не
на
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках.
Цель изобретения - ноЕ ышение производительности переналадки универсально-наладочного гидравлического стола нутем установки и удаления съемных гидравлических цилиндров во время обработки детали, прибегая к разборке и сборке плиты.
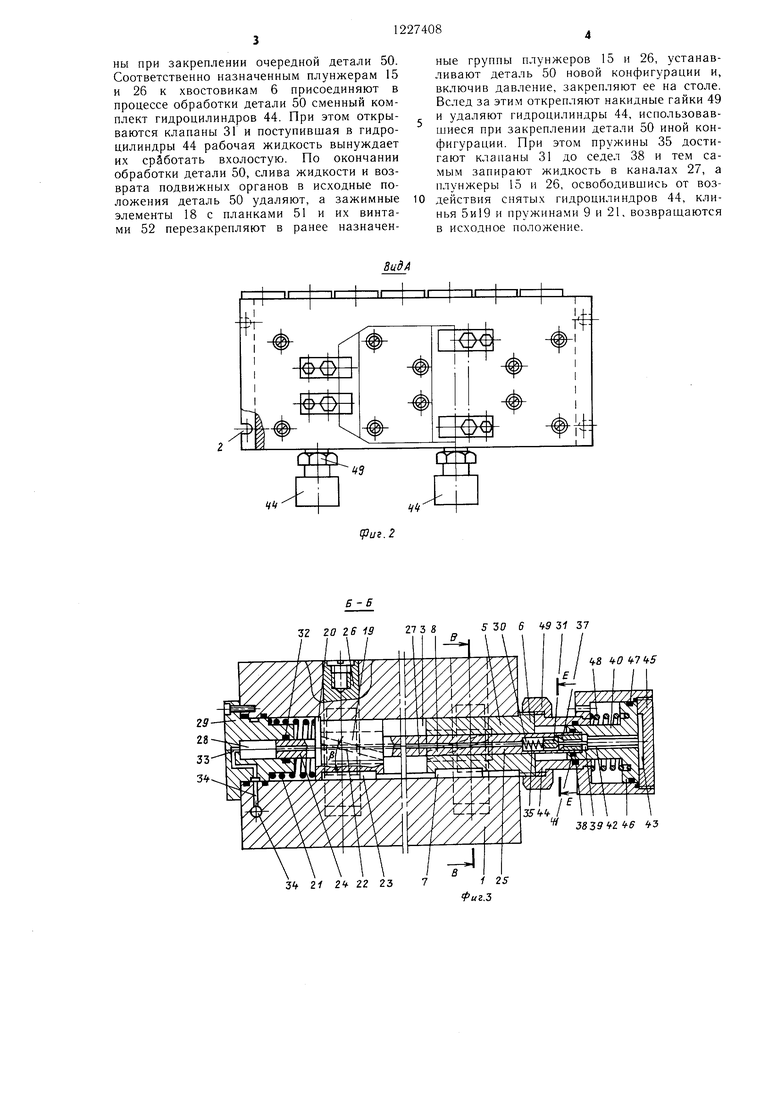
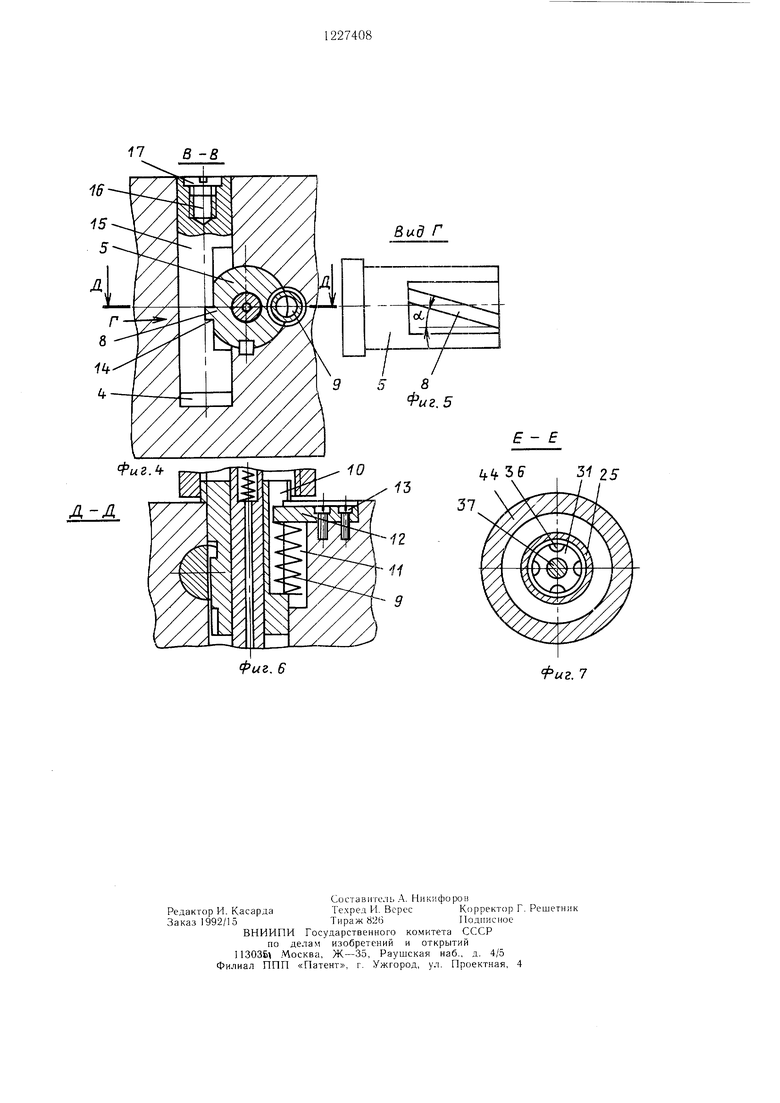
На фиг. 1 изображен стол, общий вид; фиг. 2 - вид А на фиг. 1; на фиг. 3 -- разрез Б-Б на фиг. 1 (без зажимных элементов); на фиг. 4 - сечение В-В на фиг. 3 (без зажимных элементов); на фиг. 5 вид Г на фиг. 4; на фиг. б - сечение Д-Д на фиг. 4; на фиг. 7 - сечение Е-Е на фиг. 3.
Универсально-наладочный гидравлический стол содержит плиту 1 с проушинами 2 для прикрепления ее к столу станка и с горизонтальными расточками 3 и вертикальными отверстиями 4. В каждой горизонтальной расточке 3 установлен с возможностью перемеп.ения нолый клин 5, имеющий хвостовик 6 с выполненной на не.м резьбой, шпонку 7 и наклонный выступ 8. Полый клин 5 зафиксирован в плите 1 нос- редством пружины 9, половина которой расположена в углублении 10 клина 5, а половина - в углублении 11 нлиты 1 и ограничена планкой 12, прикрепленной к плите I винтами 13. Наклонный выступ 8 установлен с возможностью перемещения в пазу 14, выполненном в плунжере 15, установленном в вертикальном отверстии 4. В нлун.жере 15 выполнено резьбовое отверстие 16, защищенное от засорения заглушкой 17, предназначенное для присоединения к плунжеру 15 зажимного элемента 18. Направление угла наклона а выступа 8 и паза 14 обеспечивает перемещение плунжера 15 вниз при перемещении клина 5 внраво.
