Известны способы формования бетонных и железобетонных панелей в вертикальном ноложении на подвижном поддоне с бортоснасткой при виброуплотнении. Для формования панелей известными способами необходимо применять смеси с высоким содержанием цемента и после бетонирОВаНия выдерживать в формах дл1ительное время.
Предлагаемый способ формования панелей обеспечивает применение малоподвижных, жестких смесей с осадкой конуса О-2 см при последующем немедленном удалении издеЛИЙ из формующей машины.
Предлагаемый способ отличается от известных тем, что поддон станавливают в крайнее верхнее положение на уровне бункера и укладку смеси производят от нижней кромки поддона при опускании его вниз таким образом, чтобы уложенная смесь при прохождении у вибробруса уплотнялась, а затем поверхность ее заглаживалась при скольжении по неподвижному щиту. В .нижнем положении поддона отформованное изделие при сдвиге отделяют от поверхности щита, а поддон кантуют в горизонтальное положение на рольганг.
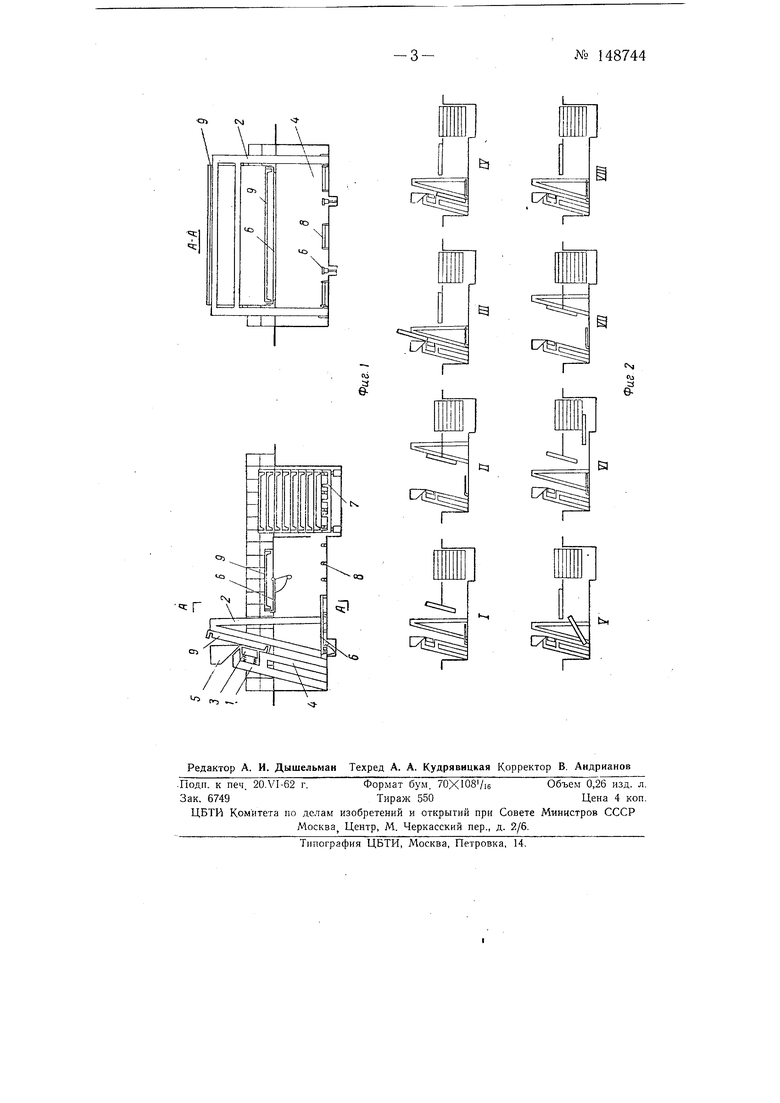
На фиг. 1 показана схема установки для осуществления предлагаемого способа формования бетонных и л елезобетонных панелей в вертикальнОМ положении на подвижном поддоне с бортоснасткой при виброуплотнееии; на фиг. 2-технологическая последовательность изготовления Панелей по предлагаемому способу.
Установка состоит из неподвижной стаеины /, подвижной станины 2, вибробруса 3, плоского неподвижного щита 4, бункера 5 для бетона, кантователя поддоксв 6, подъемника 7, рольганга 8 и поддона 9 с бортоснасткой.
Подвижная станина снабжена двумя захватами поддона форм, которые могут перемещаться по вертикали. Сама станина может посту№ 148744
пательно перемещаться -по направлению к неподв-ижной станине или от нее.
Обе станины размещаются в пр.иямке, на дне которого установлен кантователь поддонов и ролнганг. На уровне пола также имеется кантователь. Подъемник в приямке .позволяет устанавливать формы на высоту несколько большую, чем высота изделия в форме, и после закрепления формы возвращаться в исходное положение.
Изделие формуют при -сближепии подвижной станины с неподвижной. По мере заполнения формы она опускается в «ижнее положение, при этом поверхность изделия, обращенная к неподвижной станине, в процессе опускания заглаживается щитом. При скольжении в нижнем положении бортоснастка надвигается на упоры, изделие отрывается от щита, а затем вместе с поддоном переводится в горизонтальное положение. По рольгангам изделие поступает на подъемник и начинает пульсирующее движение кверху, в процессе которого твердеет.
Процесс изготовления панели состоит из следующих операций (см. фиг. 2): /-inoBopOT поддона с бортоснасткой и уста«овлен«ой арматурой на верхнем кантователе в положение близкое к вертикальному; //-перемещение подвижной станины к поддону и захват его; ///- перемещение станины в положение для бетонирования при одновременном подъеме поддона в верхнее ноложение; IV-бетонирование и движение иоддона вниз; V-отвод изделия от неподвижной станины (от щита) и поворот его в поддоне Б горизоптальное положение; VI- перемещение изделия с помощью рольганга на подъемник; VII-подъем « твердение бетопа изделия; VIII-распалубка панели при предварительном перенесении формы с изделием на кантователь.
Предмет изобретения
Способ формования бетонных и железобетонных панелей в вертикальном положении на подвижном поддоне с бортоснасткой при виброуплотнении, отличающийся тем, что, с целью обеспечения формования изделий из жестких смесей, поддон устанавливают ,в -крайнее верхнее положение на уровне бункера и укладку смеси нроизводят от нижней кромки поддона при опускании его вниз таким образом, что уложенная смесь при прохождении у вибробруса уплотняется, а затем поверхность ее заглаживается при скольжении по неподвижному щиту, и в нижнем положении отформованное изделие при сдвиге отделяют от поверхности щита, а поддон кантуют в горизонтальное положение на рольганг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки в вертикальном положении железобетонных панелей фигурных профилей | 1960 |
|
SU146224A1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Способ формования железобетонных изделий в кассетах | 1960 |
|
SU140718A1 |
| Устройство для изготовления, например, железобетонных объемных блоков | 1960 |
|
SU133390A1 |
| Устройство для замоноличивания стыка стеновой панели с плитой пола при изготовлении объемных элементов | 1961 |
|
SU152301A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Машина для заделки отверстий в торце многопустотной плиты перекрытия | 1979 |
|
SU874355A1 |
| Установка для формования железобетонных многопустотных изделий | 1977 |
|
SU625931A1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1978 |
|
SU990531A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |