(5) ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Обжимной калибр инструмента для продольной прокатки труб | 1987 |
|
SU1502145A1 |
| Технологический инструмент двухвалкового редукционного стана | 1988 |
|
SU1614875A1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
| Технологический инструмент редукционного стана | 1980 |
|
SU908434A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения | 1988 |
|
SU1538937A1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |

Изобретение относится к трубопрокатному производству и, в частности, к производству труб в станах продольной прокатки.
Известен в трубопрокатном производстве ручьевой валок, используемый в чередующихся горизонтальных и вертикальных двухвалковых клетях, профиль ручья которого выполнен по кривой ЛаMetl.
Он обеспечивает сравнительно равномерную радиальную и тангенциальную деформацию трубы. Однако построение профиля калибра, изготовление контрольного инструмента (по зависимости Ламе) вызывает известные трудности.
Наиболее близким по технической сущности к предлагаемому является технологический инструмент для продольной прокатки труб, содержащий последовательно расположенные с чередованием плоскостей разъема черновые и предчистовые калибры, уменьшающегося
поперечного сечения и образованные ручьями, каждый из которых имеет центральную дугу постоянного радиуса с центром на оси симметрии ручья и сопряженные с ней радиусные выпуски, выполненные радиусами, равными радиусу центральной дуги, с центрами, лежащими на прямых, проходящих через центр калибра и его разъем, и чистовые калибры f 21.
10
Недостатком известного инструмента несмотря на равномерное распределение радиальных и тангенциальных деформаций, является то, что в выпусках калиб15ров, описанных радиусами, превышающими радиус калибра, происходит прямая осадка стенки трубы, которая в сочетании с накладывающимися тангенциальными усилиями от вращения валков дает
