верхней 16 и нижней 17 втулок. Каждая выполнена с одним идентичным уплотнительным кольцом 32 на рассто- янии 1 от своих торцов. Каждый корпус встроен в плиту 1 заподлицо с ней, снабжен двухштоковым поршнем 20 со сквозным резьбовым отверстием 21 под прижимные элементы. Единая на- порно-сливная магистраль выполнена в виде каналов сверлений 30, расположенных на расстоянии h Н/2 от основания плиты 1. В последнюю встроен запорный клапан быстроразгрузочного соединения, а незанятые посадочные отверстия 2 вместо гидроцилиндров задействованы гидроаккумуляторами. « Наружная поверхность верхней втулки 16 выполнена трехступенчатой, первая ступень 35 которой предназначена для
взаимодействия со стенкой посадочного отверстия, вторая ступень 36 - со стенкой 37 отверстия нижней втулки 17, а третья ступень 38 образует со стенкой 37 отверстия нижней втулки 1 кольцевую полость 28 для подачи рабочей жидкости в гидроцилиндры посредством выполненного в нижней втулке 17 радиального отверстия 27. При наладке стола в зависимости от конфигурации детали 7 устанавливаются гидроцилиндры в соответствующие посадочные отверстия 2 и налаживаются детали 22 и 23 крепежной оснастки. После чего каналы сверлений 30 подключаются к гидроприводу и производится закрепление детали 7. 1 з.п. ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1556866A2 |
| Универсально-наладочный гидравлический стол | 1979 |
|
SU772799A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Универсально-наладочный гидравлический стол | 1984 |
|
SU1227408A1 |
| Установочно-зажимное устройство | 1981 |
|
SU1100072A1 |
| Автооператор | 1980 |
|
SU891328A1 |
| Стол для закрепления деталей | 1987 |
|
SU1505746A1 |
| ПРЕСС С ПРЕЦЕССИРУЮЩЕЙ ГОЛОВКОЙ | 2004 |
|
RU2256542C1 |
| Зажимное устройство машины для сварки трением | 1985 |
|
SU1303334A1 |
| Устройство для закрепления детали на столе металлорежущего станка | 1987 |
|
SU1662801A1 |


