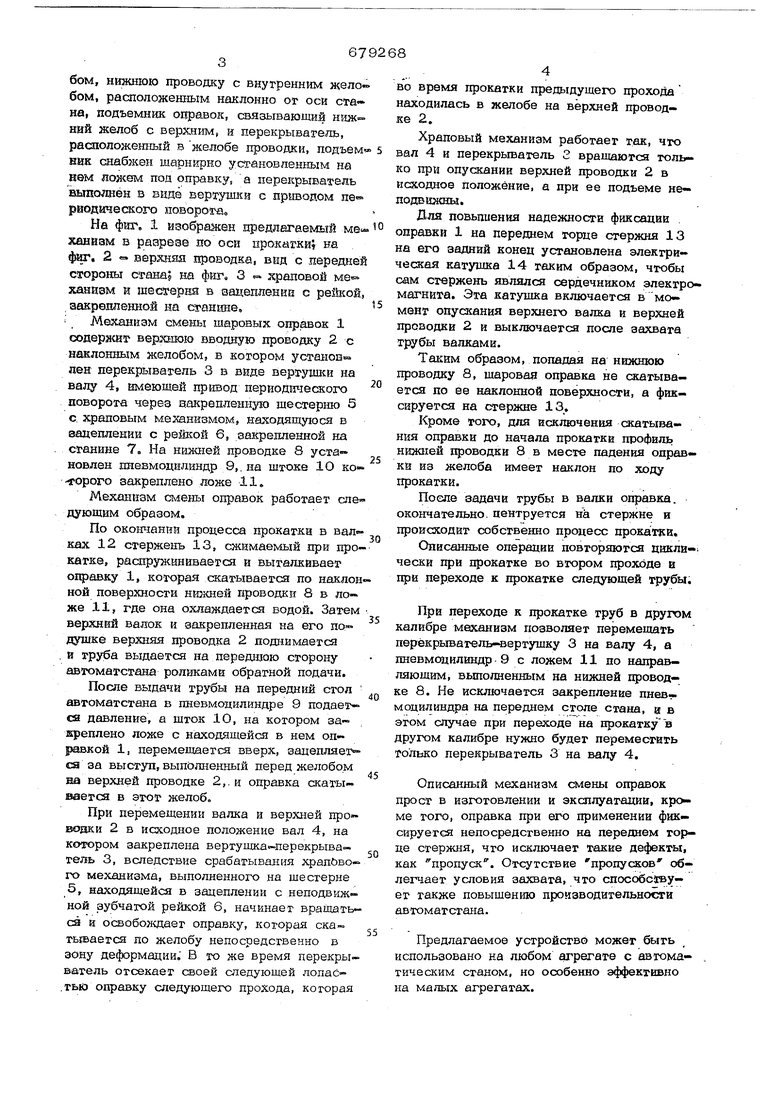
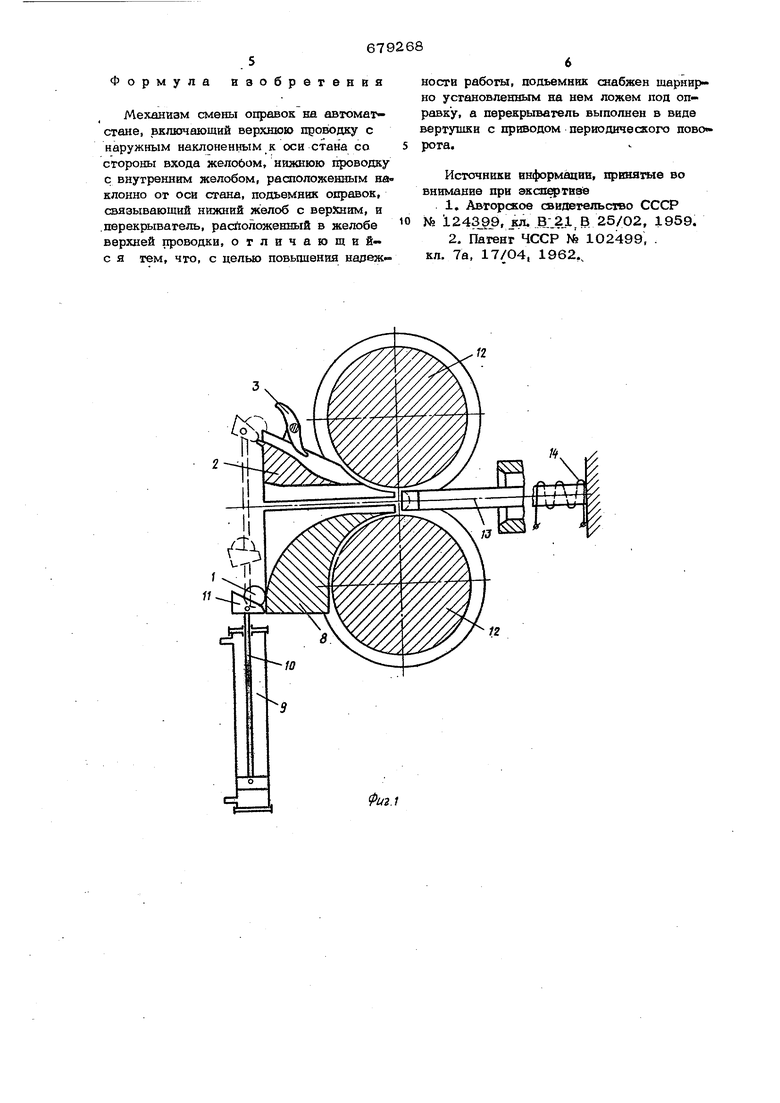
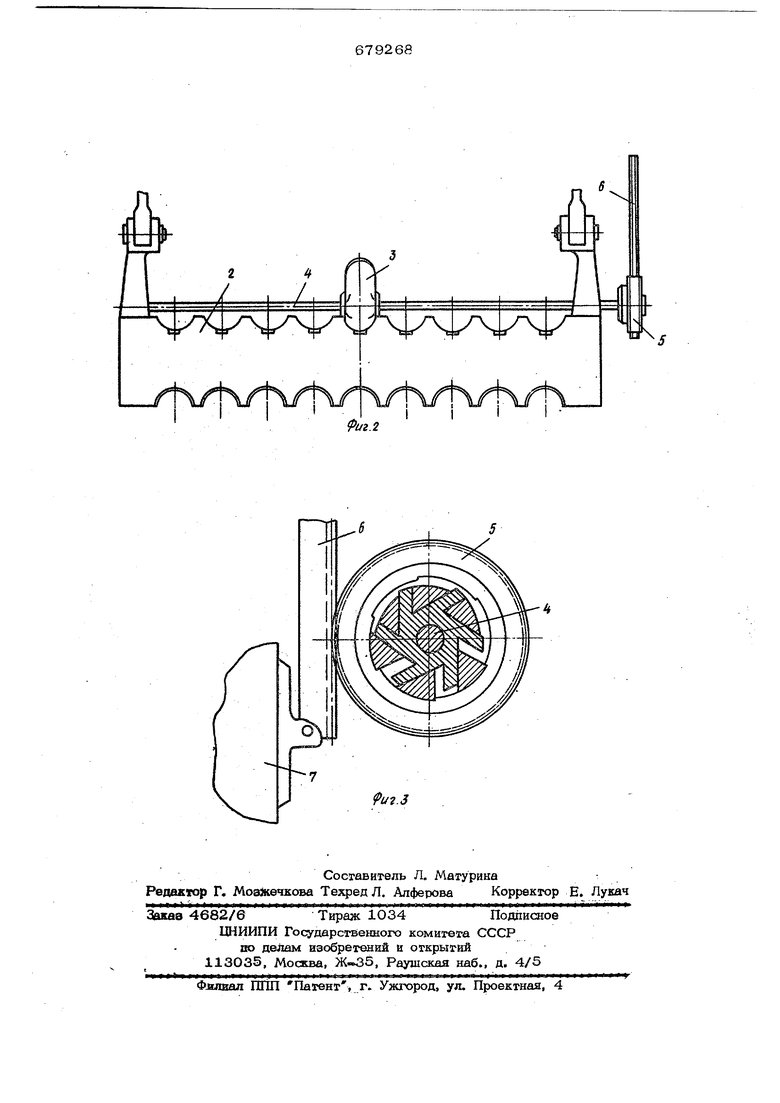
бом, НИЖНЮЮ проводку с внутренним желе бом, расположенным наклонно ог оси стана, подъемник оправок, связывающий нижний желоб с верхним, н перекрывагель, расяоложениый в желобе проводки, подъем нак снабжен шарнирно установленным на нем ложем под оправку, а перекрыватель выполнен в вала вертушкя с приводом пе рйодйчесжого noBopoira, На фиг, 1 изображен предлагаемый ме хвниам в разрезе по оси прокагки на фаг. 2 « верхняя проводка, вид с дередней стороны суана на фиг, 3 « храповой ме« ханйэм и шесуераа в зацеплений с ре%ой аакреяленной на суанше, Механизм сменьз шаровых оправок 1 содеряшг верзшюю вводную проводку 2 с наклонным желобом, в котором устаков пен яерекрывагепь 3 в виде вертушки на валу 4, имеющей привод периоДшескохх поворота через закрепленную шестерню 5 с. храповым механизмом, находящуюся в зацеплении с рейкой 6, закрепленной на станине 7. На нилшей проводке 8 уста- новлен пневмоцйяиндр 9,. на штоке 10 ко -горого закреплено ложе 11. Механизм смены ощэавок работает сле дующим образом. По окончаний процесса прокатка в вал ках. 12 стержень 13, сжимаемый при про катке, распружинивается к выталкивает оправку 1, которая скатывается по наклон ной поверхности нюкней npoBOjiucH 8 в ложе 11, где она охлаждается водой. Затем верхний валок и закрепленная на его подушке верхняя проводка 2 поднимается . и труба выдается на переднюю сторону автоматстана роликами обратной подачи. После выдачи трубы на передний стол автоматстана в пневмоцилиндре 9 подается давление, а шток 10, на котором за креплено ложе с находящейся в нем оправкой 1, перемещается вверх, зацепляет ся за выступ, выполненный перед желобом на верхней проводке 2,. и оправка скатывается в этот желоб. При перемещении валка и верхней провойки 2 в исходное положение вал 4, на котором