В расточке 3 установлен также с возможностью перемещения клин 19, прижатый буртом 20 к телу плиты 1 пружиной 21, имеющий наклонный выступ 22, шпонку 23, задний 24 и передний 25 хвостовики. Наклонный выступ установлен с возможностью перемещения в ответном пазу плунжера 26, конструктивно аналогичного плунжера 15. Направление угла наклона р выступа 22 и паза плунжера 26 определено таким, что обеспечивает перемещение плунжера 26 вниз при перемещении клина 19 влево.
Соосно клину 19 и хвостовикам 24 и 25 выполнен канал 27, соединенный с отверстием 28, выполненным в прикрепленной к плите 1 втулке 29, и с гнездом 30 запорного клапана 31. Отверстие 28 герметизировано уплотнение.м 32, охватывающи.м задний хвостовик 24, который установлен в нем с возможностью перемещения. В теле втулки 29 выполнены каналы 33, соединяющие отверстие 28 с каналами 34, выпол
20
25
30
35
40
45
50
55
нснными каналы 33, соединяюн1.ие отверстие 28 с каналами 34, выполненны.ми в теле плиты 1.
Запорный клапан 31 установлен в гнезде 30 с возможностью перемещения, поджат пружиной 35, имеет канавки 36 и толкатель 37, который помещен с зазоро.м в отверстии седла 38, закрепленного в окончании хвостовика 24 в отверстии 39 щто- ка 40.