Изобретение относится к области обработки материалов резанием, а именно к универсально-наладочным столам, используемым на металлорежущих станках, например, в гибких производственных модулях (ГПМ). Цель - повышение надежности работы универсально-наладочных столов. В плите 1 расточены посадочные отверстия 2, в которых размещены корпуса гидроцилиндров, каждый из которых выполнен из двух равного наружного диаметра верхней 16 и нижней 17 втулок. Каждая выполнена с одним идентичным уплотнительным кольцом 32 на расстоянии L от своих торцов. Каждый корпус встроен в плиту 1 заподлицо с ней, снабжен двухштоковым поршнем 20 со сквозным резьбовым отверстием 21 под прижимные элементы. Единая напорно-сливная магистраль выполнена в виде каналов сверлений 30, расположенных на расстоянии H=H/2 от основания плиты 1. В последнюю встроен запорный клапан быстроразгрузочного соединения БРС, а незанятые посадочные отверстия 2 вместо гидроцилиндров задействованы гидроаккумуляторами. Наружная поверхность верхней втулки 16 выполнена трехступенчатой, первая ступень 35 которой предназначена для взаимодействия со стенкой посадочного отверстия, вторая ступень 36 - со стенкой 37 отверстия нижней втулки 17, а третья ступень 38 образует со стенкой 37 отверстия нижней втулки 17 кольцевую полость 28 для подачи рабочей жидкости в гидроцилиндры посредством выполненного в нижней втулке 17 радиального отверстия 27. При наладке стола в зависимости от конфигурации детали 7 устанавливаются гидроцилиндры в соответствующие посадочные отверстия 2 и налаживаются детали 22 и 23 крепежной оснастки . После чего каналы сверлений 30 подключаются к гидроприводу и производится закрепление детали 7. 1 з.п.ф-лы, 6 ил.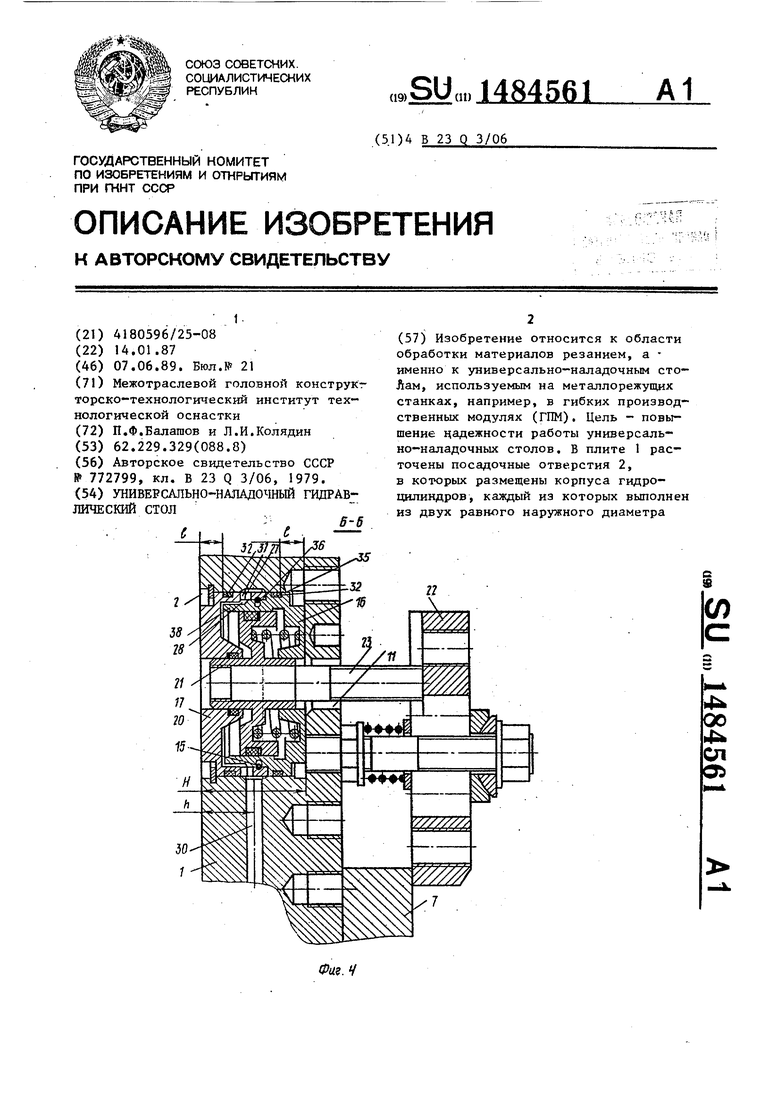
Изобретение относится к обработке материалов резанием, а именно к универсально-наладочным столам, используемых на металлорежущих станках, например, в гибких производственных модулях.(ГПМ).
Цель изобретения - повышение надежности работы.
