Известное устройство для формовки в вертикальном положении железобетонных панелей фигурных профилей, в котором применен виброщит, упруго соединенный со станиной и связанный с формой, имеющей бортовую оснастку, не позволяет в полной степени использовать в производстве формовочное оборудование и простаивает в период выдержки в нем изделия.
В предложенном устройстве для формовки в вертикальном положении железобетонных панелей фигурных профилей виброщит установлен на основании с помощью щарнирного сочленения опорного бруса, позволяя кантовать виброщит вместе с формой из вертикального в горизонтальное положение. При кантовании осуществляется распалубка путем отрыва виброщита от поверхности отформованного изделия и возврат щита в исходное положение. Такая конструкция устройства повышает степень использования формовочного оборудования в производстве и сокращает сроки изготовления изделий.
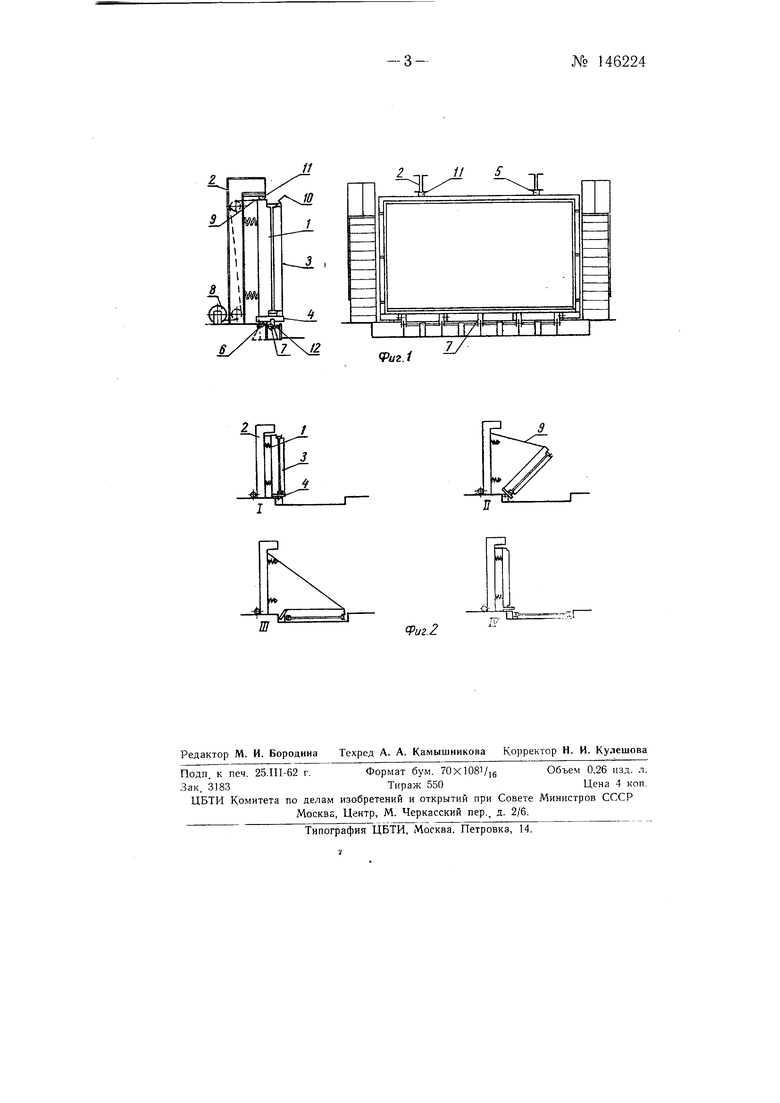
На фиг. 1 изображено предложенное устройство в двух проекциях; на фиг. 2 - схема последовательности распалубки изделий в четырех положениях.
Виброщит 1 упруго примыкает к станине 2 через пружины с ограничителями. Съемный щит 3 с бортовой оснасткой устанавливается на консольные опоры 4 виброщита и скрепляется с ним зажимами 5. Щиты установлены на опорных катках 6 и шарнирах 7 с пружинной фиксацией положения опоры.
При распалубке щиты / и 5 с помощью лебедки 8 и троса 9 переводятся в горизонтальное положение.
Процесс изготовления панелей производится в следующей последовательности.
№ 146224-2Съемный щит 3, снабженный бортоснасткой, вместе с арматурой устанавливается на консольные опоры 4 виброщита / и скрепляется с ним зажимами 5. Бетонная смесь загружается сверху при откинутом верхнем борте 10 съемного щита. По окончании бетонирования верхний борт 10 съемного щита поворачивается и скрепляется с соседними бортами.
Распалубка и съем изделий производятся поворотом их со щитами в горизонтальное положение (фиг. 2). Съемный щит скрепляется с основанием изделия. Изделие со щитами выдерживается под напряжением в течение 15-25 сек, создающимся тяговыми усилиями тяговых тросов, равными 0.6-0,8 силы сцепления бетона со щитом- Затем виброщит переводится в вертикальное положение.
Щиты формы должны быть достаточно жесткими, чтобы не создавалось значительных прогибов при повороте их со свежеотформованным изделием в горизонтальное положение, а также при транспортировке изделий со съемным щитом.
Система двух щитов, образующая формовочную полость, покоится на опорных катках бис помощью направляющих роликов // и пружин J2 связана с неподвижной станиной.
Всесоюзный государственный проектно-конструкторский институт «Гипростройиндустрия в своем заключении дает положительную оценку предложенному устройству, отмечая, что для изготовления тонкостенных и ребристых панелей в вертикальном положении представляет интерес.
Пред м е т изобретения
Устройство для формовки в вертикальном положении железобетонных панелей фигурных профилей с применением виброщита, упруго соединенного со станиной и связанного с формой, снабженной бортовой оснасткой, отличающееся тем, что, с целью повышения степени использования в производстве формовочного оборудования и сокр,ащения сроков изготовления изделий, виброщит смонтирован на основании при посредстве имеющего щарнирное сочленение опорного бруса с возможностью кантования виброщита в соединении с формой из вертикального в горизонтальное положение, при котором производится распалубка отрывом виброщита от поверхности отформованного изделия и с возвратом его в исходное положение.
L/
Vuz.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования бетонных и железобетонных панелей в вертикальном положении | 1961 |
|
SU148744A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Устройство для изготовления, например, железобетонных объемных блоков | 1960 |
|
SU133390A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| ЩИТ КАССЕТНОЙ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU331050A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Кассетная установка для изготовления крупнопанельных плит из бетона | 1988 |
|
SU1699773A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
1 j
i
rzi
fPuz.2