закреплена вертущка«-перекрыва- тель 3, вследствие срабатывания храпЬво« го механизма, выполненного на щестерне 5, находящейся в зацеплении с неподвижной зубчатой рейкой 6, начинает враЩать ся и освоболодает оправку, которая скатьдаается по желобу непосредственно в зону деформации. В то же время перекры ватель отсекает своей следующей лопас.тью оправку следующего прохода, которая О время прокатки предыдущего прохоДа аходилась в желобе на верхней проводе 2. Храповый механизм работает так, что ал 4 и перекрыватель 2 вращаются тольо при опускании верхней проводки 2 в сходное положение, а при ее подъеме не- одаижны. Для повышения надежности фиксации правки 1 на переднем торце стержня 13 а его задний коней установлена электриеская катушка 14 таким образом, чтобы ам стержень являлся сердечником электромагнита. Эта катушка включается в момент опускания верхнего валка и верхней проводки 2 и выключается после захвата трубы валками. Таким образом, попадая на нижнюю проводку 8, шаровая оправка не скатывается по ее наклонной поверхности, а фиксируется на стержне 13. Кроме того, для исключения скатывания оправки до начала прокатка профиль нижней проводки 8 в месте падения оправ- кй из желоба имеет наклон по ходу прокатки. После задачи трубы в валки оправка, окончательно центруется нЬ стержне и происходит собственно процесс прокатки. Описанные операции повторяются цикли-, чески при прокатке во втором проходе в при переходе к прокатке следующей трубы. При переходе к прокатке труб в другом калибре меэешгизм позволяет перемещать перёкрьюательнзертушку 3 на валу 4, а пневмоцилиндр 9 с ложем 11 по направляющим, вьшолненным на нижней проводке 8. Не исключается закрепление пневмоцилиндра на переднем столе стана, а в этом случае при переходе на прокаткув другом калибре нужно будет переместить только перекрыватель 3 на валу 4. Описанный механизм смены оправок прост в изготовлении и