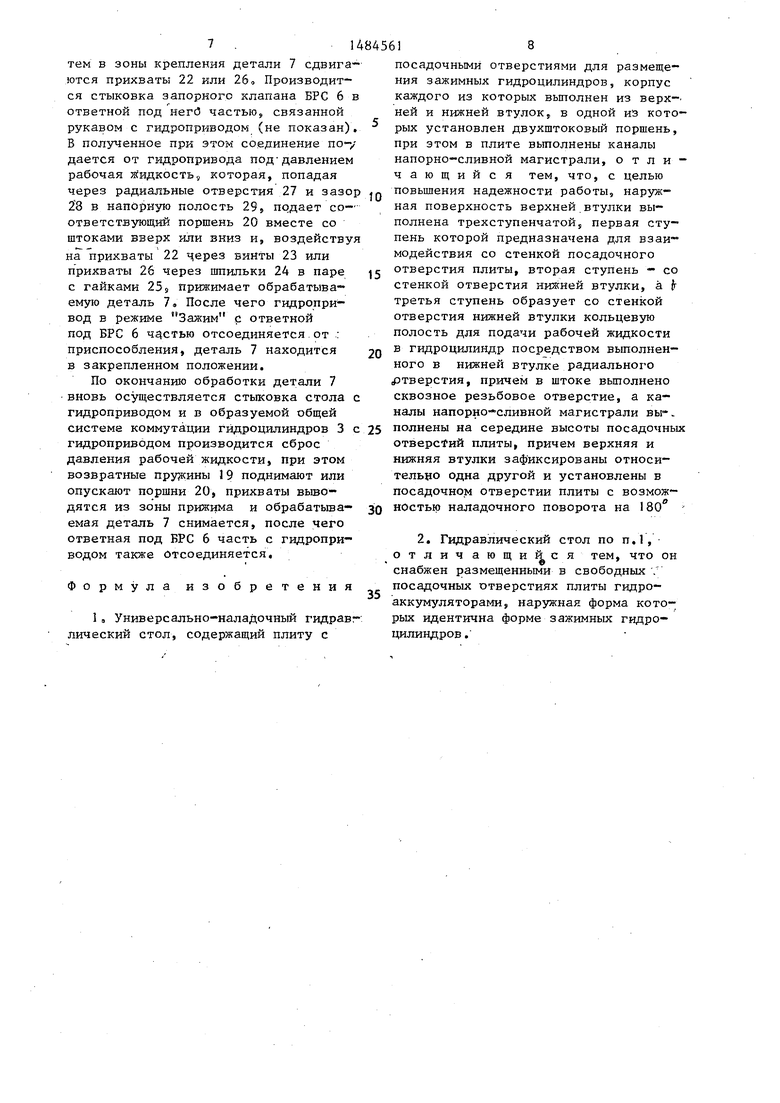
На фиг.1 изображен стол, вид сверху; на фиг.2 - то же, вид снизу; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.1; на фиг. 6 - разрез Г-Г на фиг.2.
Универсально-наладочный гидравлический стол выполнен в виде базо- вой плиты 1. В плите 1 расточены посадочные отверстия 2 под зажимные гидроцилиндры 3 или гидроаккумуля- торы 4, а также посадочные отверстия 5 под запорньй клапан быстроразгру- зочного соединения (БРС) 6. Количество отверстий 2 и места их расположения в плите 1 определены из условий обеспечения зажима обрабатываемых деталей 7 любой конфигурации, габаритные размеры которых со сменными под них наладками не превышают габаритных размеров плиты 1.
На плите 1 параллельно осям 8 симметрии выполнены равноудаленные . друг от друга ряды калиброванных 9 и расположенные посредине между ними ряды резьбовых отверстий 10, причем центральные ряды резьбовых отверстий
5 0
5
0 5
i
0
10 совмещены с осями 8 симметрии плиты 1, а отверстия 9 и 10 размещены соответственно в местах пересечения своих рядов. Кроме того, соосно с посадочными отверстиями 2 в плите 1 выполнены сквозные калиброванные отверстия 11 .
Для фиксации обрабатываемой детали 7 предназначены дополнительные сменные наладки в , планок, прокладок и т.п., установка которых в необходимом положении на плите 1 обеспечена с помощью размещенных в калиброванных отверстиях 9 базовых пальцев 12, а крепление произведено с помощью стандартных изделий: болтов, винтов, шпилек, гаек и т.д. Для базирования . обрабатываемых деталей 7 по отверстиям и расточкам в них использованы грибковые центрирующие пальцы 13, размещенные в калиброванных отверстиях 11.
