. (54) МАШИНА ДЛЯ ЗАДЕЛКИ ОТВЕРСТИЙ В ТОРЦЕ МНОГОПУСТОТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПАНЕЛИ Изобретение относится к строительству и может быть использовано при про цзводстве железобетонных многопусто- ных панелей перекрытий (настилов). Известна ; ручная заделка отверстий в торце многопустотной железобетонной панели, которую производят после пустообразователей путем установки заранее изготовленных бетонных пробок и осадки верхней полки бетона над про ками вручную мастерком 11 Недостатками этой заделки являются трудоемкость ручногю процесса и невысокая прочность торцов плит после задел ки.. Наиболее близким техническим решением к изобретению является машина для заделки отверстий в торце многопустотной железобетонной панели, включающая подвижную раму о. силовыми цнлинд рами и поворотную траве|зсу с формуйшими стаканами, в которых устаноалены поршнвитолкатели с пуансонами Г2 Недостатком известной машины является низкая прочность торцов панели после заделки отверстий, так как между пробками и стенками пустот остаются зазоры, незаполненные бетоном, в связи с чем через торцы не происходит передача всех нагрузок от вышелезкащих этажей в зданиях. Целью изобретения $шляется повьпи ние прочности торцов панели. Поставленная цель достигаете тем, что машина для заделки отверстий в многопустотной железобетонной панели, включающая подвижную с силовыми цилиндрами и поворотную траверсу с формукйними стаканами, в которых т J: установлены поршни-толкатели с пуансонами, снабжена подвижной опорной платформой,, на которой смонтированы опалубка с установленным с возможностью ве тийального перемещения вибробрусом и поворотная траверса с формующими стаканами, причем каждый пуансон поршнятолкателя имеет форму расположенной
вертикально трехгранной призмы и размещен в нижней части формующего стака на.
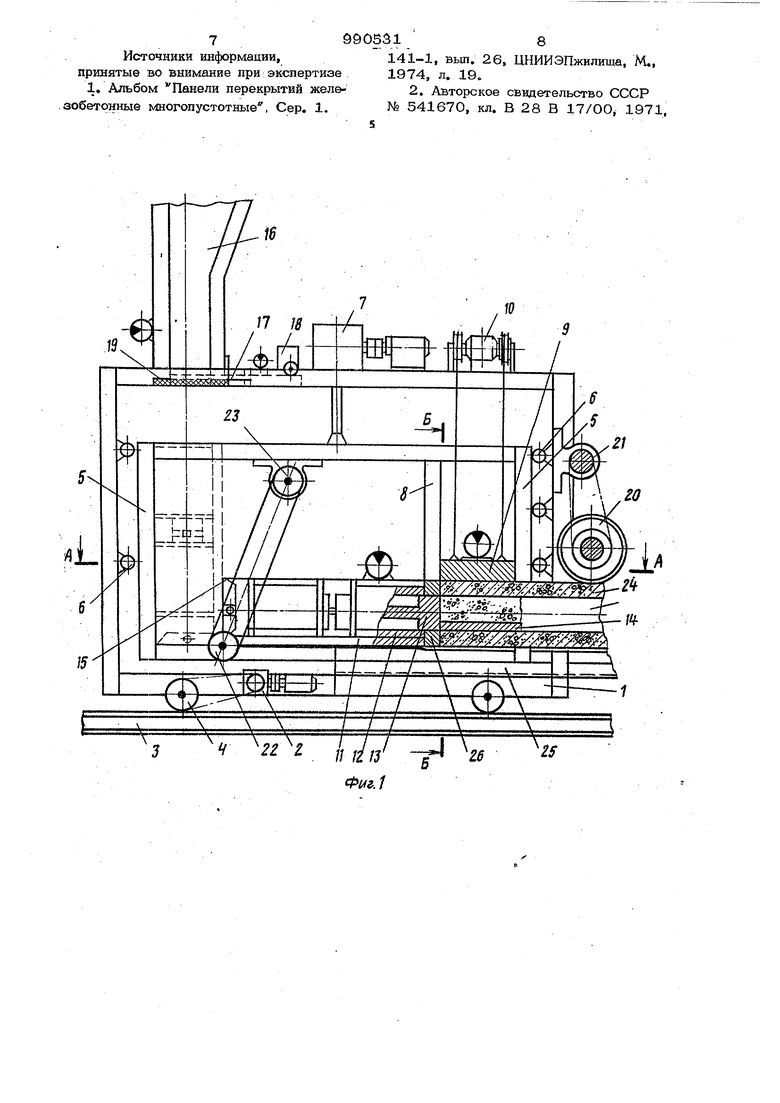
На фиг, 1 изображена предлагаемая машина, вид сбоку; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Машина для заделки отверстий в торце многопустотной железобетонной панели включает подвижную раму 1, перемещаемую с помощью привода 2 по рельсам 3 на колесах 4. В раме 1 смонтированы с возможностью вертикального перемещ& ния опорная платформа 5 по роликам 6, имеющая механизм 7 подъема и опускания, опалубка 8 вибробрус 9 с приводом 10, а также поворотная вибротраверса 11 с формутощими стаканами 12, в которых размещены поршни-толкатели i 13 с пуансонами 14 для образования отверстий малого диаметра, имеющими форму трехгранной призмы. .