В отверстии 39 установлено уплотнение 41, охватывающее хвостовик 25, оно посредством каналов 42 соединено с поршневой полостью
43съемного гидроцилиндра 44. Последний имеет крышку 45, порнлень 46 с уплотнением 47, нружину 48 и накидную гайку 49, навинченную на резьбу хвостовика 6 и скрепляющую гидронилиндр 44 с полым клином 5. Универсально-наладочный стол предназначен для закрепления деталей 50 с помощью планок 51 с опорными винтами 52.
Универсально-наладочный стол работает следующим образом.
В зависимости от конфигурации детали 50 с резьбовых отверстий 16 плунжеров 15 и 26 удаляют 3an,iyHJKy 17 и соединяют указанные плунжеры с зажимными эле.ментами 18, связанными с прижимными планками 51 и опорными винтами 52. К соответствующим хвостовикам 6 полых клиньев 5 накидными гайками 49 прикрепляют гидроцилиндры 44. При этом, в каждом из них передний хвостовик 25 размещается в уплот- генно.м отверстии 39 штока 40. Упираясь в дно отверстия 39, толкатель 37, сжав пружину 35, углубляет запорный клапан 31 в гнездо 30, чем соединяет канал 27 с каналами 42 щтока 40.
При нодаче давления через каналы 34 (органы управления гидроприводом не показаны) рабочая жидкость через каналы 33, отверстие 28 и каналы 27 и 42 поступает в рабочую полость 43 гидроцилиндра
44и совершает одновременное перемещение, сжимая пружины 21, 48, 9, поршня 46 со штоком 40 и клином 19 влево, а корпуса гидроцилиндра 44 с клином 5 - вправо. В процессе перемещения клинья 5 и 19 выступами 8 и 22 воздействуют на наклонные пазы 14 плунжеров 15 и 26, вынуждая их переместиться вниз и, взаимодействуя посредство.м зажимных эле.ментов 18 на планки 51, закрепить деталь 50.
При сбросе давления пружины 9, 21, 48 одновременно возвращают в исходные положения nopHieHb 46 со штоком 40 и клином 9 и корпус гидроцилиндра 44 с клином 5. При этом клинья 19 и 5 вынуждают плунжеры 15 и 26 с зажимными элементами 18 переместиться вверх и освободить деталь 50 от закрепления.
Перена. шдку стола на обработку детали 50 иной конфигурации осуществляют следующим образом.
Заранее назначают пары плунжеров 15 и 26, которые должны быть задействованы при закреплении очередной детали 50. Соответственно назначенным плунжерам 15 и 26 к хвостовикам 6 присоединяют в процессе обработки детали 50 сменный комплект гидроцилиндров 44. При этом открываются клапаны 31 и поступившая в гидроцилиндры 44 рабочая жидкость вынуждает их срйботать вхолостую. По окончании обработки детали 50, слива жидкости и возврата подвижных органов в исходные положения деталь 50 удаляют, а зажимные элементы 18 с планками 51 и их винтами 52 перезакрепляют в ранее назначенные группы плунжеров 15 и 26, устанавливают деталь 50 новой конфигурации и, включив давление, закрепляют ее на столе. Вслед за этим открепляют накидные гайки 49
и удаляют гидроцилиндры 44, использовавшиеся при закреплении детали 50 иной конфигурации. При этом пружины 35 достигают клапаны 31 до седел 38 и тем самым запирают жидкость в каналах 27, а плунжеры 15 и 26, освободившись от воздействия снятых гидроцилиндров 44, клинья 5и19 и пружинами 9 и 21, возвраш,аются в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1484561A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Станок бесцентрово-доводочный | 1985 |
|
SU1311910A1 |
| Универсально-наладочный гидравлический стол | 1979 |
|
SU772799A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Способ гидропрессования длинномерных профильных изделий и установка для его осуществления | 1986 |
|
SU1454536A1 |

4 i
32 za ZS 19
J f 21 2V 22 23
273 S
5 30 6 W 3 37
5 -В
16
Д-Л
Фиг. 6
Фиг.1
| Ансеров М | |||
| А | |||
| Приспособления для металлорежущих станков | |||
| Л., Машиностроение, 1975, с | |||
| Способ обработки шкур | 1921 |
|
SU312A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Универсально-наладочный гидравлический стол | 1979 |
|
SU772799A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
