1
(21)4316979/31-02
(22)30.07,87
(46) 23;06.89. Бюл. № 23 (71) Уральский политехнический институт им. С.М Кирова (72) В.И. Соколовский, Л.Л. Фридман, Э.И. Эйдельнант и В.А. Алешин (53) 621.774.352.002.54 (088.8) (56) Авторское свидетельство СССР № 682294, кл. В 21 В 17/04, 197 б..
Данченко В.Н., Чус А.В. Продольная прокатка труб. М.: Металлургия, 1984, с. 6-8.
(54) КАЛИБР ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ
(57) Изобретение относится к трубопрокатному производству, а именно к инструменту станов продольной прокатки труб. Цель изобретения - уменьшение поперечной разностенности труб. Калибр для продольной прокатки труб составлен ручьями двух валков, установленных с зазором. Расстояния от плоскости, разделяющей зазор между валками пополам, до точек поверхности ручья одного валка составляют 0,8-0,99 расстояний от этой плоскости до точек поверхности другого ручья. 1 ил.
i 
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Калибр для продольной прокатки труб | 1988 |
|
SU1502143A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Инструмент стана продольной прокатки труб | 1986 |
|
SU1335352A1 |
| СПОСОБ ПИЛИГРИМОВОЙ ПРОКАТКИ | 2004 |
|
RU2280519C2 |
| Валок для продольной прокатки труб | 1980 |
|
SU956080A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2008108C1 |
Изобретение относится к трубопрокатному производству, а именно к инструменту станов продольной прокатки труб. Цель изобретения - уменьшение поперечной разностенности труб. Калибр для продольной прокатки труб составлен ручьями двух валков, установленных с зазором. Расстояния от плоскости, разделяющей зазор между валками пополам, до точек поверхности ручья одного валка составляют 0,8÷0,99 расстояний от этой плоскости до точек поверхности другого ручья. 1 ил.
Изобретение относитс я к трубопрокатному производству, а именно к инструменту станов продольной прокатки труб.
Целью изобретения является уменьшение поперечной разностенности труб.
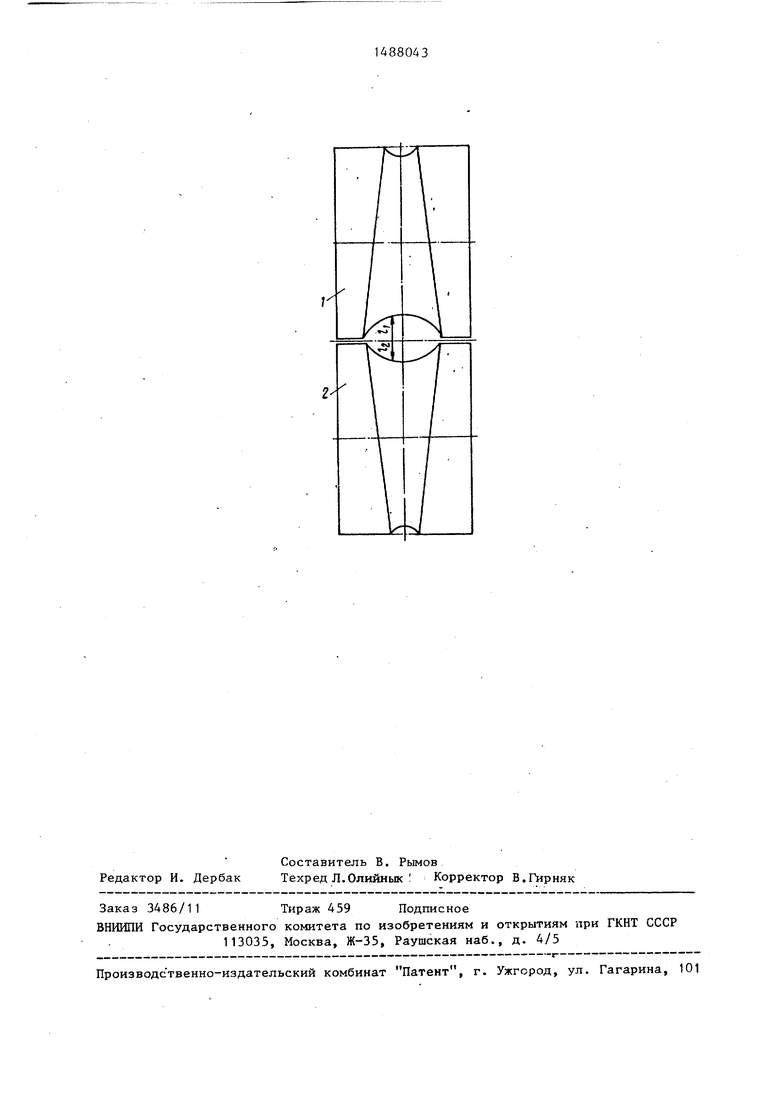
На чертеже изображены валки стана для продольной прокатки труб.
