность труда за счет подведения сварочного тока одновременно ко всем обмоткам.
15 Формула изобретения
1.Способ изготовления моточных изделий, при котором соединяемые выводы обмоток в изоляции скручивают в
20 скрутку, подают напряжения и сваривают их торцы в шарик дуговой сваркой неплавящимся электродом, отличающий ся тем, что, с целью повышения производительности,
25 сварочный ток пропускают через всю обмотку и возбуждают дугу между неплавящимся электродом и скрученными проводами.
2.Способ по п. 1, о т л и ч а ю- 30 щ и и с я тем, что сварочный ток
подают одновременно на все обмотки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки переменным током | 1985 |
|
SU1299725A1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Способ аргонно-дуговой сварки асимметричным током неплавящимся электродом алюминия и его сплавов и устройство для его осуществления | 1988 |
|
SU1694360A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2007771C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ ИЗ МАТЕРИАЛОВ С РАЗЛИЧНЫМИ ФИЗИКО-МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1993 |
|
RU2072286C1 |
| СПОСОБ УПРАВЛЕНИЯ ДУГОВОЙ СВАРКОЙ ИЗДЕЛИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2481929C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498885C2 |
| Машина для контактной роликовой сварки | 1976 |
|
SU721275A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2069610C1 |
Изобретение относится к сварке в трансформаторостроении и может быть использовано при изготовления любых моточных изделий. Цель изобретения - повышение производительности монтажных операций за счет исключения зачистки изоляции и сокращения времени сварки. Соединяемые выводы обмоток в изоляции скручивают в скрутку и сваривают их торцы в шарик дуговой сваркой неплавящимся электродом. Сварочный ток пропускают через всю обмотку. Для повышения производительности способа возможно подведение сварочного тока ко всем обмоткам одновременно. Пропускание сварочного тока через всю обмотку не разрушает изоляцию провода, т.к. время сварки одного вывода составляет 3-5 с. 1 з.п. ф-лы, 3 ил., 1 табл.
0/
0Фиг.1
ю
фиг.1
3
элемент коммутации
Фиг.З
| Патент США № 3795786, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
