1
Изобретение относится к механической обработке деталей на металлорежущих станках и может быть использовано в качестве универсально-наладочных столов для зажима деталей при обработке на фрезерных, расточных и сверлильных станках, а также для зажима изделий при разметке, контроле и других операциях, не связанных с механической обработкой.
Известны универсально-переналаживаемые приспособления для обработки на металлорежущих станках, в которых деталь любой конфигурации может быть зажата съемными зажимными винтовыми элементами, установленными в Т-образных пазах, имеющихся в теле базовой плиты 1.
Недостатки этих приспособлений - отсутствие механизации крепления обрабатываемых деталей, так как крепление производится с помощью гаечных ключей вручную. Это приводит к затратам ручного физического труда и затратам времени для крепления деталей.
Частично эти недостатки устраняют меха низированные средства крепления деталей, например, в виде гидроцилиндров с зажимными элементами 2.
Существенным недостатком этих приспособлений является размещение гидроцилиндров в рабочей зоне между столом приспособления и режущим инструментом станка, что снижает диапазон применения подобных приспособлений. Кроме того, посколь ку гидроцилиндры занимают часть полезной площади стола приспособления, не вся она рационально используется, учитывая и то, что рабочая зона загромождается щлангами или трубопроводами для подвода и отвода
10 рабочей среды к гидроцилиндрам.
Известен также универсально-наладочный гидравлический стол, выполненный в виде плиты с размещенными в ней гидравлическими зажимными цилиндрами, щтоки которых снабжены средством для присоеди15нения зажимных элементов, при этом в столе выполнена система коммутации гидроцилиндров с гидроприводом, а стол снабжен средством для крепления на нем дополнительных наладок. Система коммутации вы20 полнена в виде напорных и сливных каналов, а средства крепления наладок в виде Т-образных пазов 3.
Недостатками известного приспособления являются значительное увеличение стоимости стола за счет большого количества вмонтированных гидроцилиндров, хотя, как показала практика, большая часть гидроцилиндров при зажиме деталей не используется; сложность конструкции стола за счет двойной системы коммутации гидроцилиндров с гидроприводом, так как каждый гидроцилиндр должен иметь подводящий и отводяший каналы для рабочей среды; увеличение рабочей высоты стола за счет наличия Т-образных пазов.
Цель изобретения - снижение стоимости универсального наладочного гидравлического стола за счет сокращения количества гидроцилиндров, упрощение конструкции за счет применения одной системы каналов коммутации гидроцилиндров и уменьщение высоты стола за счет исключения Т-образных пазов.
Указанная цель достигается тем, что в модульной плите выполнены глухие посадочные отверстия под съемные гидравлические зажимные цилиндры, система коммутации выполнена в виде единой напорно-сливной магистрали, связанной с полостями посадочных отверстий, а средства для крепления дополнительных сменных наладок выполнены в виде калиброванных координатных отверстий, расположенных в щахматном порядке между посадочными отверстиями под гидроцилиндры. Гидроцилиндры же выполнены с корпусом, образованным двумя взаимодействующими друг с другом втулками, во внутренней полости одной из них установлен двухштоковый поршень, один конец которого снабжен средством для присоединения зажимных элементов, а в другом - выполнен осевой канал , сообщающий напор.но-сливную магистраль с одной из полостей гидроцилиндра, в другой полости гидроцилиндра размещена пружина возврата щтока, при этом корпус гидроцилиндра закреплен к плите через уплотнительную прокладку у нижнего торца корпуса с помощью кольцевой гайки по верхнему торцу корпуса. При этом незанятые гидроцилиндрами посадочные отверстия в плите закрыты заглушками, верхний торец которых расположен заподлицо с поверхностью стола, а посадочные места и уплотнения заглушек аналогичны посадочным местам и уплотнениями гидроцилиндров.
