1
Изобретение относится к строительству, а именно к оборудованию для изготовления железобетонных многоиустотных изделий.
Известна машина для заделки отверстий в торце многоиустотной железобетонной панели, включающая формующие стаканы с поршнями-толкателями и подвижную раму с силовыми цилиндрами. Машииа выиолпена с поворотной траверсой, стаканы жестко закреплены на траверсе, а силовые цилиндры - с подпружиненными штангами, снабженными кронштейнами.
Недостаток такой маншны состоит в том, что она не обеспечнвает равньчтрочност торцов изделия.
Наиболее близким к изобретению техническим реи1еи11ем является установка для формования железобетонных многопустотных изделий, содержащая бортоснастку и иустотообразователи, шарнирио закреплениые иа передвижной траверсе. Установка имеет взаимосвязанную с передвил иой траверсой балку, на которой смоитироваиы поршни н гильзы для формоваиия пробок.
Однако указанная установка также не обеспечивает равиопрочности торцов строительных изделий, так как опориая торцовая зоиа ие имеет моиолитности. В связи с этим в расчетах па прочпость стыков внутренних степ с перекрытиями можио принимать
только заниженные напряжения на опорные части.
Цель изобретеиия - повышение ирочности торцов формуемых изделий.
Ноставленная цель достигается тем, что установка для формования железобетонных многопустотных изделий, включающая раму, бортоснастку, передвижную траверсу с шариирио закрепленными на пей пустотообразователями, пригрузочиый щит и устройство для заделки торцовых отверстий, снабжена установленными иа раме двуилечими рычагами и бункером, вынолпенным с расположенпымп впутрп него дозпрующей решеткой и вибробрусом, имеющими возможность вертикального неремеп1енпя, а вибробрус снабжен штангой с упорами, пригрузочпый щит выиолпеп с пакладкой для образования па торце изделия выемки, причем дозирующая решетка щарпирпо соединена с двуплечим рычагом, второй конец которого взаимодействует с упорол щтанги вибробруса.
