. 1 -
I
Изобретение относится к обработке металлов давлением, а точнее к трубопрокатному производству и наиболее i эффективно может быть использовсшр в станах продольной прокатки труб использующих заготовки раз личных, длин.
Известен передний стол стана tqpo- дольной прокатки труб г включшощий желоб, установленный на его направляющих заталкиватель, выполненный в видй тележки с приводом перемещения, и фиксаторы положения тележки ij.
Недостатком известного стола является отсутствие надежного закрепления затапкивателя в процессе равоты
Наиболее близким по технической сущности к предложенному является; передний стоп стана продольной прокат ки труб, включающий желоб, ролики, пневматический заталкиватель трубы и проводки 23
Недостаток известной конструкции . переднего стола заключается в том, что расположение ДЛИННОХОДОБОГО превматического цилиндра с ударником ojносительно рабочей клети определяется наибольшей длиной заготовок, прокатывае лх на стане. При этом шток пневмоцйлиндра с ударником в исходном пс ложении занимает крайнее JiieBOe
положение независимо от длины прокатываемой заготовки. При прокатке заготовок наименыией длины пневмоцилиндр соверииает путь, больший на величину, равную разности длин заготовок. Это приводит к увеличению вспомогательного времени, затрачиваемого на операцию задачи заготовок в валки рабочей клети, а следовательно, к .
10 уменьшению производительности стана.
Целью данного изобретения является повышение производительности путем сокращения времени на задачу в стан заготовок различной длины.
Л5
Поставленная цель достигается созданием переднего стола стана продольной прокатки, включающего желоб, задающие ролики, пневматический заталкиватель трубы и проводки, который