Перемещение поршней осуществляется с помощью силовых цилиндров 15 с гидро- или пневмосистемой. На раме жестко закреплены вибробункер 16 с виброзаслонкОД 17 с приводом 18 ее перемещения, низ вибробункера вьшолнен, обрезиненным 19, а также закреплен выравнивающий ролик 20 с 1ФИВОДОМ 21. Траверса 11с формующими стаканами 12 может поворачиваться на 90 относительно горизонтальной оси 22 с помощью, например, привода 23 и цепной передачи или с помощью рычагов, соединенных с силовыми цилиндрами. Опалубка 8 с вибробрусом 9 и вибротраверса 11 с формующими стаканами 12 на оси 22 объединены в одно целое и перемещаются в раме по направляющим 5 с помощьюмеханизма 7 подъема и опускания.
Машина работает следующим обраЗрМ.
После формования многопустотной железобетонной панели 24, лежащей на поддоне 2,5, при неснятой с нее бортоснастки 26 и не вынутых пустотообр зователях, подвод5гг машину и заглажин вающим роликом 20 выполняют калибровку по .всей длине вплоть до торцевой зоны шириной 1ОО мм, которая оотается некалиброванной и впоследствии будет доработана вибробрусом. Затем вынимают и отводят пустотообразователи, машину подводят к заделываемому торцу панели и приводом 7 по направляющим роликам 6 опускают на бортоснаст ку объединенные в одно целое опалубку с вифобрусом и вибротраверсу с формующими стаканами так, что штыри 27 опалубки 8 входят в соответствующие гнезда в бортоснастке (фиг. 3). При этом опалубка плотно ложится на бортоонастку 26 и внутренние грани опалубки и бортоснаетки совмещаются.
Предварительно повернутая в вертикальное положение -(показано на фиг. 1 пунктирными линиями) на оси 22 траверса 11 с жестко закрепленными на ней вибратором, силовыми цилиндрами 15 и формующими стаканами 12, заполненными бетонной смесью, поворачивается, например, с помощью привода 23
5 и цепной передачи или с помощью рычагов, соединеннъ1х с силовыми цилиндр&ми, относительно оси 22 и ложится в горизонтальное положение (показано на фиг. 1 пунктирными линиями) на упорьь0 фиксаторы (не показаны). При этом, i. так как траверса 11 и опалубка 8 объединены в одно целое и закреплены на раме, а опалубка с помощью штырей 27 точно устанавливается на бортоснастку, отверстия формующих стаканов располагаются точно напротив отверст ий в бортоснастке.
С помощью силовых цилиндров 15 , перемещают поршни 13 в крайнее правое
положение и вьщавливают из формующих стаканов 12 в соответствующие отверо тия в бортоснастке и, следовательно, в отверстия панели уплотненные отвибрированные в стаканах бетонные пробки. Длина поршней и их ход рассчитан таким образом, что передняя часть поршней 13 в крайней правой позиции (фиг. 1) выступает за торцевую грань формук щих стаканов, входя в соответствующие отверстия в бортоснастке и плотно закрывая их, так что бетонные пробки внедряются в тело панели и не выступают из панели. Так как с поршнями объединены в одно целое пуансоны 14, имеющие форму узкой трехгранной призмы со скругленными углами (для прокладки электропроводки и слива конденсата), эти пуансоны также входят вместе с пробками в тело панели и ложатся на низ пустот.