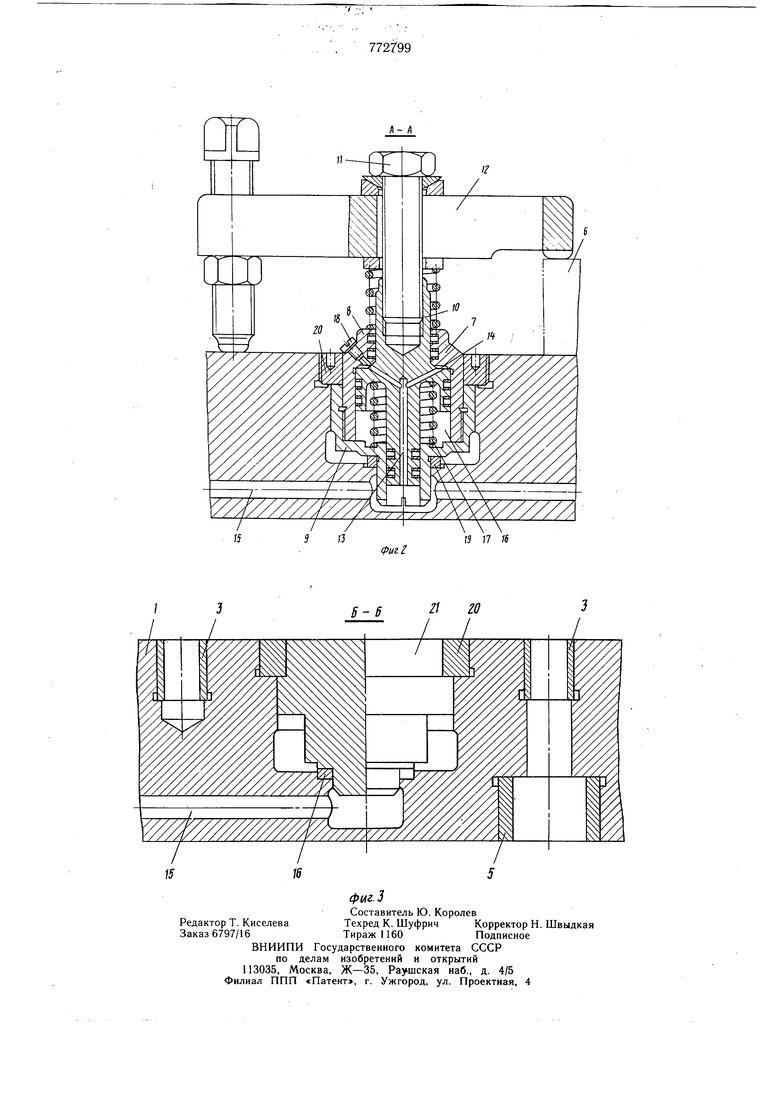
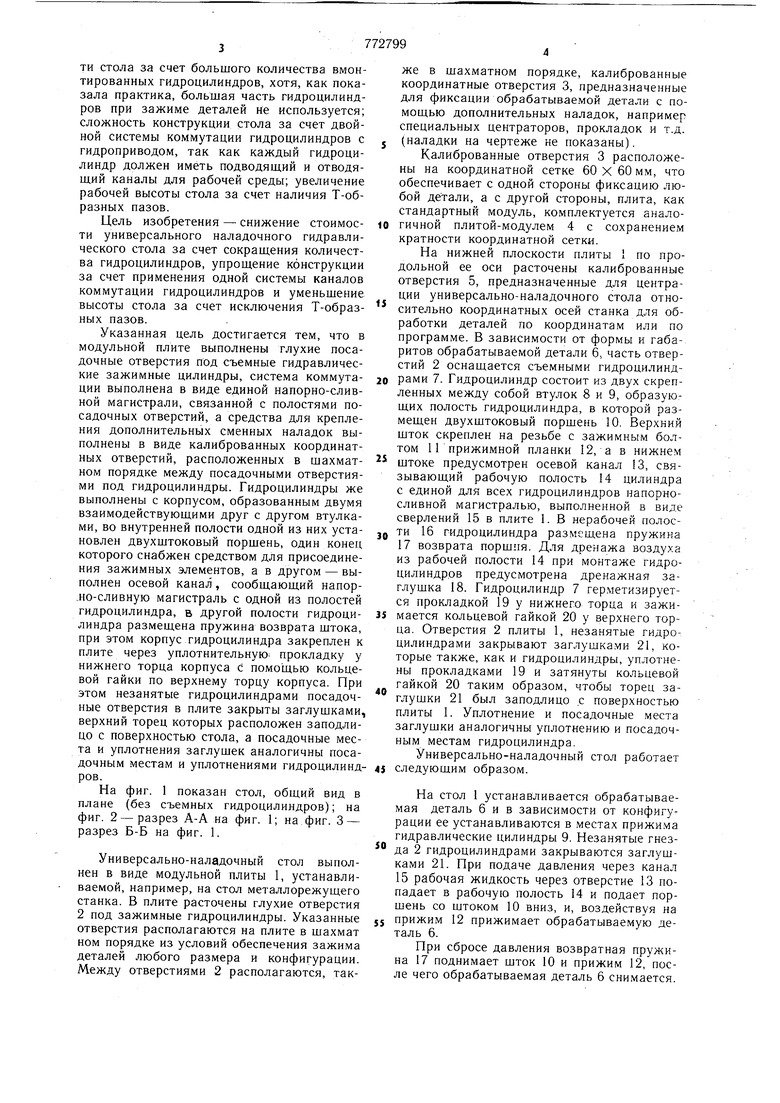
На фиг. 1 показан стол, общий вид в плане (без съемных гидроцилиндров); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Универсально-наладочный стол выполнен в виде модульной плиты 1, устанавливаемой, например, на стол металлорежущего станка. В плите расточены глухие отверстия 2 под зажимные гидроцилиндры. Указанные отверстия располагаются на плите в щахмат ном порядке из условий обеспечения зажима деталей любого размера и конфигурации. Между отверстиями 2 располагаются, также в щахматном порядке, калиброванные координатные отверстия 3, предназначенные для фиксации обрабатывае.мой детали с помощью дополнительных наладок, например специальных центраторов, прокладок и т.д.