20 снабжен тележкой с реечным приводов, на которой установлен пневматический заталкиватель, и фиксатором промежуточных положений, а дно желоба выполнено в виде съемных фиксирован25ных вставок, а также тем, что фиксатор промежуточных положений выполнен в виде секции зубчатой рейки, имеющей привод вертикального перемещения.
Предлагаемое конструктивное вы
30 полненйе переднего стола стана продольной прокатки позволяет предварительно подвести тележку-с заталкивателем на минимальное расстояние до заготовки и зафиксировать ее положение фиксатором. При задаче заготовки в валки рабочей клети заталкиватель уже не проходит расстояние,равное разности длин максимгшьной и минимальной заготовок, а следовательно, сокращается время на заталкивание заготовок в клеть, что приводит к увеличению производительности стана.
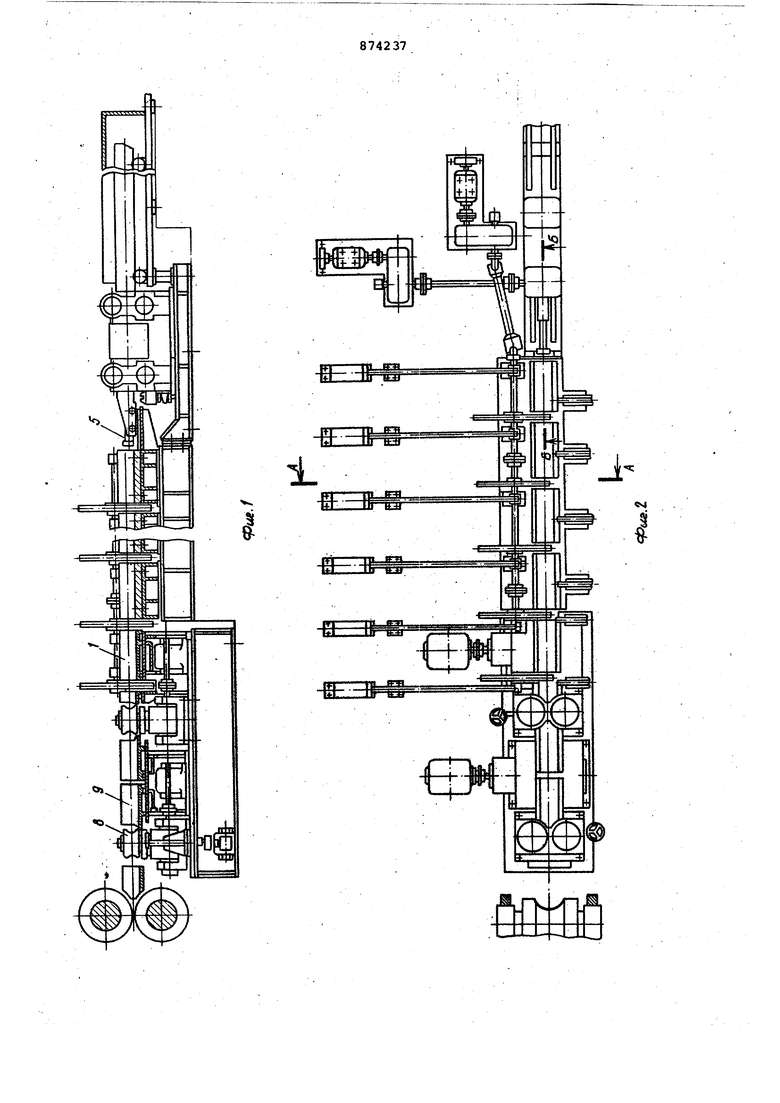
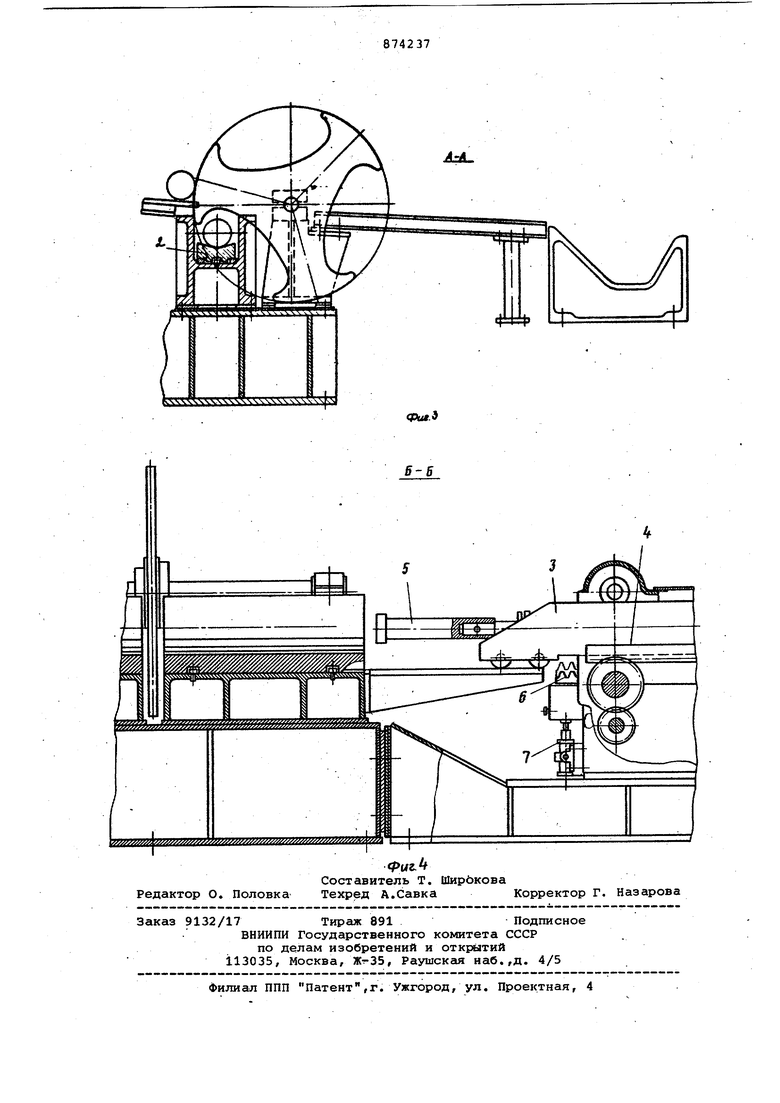
На фиг. 1 изображен передний стол, общий вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг.2; на фиг. 4 - разрез Б-Б на фиг.2.
Передний стол стана продольной прокатки включает желоб 1, дно которого выполнено в виде съемных фиксированных вставок 2, размещенную в желобе тележку 3 с реечным приводом 4, установленный на ней пневматический затапкиватель 5, фиксатор- промежуточного положения тележки, выполненный в виде секции зубчатой рейки 6 , имеющей привод 7 вертикашьного перемещения, задающие ролики 8 и проводки 9.
Устройство работает следующим образом.
Перед началом прокатки длинных заготовок исходная заготовка скатывается в желоб 1 и укладывается на съемные фиксированные вставки 2 .