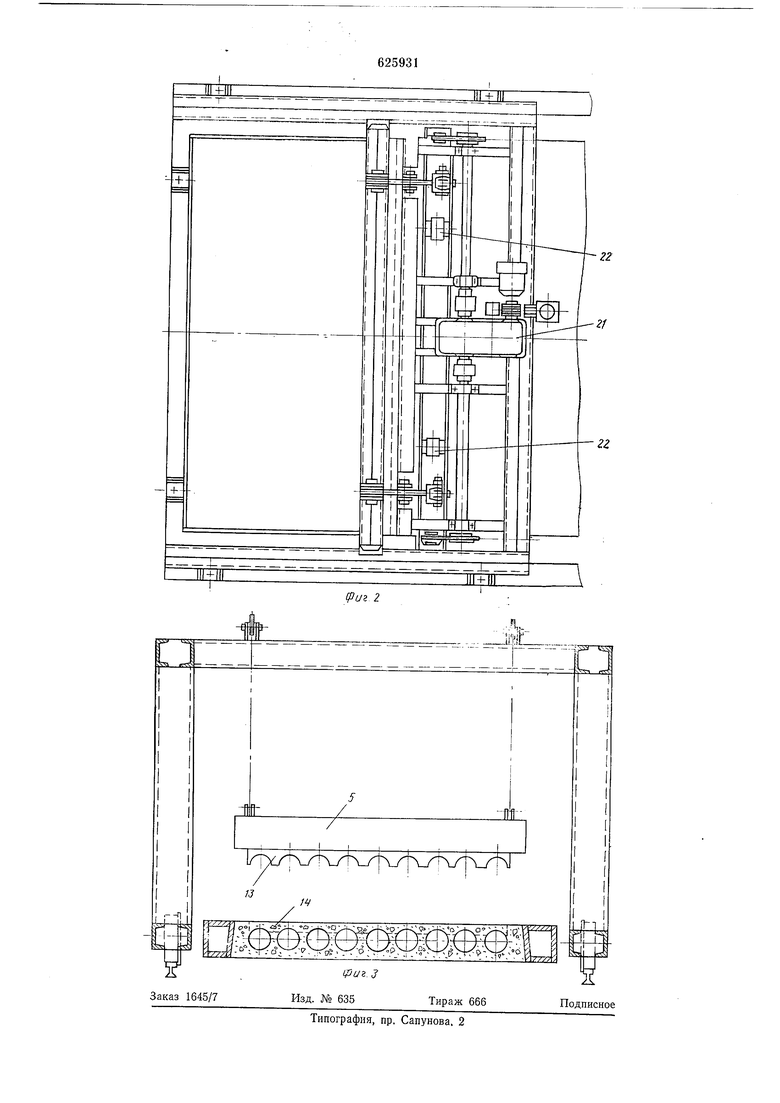
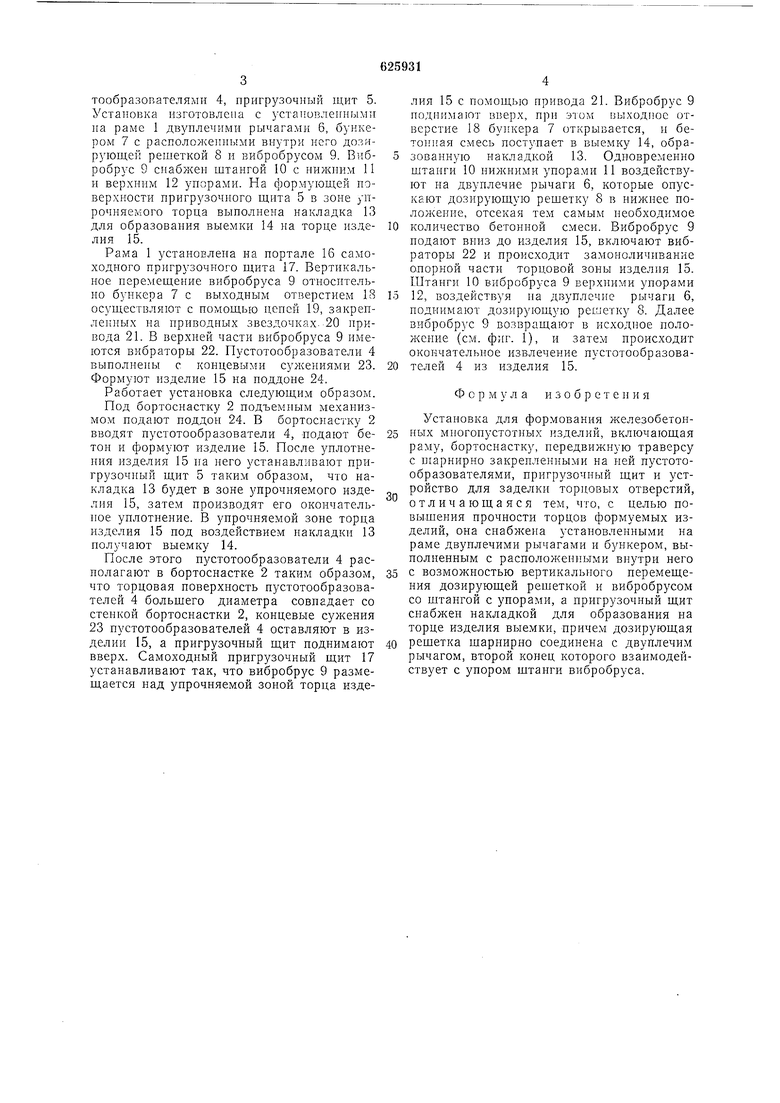
На фиг. 1 изображена предлагаемая установка, вид сбоку; па фиг. 2 - то же, вид сверху; па фиг. 3 - вид па прпгрузочный щит с накладкой.
Предлагаемая установка содержит раму 1, бортоснастку 2, передвижную траверсу 3 с шариирно закреилеиными на ней пустотообразопателями 4, пригрузочный щит 5. Установка изготовлена с устатшвленными на раме 1 двуплечими рычагами 6, бункером 7 с расположе1 нь ми внутри него дозирующей рещеткой 8 и вибробрусом 9. Вибробрус 9 снабжен щтангой 10 с нижним 11 и верхним 12 упорами. На формующей поверхности пригрузочного щита 5 в зоне упрочняемого торца выполнена накладка 13 для образовапия выемки 14 на торце изделия 15.
Рама 1 устаиоЕлепа на портале 16 самоходного пригрузочного щита 17. Вертикальное перемещение вибробруса 9 относительно бункера 7 с выходиьш отверстием 18 осуществляют с помощью цепей 19, закрепленных на приводных звездочках.-20 иривода 21. В верхней части вибробруса 9 имеются вибраторы 22. Пустотообразователи 4 выполнены с концевыми сужениями 23. Формуют изделие 15 на поддоне 24.
Работает установка следующим образом.
Под бортосиастку 2 подъемным механизмом подают поддои 24. В бортоснастку 2 вводят Пустотообразователи 4, подают бетой и формуют изделие 15. После уплотнения изделия 15 иа него устанавливают цригрузочиый щит 5 таким образом, что иакладка 13 будет в зоне упрочняемого изделия 15, затем производят его окончательное уплотнение. В упрочняемой зоие торца изделия 15 под воздействием накладки 13 получают выемку 14.