Калиброванные 9 и резьбовые 10 отверстия в пределах их совокупности на плите 1 расположены каждые на своих,, смещенных равномерно по отношению друг к другу координатных сетках равной кратности 30x30 мм, при этом получено размещение каждого резьбового отверстия 10 в окружении, как минимум, трех калиброванных отверстий 9 и, таким образом, обеспечена возможность при примене нии сменных наладок, фиксированной установки обрабатываемых деталей 7
практически в любом положении и в любом месте на базовой плите I или над ней.
Со стороны нижней плоскости в плите 1 на продольной оси 8 симметрии расточены два калиброванных отверстия 14, Предназначенные для базирования универсально-наладочного стола относительно координатных осей стола станка (не показан) при обработке деталей 7 по программе или по коррди- натам, а с помощью симметрично расположенных в плите 1 четырех сквозных ступенчатых отверстий 15 произведено крепление стандартными крепежными деталями столов к столам-спутникам позиций - полет ГПМ или к поворотным столам обычных металлорежущих станков (не показаны),
В зависимости от конфигурации обрабатываемой детали 7 часть отверстий 2 оснащена съемными гидроцилиндрами 3.
Гидроцилиндр 3 выполнен с корпусом 25 подачи рабочей жидкости в гидроци-;
из двух зафиксированных относительно друг друга запорным кольцом 15 вту- лок верхней 16 и нижней 17, образующих в гидроцилиндре 3 полость 18, в которой размещены пружина 19 возврата и двухштоковый поршень 20. В штоке поршня 20 выполнено резьбовое . отверстие 21. Шток поршня 20 воздействует на прихват 22 с помощью поджимного винта (шпильки) 23 в толкающем рабочем положении гидроцилиндра 3 или после поворота гидроцилиндров 3 на 180° зажимной шпилькой 24 в паре с гайкой 25 на прихват (быстлиндр 3 посредством выполненного в нижней втулке 17 радиального отверстия 27.
Отверстия 2 плиты, незанятые гид30 роцилиндрами 3, использованы для размещения только в одном положении одного и более гидроаккумуляторов 4, выполненных в виде съемных с одношто ковым поршнем гидроцилиндров, поса-
,g дочные места с уплотнениями и фиксация которых аналогичны посадочным местам с уплотнениями и фиксации зажимных гидроцилиндров 3, а вместо пружины возврата в каждый гидроакку-
росъемную шайбу) 26 в тянущем1 рабо- 40 мулятор 4 встроен пакет тарельчатых
чем положении гидроцилиндра 3.
Сквозные радиальные отверстия 27 во втулке 16 и зазор 28 между втулками 16 и 17 предназначены для сооб- щения напорной полости 29 гидроцилиндра 3 с единой напорно-сливной магистралью стола в виде каналов сверлений 30 и запорного клапана БРС 6.
Втулки 16 и 17 корпусу каждого из гидроцилиндров 3 выполнены равного наружного диаметра и снабжены идентичными канавками 31 для размещения в них на одинаковом от своих торцов расстоянии 1 по одному уплотнительно- му кольцу 32.
Гидроцилиндр 3 своим корпусом встроен в плиту 1 заподлицо с ней и закреплен с помощью пружинного
845616
упорного кольца 33, под которое в плите 1 в посадочном отверстии 2 выполнена внизу канавка 34.
В двухштоковом поршне 20 нарезана сквозная резьба 21 для поочередного присоединения его концов с зажимными элементами.
Напорно-сливная магистраль вылол- 10 йена от основания плиты ) на расстоянии h Н/2, где Н - глубина посадочного отверстия.
Запорный клапан БРС 6 встроен в плиту 1 посредине ее высоты заподлицо 15 с боковой поверхностью - торцом.