(наладки на чертеже не показаны).
Калиброванные отверстия 3 расположены на координатной сетке 60 X 60 мм, что обеспечивает с одной стороны фиксацию любой детали, а с другой стороны, плита, как стандартный модуль, комплектуется аналогичной плитой-модулем 4 с сохранением кратности координатной сетки.
На нижней плоскости плиты I по продольной ее оси расточены калиброванные отверстия 5, предназначенные для центрации универсально-наладочного стола относительно координатных осей станка для обработки деталей по координатам или по программе. В зависимости от формы и габаритов обрабатываемой детали 6, часть отверстий 2 оснащается съемными гидроцилинд0 рами 7. Гидроцилиндр состоит из двух скрепленных между собой втулок 8 и 9, образующих полость гидроцилиндра, в которой размещен двухштоковый порщень 10. Верхний щток скреплен на резьбе с зажимным болтом 11 прижимной планки 12, а в нижнем
штоке предусмотрен осевой канал 13, связывающий рабочую полость 14 цилиндра с единой для всех гидроцилиндров напорносливной магистралью, выполненной в виде сверлений 15 в плите 1. В нерабочей полосQ ти 16 гидроцилиндра размещена пружина 17 возврата порщш. Для дренажа воздуха из рабочей полости 14 при монтаже гидроцилиндр.ов предусмотрена дренажная заглущка 18. Гидроцилиндр 7 герметизируется прокладкой 19 у нижнего торца и зажимается кольцевой гайкой 20 у верхнего торца. Отверстия 2 плиты 1, незанятые гидроцилиндрами закрывают заглушками 21, которые также, как и гидроцилиндры, уплотнены прокладками 19 и затянуты кольцевой гайкой 20 таким образом, чтобы торец заглушки 21 был заподлицо с поверхностью плиты 1. Уплотнение и посадочные места заглушки аналогичны уплотнению и посадочным местам гидроцилиндра.
Универсально-наладочный стол работает
5 следующим образом.
На стол 1 устанавливается обрабатываемая деталь бив зависимости от конфигурации ее устанавливаются в местах прижи.ма гидравлические цилиндры 9. Незанятые гнезда 2 гидроцилиндрами закрываются заглушками 21. При подаче давления через канал 15 рабочая жидкость через отверстие 13 попадает в рабочую полость 14 и подает поршень со штоком 10 вниз, и, воздействуя на
J прижим 12 прижимает обрабатываемую деталь 6.
При сбросе давления возвратная пружина 17 поднимает шток 10 и прижим 12, после чего обрабатываемая деталь 6 снимается.
Применение универсально-наладочного гидравлического стола дает возможность уменьшить количество применяемых гидроцилиндров на 9 штук, что дает экономию 1350 рублей на каждую плиту и уменьшить металлоемкость плиты за счег уменьшения ее высоты на 35%, что в денежном выражении составит дополнительно экономию на одной плите 80 рублей и 63 кг металла.
Учитывая, что на одном предприятии требуется не менее 100 штук плит,экономическая эффективность может составить 143 тыс. рублей.
Формула изобретения
1. Уннзерсально-наладочный гидравлический стол, преимуа1ественно для зажима обрабатываемых изделий на металлорежущих станках, выполненный в виде плиты с размещенными в ней гидравлическими зажимными цилиндрами, штоки которых снабжены средство.м для присоединения зажимных элементов, при этом в столе выполнена система коммутации гидроцилиндров с гидроприводом, а стол снабжен средствами для крепления на нем дополнительных сменных наладо,, отли- аюшийся тем, что, с целью снижения трудоемкости изготовления и эксплуатационных затрат, в модульной плите выполнены глухне посадочные отверстия под съемные гидравлические зажимные цилиндры, система коммутации выполнена в виде единой напорно-сливной магистрали, связанной с полостями посадочных отверстий.
а средства для крепле-ния дополнительных сменных наладок выполнены в виде калиброванных координатных отверстий, расположенных в шахматном порядке между посадочными отверстиями под гидроцилиндры.
