Описываемое кантующее устройство для монтажа подушек опорных валков прокатного стана отличается от известных аналогичных устройств тем, что оно снабжено пневматическим приводом, а подушка крепится штырями с боковых сторон кантуюшего устройства. Кантуюшее устройство в таком выполнении облегчает и ускоряет процесс монтажа подушек.
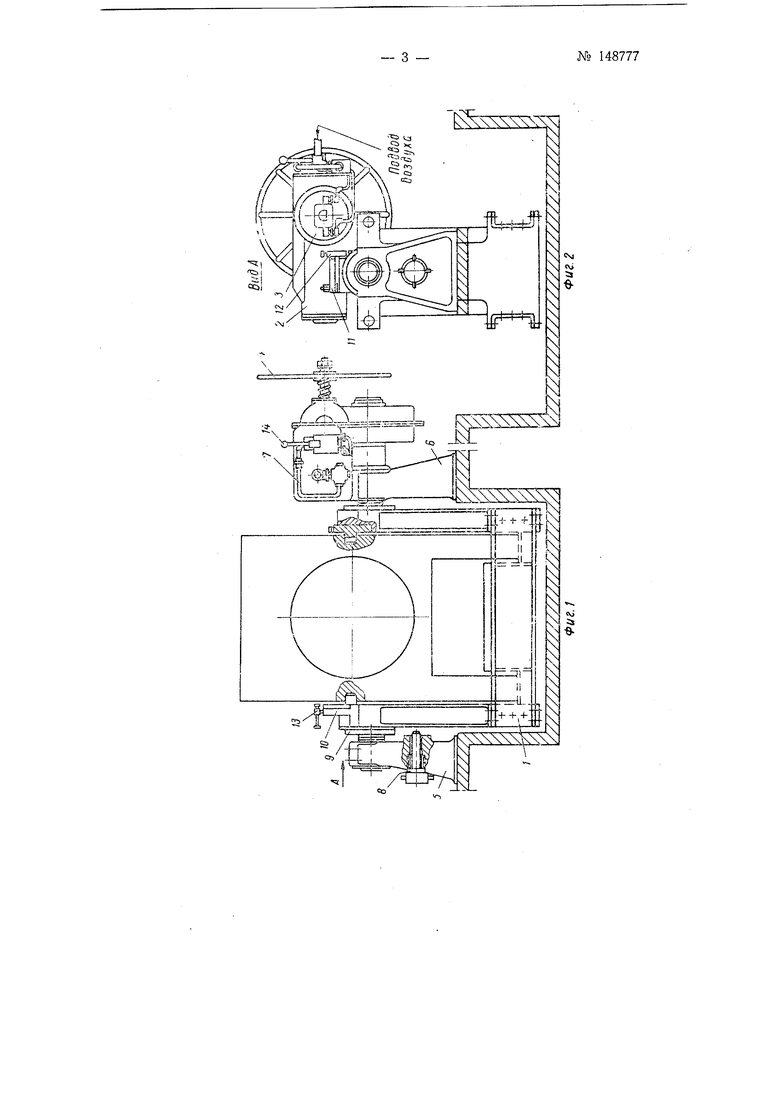
На фиг. 1 схематически изображено описываемое кантуюш.ее устройство; на фиг. 2 - вид по стрелке А.
. Посредством кантуюшего устройства производят кантовку подушки на 180° для сборки и разборки в ней деталей подшипника.
Кантуюпдее устройство состоит из люльки 1, редуктора 2, пневматического двигателя 3, ручного привода 4, стоек 5 и 5/ пускателя 7 и стопора 8.
К стойке 5 люльки с одной стороны крепится цапфа с опорным фланцем 9. С другой стороны цапфой стойки 6 продолжение вала редуктора, закрепленного к стойке люльки и имеющего шпоночное соединение для передачи люльке крутящего момента. Для удержания подушки в люльке во время ее кантовки предусмотрены цапфы 10 со штырями, вставляемые в углубление подушки до установки ее в люльку. Цапфы 10 крепятся к стойке люльки посредством планки 11, скобы 12и винта 13. В опорной стойке 5 предусмотрен стопор 5 для удержания люльки в горизонтальном положенииво время сборки.
Управление пневматическим двигателем производится пускателем 7 посредством рукоятки 14.
Работа на кантующем устройстве производится следующим образом. Подушку подшипника со вставленными в углублении ее штырями цапф 10 устанавливают подъемным краном в гнездо люльки. Цапфы за№ 148777
крепляют к стойкам люльки планкой 11, скобой 12 и винтом 13. После этого поворотом- рукоятки 14 включают пневматический двигатель 3 и при достижении кантующим устройством горизонтального положения, рукоятка ставится в нейтральное положение и люлька фиксируется стопором 8. Доводку кантующего устройства до требуемого положения и его фиксацию осуществляют ручным приводом 4.
При таком положении подушки производят сборку подшипника. После окончания работ на одной стороне подушки люльку освобождают отстопора при помощи ручного привода и люлька с подушкой под действием собственного веса принимает вертикальное положение.
При повороте рукоятки 14 в обратном направлении люлька с подушкой скантуется в горизонтальное положение также в обратном направлении и фиксируется стопором. После окончания сборки деталей подшипника на этой стороне люльку с подушкой устанавливают в вертикальное положение и подушку с собранным подшипником убирают подъемным краном.
Разборку подшипника на кантующем устройстве производят аналогично сборке.
Предмет изобретения
Кантующее устройство для монтажа подушек опорных валков прокатного стана, отличающееся тем, что, с целью облегчения и ускорения процесса монтажа подушек, оно снабжено пневматическим приводом, а подушка крепится штырями с боков -кантующего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для монтажа и демонтажа подшипников из подушек прокатных валков предварительно напряженных клетей | 1987 |
|
SU1470382A1 |
| Выводная кантующая проводка сортового прокатного стана | 1977 |
|
SU741980A1 |
| БЕССТАНИННАЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2001 |
|
RU2210448C1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| Кантователь длинномерного проката | 1984 |
|
SU1217518A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1359024A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ КВАРТО | 2011 |
|
RU2497615C2 |
| Манипулятор с кантователем обжимного прокатного стана | 1982 |
|
SU1217517A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| ПРОКАТНАЯ КЛЕТЬ БЕЗ СТАНИНЫ | 2001 |
|
RU2208487C2 |