После этого цустотообразователи 4 располагают в бортоснастке 2 таким образом, что торцовая поверхность п).стотообразователей 4 больщего диаметра совпадает со стенкой бортоснастки 2, концевые сужения 23 цустотообразователей 4 оставляют в изделии 15, а пригрузочный щит поднимают вверх. Самоходный пригрузочный щит 17 устанавливают так, что вибробрус 9 размещается над упрочняемой зоной торца изделия 15 с помощью привода 21. Внбробрус 9 поднимают вверх, при этом выходное отверстие 18 бункера 7 открывается, и бетонная смесь поступает в выемку 14, образованную накладкой 13. Одновременно щтанги 10 нижними уцорами 11 воздействуют на двуплечие рычаги 6, которые опускают дозирующую рещетку 8 в иижиее положенне, отсекая тем самым необходимое
0 количество бетонной смеси. Вибробрус 9 подают вниз до изделия 15, включают вибраторы 22 и происходит замоноличивание опорной части торцовой зоны изделия 15. Штанги 10 вибробруса 9 верхними упорами
5 12, воздействуя па двуилечне рычаги 6, поднимают дозирующую решетку 8. Далее вибробрус 9 возвращают в исходное положеиие (см. фиг. 1), и затем происходит окончательное извлечение пустотообразова0 телей 4 из изделия 15.
Формула и 3 о б р е т е li и я
Установка для формования железобетои5 ных многопустотных изделий, включающая раму, бортоснастку, передвижную траверсу с шарннрно закрепленными на ней пустотообразователями, иригрззочный щит и устройство для заделки торцовых отверстий, отличающаяся тем, что, с целью цовыщения прочиости торцов формуемых изделий, оиа снабжена установленными на раме двуплечими рычагами и бункером, выиолненцым с расположенными внутри иего 5 с возможностью вертикального перемещения дозирующей рещеткой и вибробрусом со щтаигой с уцорами, а пригрузочный щит сиабжеп накладкой для образования на торце изделия выемки, причем дозирующая рещетка щарнирно соединена с двуплечим рычагом, второй конец которого взаимодействует с упором штанги вибробруса.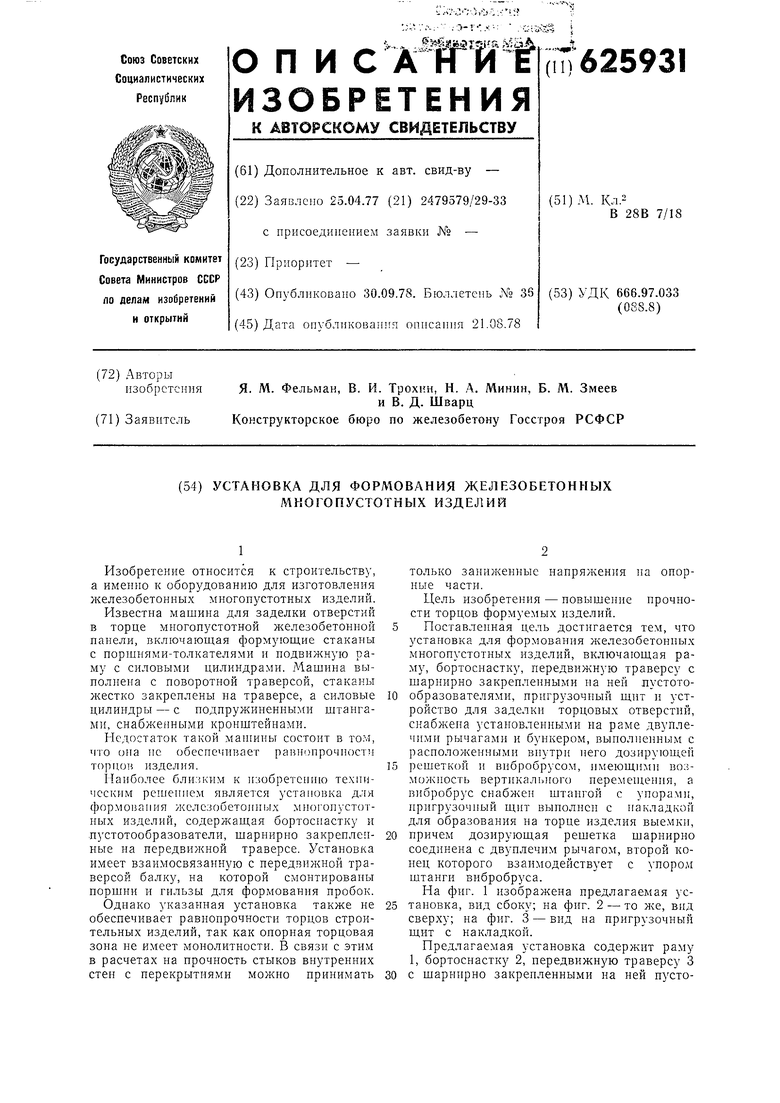
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Установка для изготовления многопустотных строительных конструкций | 1982 |
|
SU1092041A1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1978 |
|
SU990531A1 |
| Машина для заделки отверстий в торце многопустотной плиты перекрытия | 1979 |
|
SU874355A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| Установка для формования железобетонных многопустотных изделий | 1973 |
|
SU466996A1 |
| Формоукладчик | 1982 |
|
SU1090567A1 |
| Машина для формования многоступенчатых панелей перекрытий | 1976 |
|
SU655541A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| Подвижная экструзионная машина для непрерывного изготовления многопустотных железобетонных изделий | 1979 |
|
SU974931A3 |