2.Стол по п. 1, отличающийся тем, что съемные гидроцилиндры выполнены с корпусом, образованным двумя взаимодействую щими одна с другой втулками, во внутренней полости одной из них установлен двухштоковый поршень, один конец которого снабжен средством для присоединения зажимных эле ментов, а в другом выполнен осевой канал, сообщаюший напорно-сливную магистраль с одной из полостей гидроцилиндра, при этом в другой полости размещена пружина возврата, а корпус гидроцилиндра закреплен к плите через уплотнительную прокладку нижнего торца корпуса с помощью кольцевой гайки.
3.Стол по п. 1, отличающийся тем, что незанятые гидроцилиндрами посадочные отверстия в плите закрыты заглушками, верх НИИ торец которых расположен заподлицо с поверхностью стола, а посадочные места и уплотнения заглущек аналогичны посадочным местам и уплотнениям гидроцилинд1 ров- Источники информации,
принятые во внимание при экспертизе
1.Горошкин А. К. Приспособления для металлорежущих станков. М., Машгиз, 1962, с. 6.
2.Кузнецов Ю. И. Станочные приспособления с гидравлическими приводами. М., «Машиностроение, 1974, с. 126, рис. 58.
3.Там же, с. 117, рис. 49.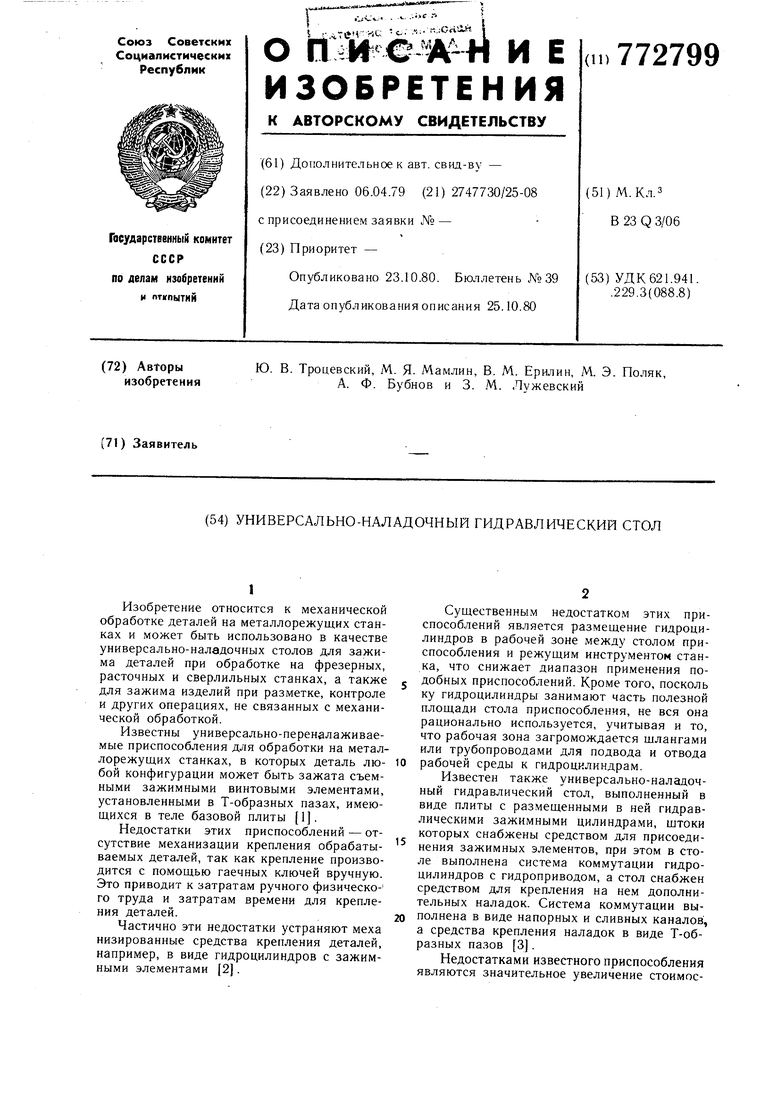
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1484561A1 |
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1556866A2 |
| Универсально-наладочный гидравлический стол | 1984 |
|
SU1227408A1 |
| Плита металлорежущего станка | 1979 |
|
SU929390A1 |
| Гибкий автоматизированный участок | 1986 |
|
SU1437192A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
| Станочное приспособление | 1986 |
|
SU1768368A1 |
| Универсально-наладочный стол | 1988 |
|
SU1611685A1 |
| Способ базирования и закрепления заготовки на столе металлорежущего станка | 1987 |
|
SU1565618A1 |
| Устройство для установки деталей | 1986 |
|
SU1425027A1 |