Наружная поверхность верхней втулки 16 выполнена трехступенчатой, первая ступень 35 которой предназначена для взаимодействия со стенкой поса- 2о дочного отверстия 5, вторая ступень 36 - со стенкой 37 отверстия нижней втулки 17, а третья ступень 38 образует со стенкой 37 отверстия нижней втулки 17 кольцевую полость 28 для
линдр 3 посредством выполненного в нижней втулке 17 радиального отверстия 27.
Отверстия 2 плиты, незанятые гидроцилиндрами 3, использованы для размещения только в одном положении одного и более гидроаккумуляторов 4, выполненных в виде съемных с одношто- ковым поршнем гидроцилиндров, поса-
дочные места с уплотнениями и фиксация которых аналогичны посадочным местам с уплотнениями и фиксации зажимных гидроцилиндров 3, а вместо пружины возврата в каждый гидроакку-
мулятор 4 встроен пакет тарельчатых
пружин 35 последовательной установки.
Универсально-наладочный гидравлический стол работает следующим образом.
В зависимости от размеров и конфи- 5 гурации деталей 7 определяется количество, рабочее положение и места расположения в базовой плите 1 зажимных гидроцилиндров 3,
Собираются соответствующие переналаживаемые приспособления, основу которых составляют универсально-наладочные столы, причем незанятые в плитах 1 этих столов посадочные отверстия 2 под гидроцилиндры 3 используются для размещения в них гидро- аккумуляторов 4.
Обрабатываемая деталь 7 устанавливается на опорные сменные наладки или непосредственно на плиту 1. За
0
5
тем в зоны крепления детали 7 сдвигаются прихваты 22 или 26 о Производится стыковка запорного клапана БРС 6 в ответной под него частью, связанной рукавом с гидроприводом (не показан). В полученное при этом соединение по-/ дается от гидропривода поддавлением рабочая Жидкость,, которая, попадая через радиальные отверстия 27 и зазор 28 в напорную полость 29, подает соответствующий поршень 20 вместе со штоками вверх или вниз и, воздействуя нгГЪрихваты 22 через винты 23 или прихваты 26 через шпильки 24 в паре с гайками 25 9 прижимает обрабатываемую деталь 7. После чего гидропривод в режиме Зажим с ответной под БРС 6 частью отсоединяется от : приспособления, деталь 7 находится в закрепленном положении.
По окончанию обработки детали 7 вновь осуществляется стыковка стола с гидроприводом и в образуемой общей системе коммутации гидроцилиндров 3 с гидроприводом производится сброс давления рабочей жидкости, при этом возвратные пружины 19 поднимают или опускают поршни 20, прихваты выводятся из зоны прижима и обрабатыва- емая деталь 7 снимается, после чего ответная под БРС 6 часть с гидроприводом также отсоединяется.
Формула изобретения
1, Универсально-наладочный гидравг лический стол, содержащий плиту с
Q 0
5 0
5
посадочными отверстиями для размещения зажимных гидроцилиндров, корпус каждого из которых выполнен из верх- ней и нижней втулок, в одной из которых установлен двухштоковый поршень, при этом в плите выполнены каналы напорно-сливной магистрали, отличающийся тем, что, с целью повышения надежности работы, наружная поверхность верхней втулки выполнена трехступенчатой, первая ступень которой предназначена для взаимодействия со стенкой посадочного отверстия плиты, вторая ступень - со стенкой отверстия нижней втулки, a fr третья ступень образует со стенкой отверстия нижней втулки кольцевую полость для подачи рабочей жидкости в гидроцилиндр посредством выполненного в нижней втулке радиального отверстия, причем в штоке выполнено сквозное резьбовое отверстие, а каналы напорно- сливной магистрали выполнены на середине высоты посадочных отверстий плиты, причем верхняя и нижняя втулки зафиксированы относительно одна другой и установлены в посадочном отверстии плиты с возможностью наладочного поворота на 180
i
22ЛФ
I9Јmi
см Ј, N .«
SS.
33
( CQ
Ч
I
Фиг, 6
| Универсально-наладочный гидравлический стол | 1979 |
|
SU772799A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