Включают привод 10 и опускаютвибробрус 9 при его непрерывной вибрации до момента касания верха панели 24, при этом уплотняют бетон торца панели на ширине, на ЗО-40 мм мень шей длины бетонных пробок ( предотвращает разрушение верхней полки бетона над пустотами в зоне контакта вибрируемого и невибрируемого бетона). При этом бетон торца панели и бетонные пробки, практически одновременно изготовленные, образуют монолитный торец тюнели. Фиксация момента касания внб робрусом верха панели может осущесга- ляться например, ограничением длины стальных тросов, на которых внбробрус подвешен к.оси привода 10, Затем с помощью силовых цилиндров 15 поршни13 вместе с жестко соеди ненными с нвми пуансонамн 14 перемешаются в крайнее левое положение, от 1фывая отверстия в бортоснастке, С помощью щ нвода 23 поворачивают траверсу 11 с формующими стаканам1а 12 в вертикальное положение (показано пунктиром на фиг, 1) до упоров-фиксато ров этого положения (не показаны). С помощью привода 10 поднимают вибробрус 9 в верхнее положение, с помощью привода 7 поднимают объединенные в одно целое опалубку с вибробрусом и вибротраверсу с формующими стаканами на оси в верхнее положение, при этом штыри 27 выходят из гнезд и опалубка 8 снимается с бортоснатски 26. Как вариант, торец панели вьравнивают заглаживающим роликом 2 О. После вьшолнения этих операций обео печивается возможность перемещения . поддона с панелью под машиной для .ioдачи панели на следующий пост для сняти бортоснастки и загрузки панели в пропарочную камеру. При поднятой в верхню позицию раме отверстия вертикально рас положенных формующих стаканов вибротраверсой 11 устанавливаются точно на против соответствуюишх отверстий низа вибробункера 16, предварительно за1фытых заслонкой 17., Точность установки обеспечивается за счет того, что рама с траверсой и вибробункер объединены в одно целое на портале 1. Низ бункера вьшолнен оф&зиненным 19 и снабжен виброзаслонкой 17 с приводом 18 ее перемещения. В бункер засыпают бетонную смесь и вклю чают вибратор бункера. Открьгоают ви&розаслонкой отверстия низа бункера, выполненные аналогично отверстиям форму- ющих стаканов, и при непрерывной вибрации подают бетон, отформованный в нижней части бункера в виде пробок цилиндров. |Эти бетонные пробки плотно входят в формующие стаканы 12 заполняя их, после чего выключают вибратор бункера и включают вибратор траверсы 11. При этом из-за наличия резиновой прокладки 19 вибрация траверсы не nejp дается бункеру и бетонные пробки, находящиеся в бункере, зависакуг, не опускаясь в стаканы 12, -Из-за вибрации траверсы 11 происходит доуплотнение бетонных пробок в сгаканахТ 2, а также происходит разрыв бетона в уровне верха стаканов, после чего вибрацию прекращают. Для случаев применения пластичных (а не жестких, как обычно) бетонных смесей, предусмотрено наличие виброзаслонки 17, которая при необходимости может перекрывать отверстия по ниау вибробункера, вьтолняя таким образвм дозировку порции бетона заделки и яаЯяясь дополнительным дублируюшим уст ройством. Машина готова к заделке отверстий следующей многопустотной панели. Машина для заделки отверстий в Tiepце многопустотной панели имеет малкю габариты и может быть использована на действующих железобетонных заводах без существенной реконструкции заводсKOjjp оборудования. Машина позволит полностью мехадш зировать процесс заделки отверстий в. торцах панелей и сократить трудозатраты на 1О%, причем ее применение повысит прочность торцов панелей до 40% и позволит применять выпускаемые в большом количестве экономичные многопуототные плиты перекрытий для здайий высотой более 9-ти этажей, вместо применяемых в настоящее время для таких зданий менее экономичных сплошных плит, что обеспечит экономию армату| ной стали не менее 2 кг на 1 м перекрытия. .. Формула изобретения I Машина для заделки отверстий в Tqpце многопустотной железобетонной панели, включающая подвижную раму с силовыми цилиндрами и поворотную траверсу с формующими стаканами, в которых установлены поршни-толкатели с пуансонами, отличающаяся тем, что, с целью повьпиения прочности торцов па нели, она снабжена подвижной опорной платформой, на которой смонтированы опалубка с установленным с возможностью вертикального перемещения брусом и поворотная траверса с форму ющими стаканами, причем каждый пуансон поршня-толкателя имеет форму расположенной вертикально трехгранной призмы и размещен в нижней части формующего стакана.
Источники информации, принятые во внимание при экспертизе , 1. Альбом Панели перекрытий желе. зобетонные мно1Ч)пустотные, Сер. 1,
141-1, вып. 26. ШШИЭПжилиша. М., 1974, л. 19.
2. Авторское свидетельство СССР № 541670, кл. В 28 В 17/00, 1971,
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для заделки отверстий в торце многопустотной плиты перекрытия | 1979 |
|
SU874355A1 |
| Установка для формования железобетонных многопустотных изделий | 1977 |
|
SU625931A1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| МАШИНА ДЛЯ ЗАДЕЛКИ ОТВЕРСТИЙ В ТОРЦЕ МНОГОПУСТОТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПАНЕЛИ | 1968 |
|
SU209274A1 |
| Установка для изготовления многопустотных строительных конструкций | 1982 |
|
SU1092041A1 |
| МАШИНА ДЛЯ ЗАДЕЛКИ ОТВЕРСТИЙ В ТОРЦЕ МНОГОПУСТОТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПАНЕЛИ | 1970 |
|
SU275811A1 |
| Машина для заделки отверстий в торцах многопустотных железобетонных изделий | 1979 |
|
SU990532A1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1980 |
|
SU944938A1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1971 |
|
SU541670A1 |
| Способ заделки пустот в торцах свежеотформованных плит перекрытий | 1980 |
|
SU1009773A1 |

Фие.1