В исходном положении шток заталкивателя 5 трубы и т-ележка 3 занимают крайнее правое положение После того как заготовка скатилась в желоб, включают заталкиватель. При этом выдвигают шток и задгиот заготовку в валки рабочей клети. После захвата заготовки рабочими вешками шток заталкивателя возвращают в исходное положение.
.Перед прокаткой коротких заготовок часть профильных вставок 2 вынимают из желоба 1, освобождая тем самым место для прохода тележЛи 3 с пневматическим заталкивателем 5. Затем тележку с заталкивателем реечным приводом 4 перемещают на расстояние, при котором остается минимальный зазор между заготовкой и штоком заталкивателя, и останавливают.
После этого включают вертикальный прив.од 7 перемещения, который перемещает секцию зубчатой рейки 6 фикса- , торА.
щри этом секция зубчатой рейки фиксатора входит в зацепление с рейкой реечного привода 4 и фиксирует этим положение тележки 3.
Дальнейшая работа механизмов по задаче заготовки в валки рабочей клетк аналогична работе при прокатке длинных заготовок. Перед выбросом короткого недоката в карманы секцию , зубчатой рейки фиксатора опускают
вертикальным приводом 7 перемещения вниз и выводят из зацепления с рейкой реечного привода. Тележку с пневматическим заталкивателем перемещают реечным приводом в исходное крайнее правое- положение.
После этого рычаги выбрасывателя выбрасывают недокат на наклонную решетку, по которой он скатывается в карманы.
После выброса недоката тележку с пневматическим заталкивателем перемещают вперед, в прежнее положение, и стол готов к приему и задаче следующей заготовки в валки рабочей клети.
Предложенный передний стол стана продольной прокатки позволяет повысить производительность за счет сокрщения времени на задачу в стан заготовок различной длины.
Устрой ство позволяет также сократить габариты переднего стола и упростить доступ к прилежащему оборудованию, например прошивному стану.
Экономическая эффективность устройства.
Для ТПА 250 ЧТПЗ принимаем следующие данные для расчета,эффективности изобретения.
Q 180 шт/ч - среднечасовая проиводительность агрегата.
Р 300 кг - средний вес заготовки.
4 м/с - скорость заталкиваVтеля
20 с - средний цикл прокатки.
t 1,2 м - путь, на который сокрSщается ход заталкивателя, установленного на перемещаемой тележке, по сравнению с длинноходовым цилиндром. S 4,4 м - полный ход перемещаемой тележки с заталкивателем.
Т 7150 ч - число часов работы стана в году.
g 100 руб. - средняя стоимость 1 т труб.
1. Сокращение цикла за 1 ход затёшкивателя
. S 1,2
0,3
V
2.Сокращение цикла за год работы
Т . t. Q. ,3-180.7150 386000с
3.Добавочное количество труб в которые можно прокатать за счет его сокрацения цикла
Т-Р 3860000,3
5800 т
о t-t, 20 - 0,3
4.Экономический эффект в руб. внедрения изобретения
Э G.g 5800-100 580.000 руб.
Формула изобретения
1. Передний стол стана продольной прокатки труб, включающий жёлоб, зада$ 8742376
ролики, пневматический заталки- . 2. Передний стол по п.1/ о т л-и
ватель трубы и проводки, о тли-чающийся тем, что, фиксатор
чающийся тем, что,; с цельй промежуточных положений выполнен в
повышения производительности путемвиде секции зубчатой рейки,имекв(ей
сокращения времени на задачу в станпривод ьертикального переьвещення.
заготовок различной длины, он снаб-. Источники информации,
жен тележкой с реечным приводом, на принятые во внимание при экспертизе
которой установлен пневматический1. Данилов Ф.А. и др. Горячая
эаталкиватель, и фиксатором проме-прокатка труб, М., Металлургиздат,
«суточных полоя ений, а дно желоба вы-1962, с. 369.
полнено в виде съёмных фиксированных, 2. Авторское свидетельство СССР
вставок. 176853, кл. В 21 В 39/04, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Устройство для подачи гильз в трубопрокатный стан | 1984 |
|
SU1178518A1 |
| Способ непрерывной прокатки партии заготовок типа шаров и стан для его осуществления | 1979 |
|
SU782934A1 |
| Вакуумный прокатный стан | 1987 |
|
SU1516152A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| Передний стол шаропрокатного стана | 1978 |
|
SU764805A1 |
| Передний стол стана холодной прокатки труб | 1978 |
|
SU759155A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |