Известны способы загрузки передних столов раскатных станов трубопрокатного агрегата. Однако при таких способах используется громоздкое оборудование.
Предлагаемый способ загрузки передних столов раскатных станов отличается от известных тем, что в нем применен перепад на загрузочной решетке между передними столами раскатных станов № 1 и № 2, а расстояние от верхнего уровня рычагов перекрывателя до оси прокатки одинаковое у двух столов с одновременной загрузкой трубами передних столов. Это позволяет улучшить обслуживание трубопрокатного агрегата и снизить его вес.
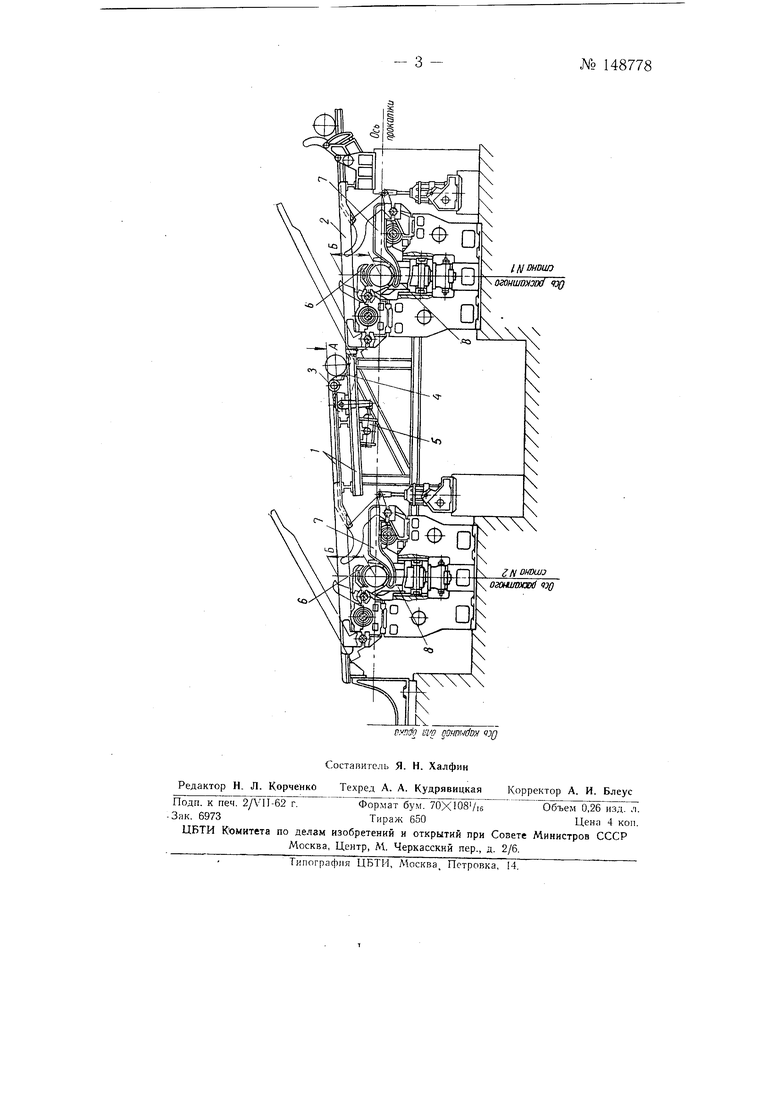
На чертеже изображен трубопрокатный агрегат для осуществления предлагаемого способа.
Загрузочная решетка / выполняется с перепадом А, позволяющим сделать расстояние Б от верхнего уровня рычагов перекрывателя 2 до оси прокатки одинаковым на обоих передних столах раскатных станов № 1 и № 2. Перед передним столом раскатного стана № 2 устанавливается пружинный буфер 3, смягчающий удар от раскатившейся трубы, и выбрасыватель 4 с приводом от пневматического цилиндра 5.
Загрузка передних столов.раскатных станов № 1 и № 2 производится следующим образом. Вначале поднимают рычаги перекрывателя 2, затем - проводки 6 и приемные рычаги 7 переднего стола раскатного стана № 1. Дозатором подают одну трубу, которая скатывается на приемные рычаги 7. После возвращения приемных рычагов 7 в исходное положение укладывают трубу на желоб 8, закрывают проводки 5 и опускают рычаги перекрывателя 2, в результате чего труба прокатывается. Дозатором подают одну трубу, которая скатывается по реигетке и перекрывателю к буферам 3; от буферов труба выбрасывате№ 148778; - 2 леи 4 подается к переднему столу раскатного стана № 2, который заранее, подготовлен к приему , трубы.
После возвращения выбрасывателя 4 в исходное положение дозатором снова подают одну трубу, которая скатывается по решетке и перекрывателю к буферам 5, ожидая освобождения переднего стола раскатногЬ стана Л 2. При тако-м способе загрузки передних столов по мере их освобождения от труб они могут быть загружены оба одновременно.
При внедрении предлагаемого способа можно получить значительную экономию бетона, так как от кольцевых печей до раскатного стана № 1 уровень оборудования поиижен на величину перепада А, а также экономию металла (до 17 тыс. руб.) за счет унификации узлов обоих передних столов вследствие одинаковых расстояний Б. Вес столов и других механизмов, снижается, что дает экономию металла до 70 г.
Предмет изобретения
Способ загрузки передних столов раскатных станов трубопрокатного агрегата, отличающийся тем, что, с целью улучшения обслуживания стана и сниженяя его веса; применен перепад на загрузочной рещетке между передними столами раскатных станов № 1 и № 2, а расстояние от верхнего уровня рьгчагов перекрывателя до оси прокатки выполнено одинаковым у двух столов с одновременной загрузкой трубами обоих передних столов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи труб с наклонных решеток на подъемный стол и со стола на решетку | 1961 |
|
SU140022A1 |
| Устройство для перемещения круглых изделий в нагревательной печи | 1961 |
|
SU139673A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| Передний стол стана продольной прокатки труб | 1980 |
|
SU874237A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ГИЛЬЗ И СТЕРЖНЕЙ | 1992 |
|
RU2042444C1 |
| Стол стана поперечно-винтовой прокатки | 1981 |
|
SU1034806A1 |
| Двухниточное загрузочное устройство трубопрокатного стана | 1978 |
|
SU768515A1 |
| Устройство для подачи гильз в трубопрокатный стан | 1984 |
|
SU1178518A1 |
| Механизм смены оправок на автоматстане | 1977 |
|
SU679268A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 2009 |
|
RU2392075C1 |