эксплуатации, кроме того, оправка при его применении фиксируется непосредственно на переднем торце стержня, что исключает такие дефекты, как пропуск. Отсутствие пропусков облегчает условия захвата, что способс гвует также повышению производительности автоматстана. Предлагаемое устройство может быть использовано на любом агрегате с авогома- тическим станом, но особенно эффективно на малых агрегатах. Формула иаобрв Механизм смены оправокна автоматстане, включающий верхнюю проводку с наружным наклоненным к оси стана со стороны входа желобом. нижнюю проводку с внутренним желобом, расположенным на клонно от оси стана, подъемник оправок, связывающий нижний желоб с верхним, и .перекрыватель. расположенный в желобе верхней проводки, отличающий с я тем, что, с целью повьшения надежтенияности работ, подъемник снабжен шарнисхно установленным на нем ложем под оправку. а перекрыватель выполнен в виде вертушки с приводом периодического поворота. Источники информации, приште во внимание при экспертвзд 1.Авторское свидетельство СССР № 124399, кл.В:-21, В 25/02, 1959. 2.Патент ЧССР № 102499 кл. 7а. 17/04, 1962,
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ СМЕНЫ ОПРАВОК АВТОМАТСТАНА | 1966 |
|
SU184791A1 |
| Механизм смены оправок автоматического трубопрокатного стана | 1974 |
|
SU505458A1 |
| Устройство для смены оправок на автоматическом стане трубопрокатного агрегата | 1960 |
|
SU131729A1 |
| Механизм для смены оправок на автоматическом трубопрокатном стане | 1959 |
|
SU124399A1 |
| СПОСОБ СМЕНЫ ОПРАВОК НА АВТОМАТСТАНЕ | 1967 |
|
SU195419A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Механизм установки оправки на автоматстане | 1974 |
|
SU531563A1 |
| МЕХАНИЗМ ДЛЯ СМЕНЫ ОПРАВОК НА АВТОМАТИЧЕСКОМ ТРУВОПРОКАТНОЛ^ СТАНЕ | 1962 |
|
SU151280A1 |
| Механизм смены оправок трубопрокат-НОгО CTAHA | 1979 |
|
SU831241A1 |
| ТРУБОПРОКАТНЫЙ СТАН | 1966 |
|
SU183693A1 |
,/
Зч
7