Калибр для продольной прокатки труб составлен двумя валками с ручьями 1 и 2, приче периметр ручья одного валка меньше периметра ручья другого и рассто; ния точек его поверхности от плоскости, разделяющей пополам зазор между валками, составляют 0,8-0,99 расстояний от этой плоскости до точек поверхности другого ручья в любом сечении по ширине калибра.
При прокатке труб в данном калибре из-за, неравных расстояний от
плоскости, разделяющей пополам зазор между валками, до соответствующих точек поверхностей ручьев образуется неравномерный зазор между ручьями и оправкой. Вследствие этого слой металла, заполняющего калибр в мгновенном очаге деформации, имеет неравную толшину, в связи с чем удельные давления, а вместе с ними и силы давления на валки и оправку, неодинаковы.
Разница в силах давления на оправку вызывает перемещение последней в сторону валка, имеющего боль- }шие расстояния от точек поверхности ручья до плоскости, разделяющей пополам зазор между валками, в результате чего уменьшается толщина слоя металла между оправкой и этим валком.
Толщина стенки заготовки неравномерна в поперечном сечении. y4afTOK
00
сх
о
4;
оо
заготовки, поступая в кали.бр, состаленный ручьями, с различными расстояниями точек их поверхностей до плоскости, разделяющей пополам зазо между валками, деформируется на оправке, перемещающейся в зависимости от разницы сил давления, созданной неравномерностью зазора между оправкой и калибром, что приводит к уве- личению обжатия толстостенного учаска поперечного сечения и к уменьшению обжатия тонкостенного участка. В результате этого толщина стенки готовой трубы становится более равн мерной, что уменьшает поперечную разностенность.
Поскольку изменение соотношения размеров ручьев, в частности расстояний от плоско сти, разделяющей пополам зазор между валками, до точек поверхностей ручьев, сопровождается изгибом оправки, который ограничен жесткостью последней, то имеется вполне определенное.соотноше- ние размеров, при котором величина изгибапревышает критическое значение, обусловленное жесткостью оп- равки.
С целью определения этого пределного соотношения проводят серию экспериментов прокатки труб на маршруте 45x3,5 - 21 1,9 в калибрах, где соотношения размеров ручьев равны
- П 0,9; 0,8; 0,7.
При соотношении размеров ,равном 0,7, наблюда ют частые поломки оправки, что связано с недопустимым игибом последней, причем при соот- ношении размеров, равном 0,8, оправка не лопается. Следовательно, уменьшение расстояний от плоскости, разделяющей пополам зазор между валками, до точек поверхности одного ручъя меньше, чем 0,8 соответствующих расстоянии до точек поверхности другого ручья, нежелательно.
При прокатке труб, где соотношение размеров ручьев соо тветствует 0,9, наблюдают значительное снижение поперечной разностенности, по сравнению со значением поперечной разностенности на трубах при прокатке в калибре, где соотношение размеров ручьев равно 1, что дает основание считать, что эффект снижения поперечной разностенности наступает при значениях соотношения размеров ручьев, меньших 1, в частности уже с 0,99.
Экспериментальное исследование показывает, что партия труб, прокатанных в соответствии с изобретение при соотношении размеров ручьев 0,9 имеет поперечную разностенность на 30% меньше, чем на трубах, прокатанных в известном калибре.
Уменьшение поперечной разностенности приводит к уменьшению площади поперечного сечения трубы (в пределах размеров, регламентированных ГОСТами), а следовательно, к экономии металла.
Формула изобретени
Калибр для продольной прокатки труб, образованный двумя ручьевыми установленными с зазором валками, отличающийся тем, что, с целью снижения поперечной разностенности труб, периметр ручья одного валка меньше периметра ручья другого, и расстояния точек его поверхности от плоскости, разделяющей пополам зазор между валками, составляют 0,8-0,99 расстояний от этой плоскости до точек поверхности другого руч-ья в любом сечении по ширине калибра.