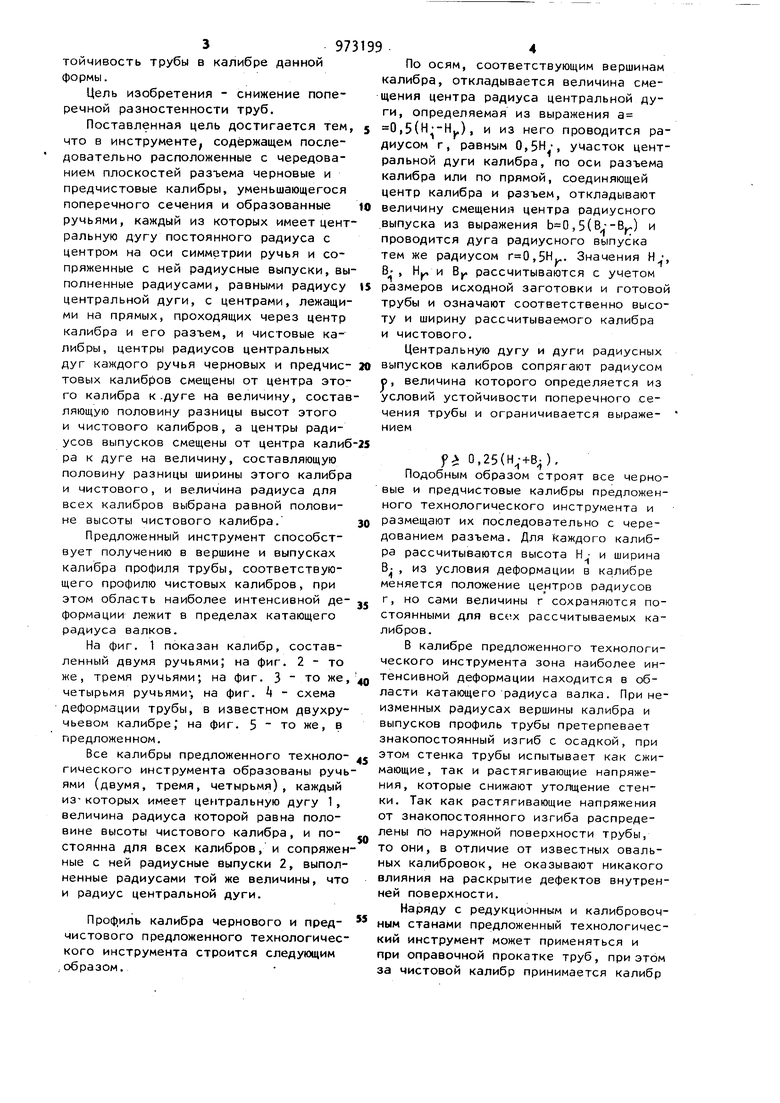
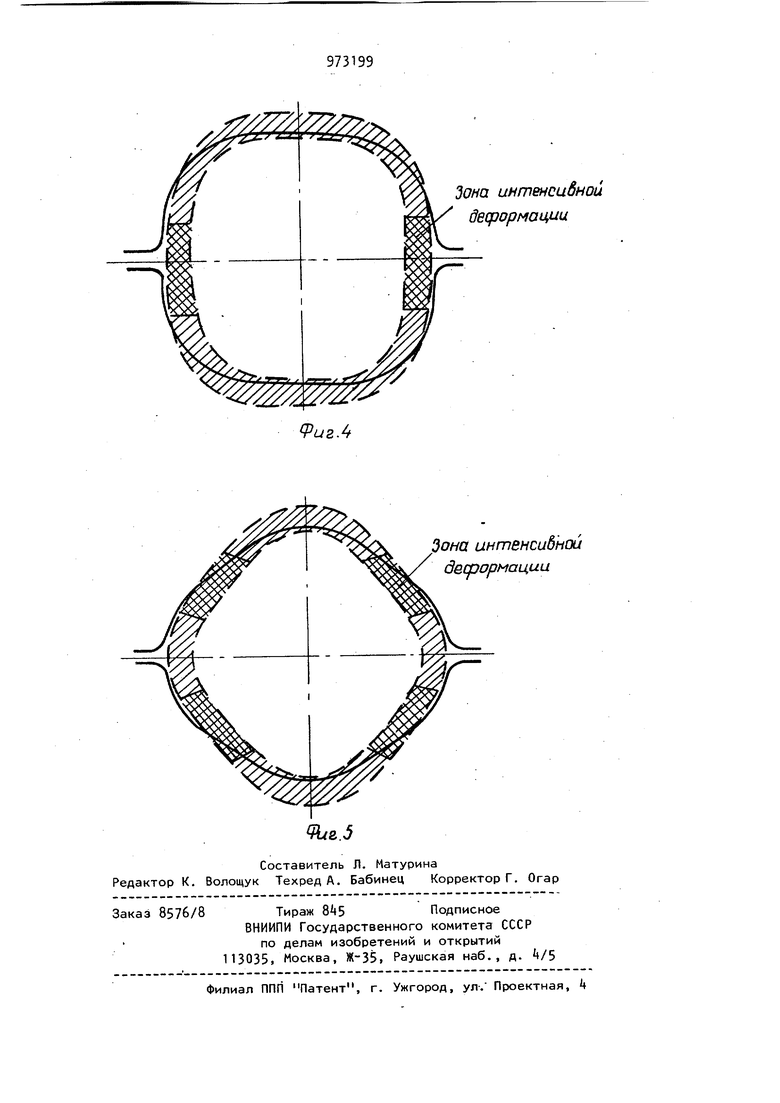
20 утолщение стенки трубы, превышающее номинальное, а выполненная по дуге большего радиуса, чем радиус калибра, центральная часть не обеспечивает устойчивость трубы в калибре данной формы. Цель изобретения - снижение поперечной разностенности труб. Поставленная цель достигается тем что в инструменте, содержащем последовательно расположенные с чередованием плоскостей разъема черновые и предчистовые калибры, уменьшающегося поперечного сечения и образованные ручьями, каждый из которых имеет цент ральную дугу постоянного радиуса с центром на оси симметрии ручья и сопряженные с ней радиусные выпуски, вы полненные радиусами, равными радиусу центральной дуги, с центрами, лежащими на прямых, проходящих через центр калибра и его разъем, и чистовые калибры, центры радиусов центральных дуг каждого ручья черновых и предчистовых калибров смещены от центра этого калибра к .дуге на величину, состав ляющую половину разницы высот этого и чистового калибров, а центры радиусов выпусков смещены от центра калиб ра к дуге на величину, составляющую половину разницы ширины этого калибра и чистового, и величина радиуса для всех калибров выбрана равной половине высоты чистового калибра/ Предложенный инструмент способствует получению в вершине и выпусках калибра профиля трубы, соответствующего профилю чистовых калибров, при этом область наиболее интенсивной деформации лежит в пределах катающего радиуса валков. На фиг. 1 показан калибр, составленный двумя ручьями; на фиг. 2 - то же, тремя ручьями; на фиг. 3 то же четырьмя ручьями, на фиг. 4 - схема деформации трубы, в известном двухручьевом калибре, на фиг. 5 - то же, в предложенном Все калибры предложенного технологического инструмента образованы руч ями (двумя, тремя, четырьмя), каждый из-которых имеет центральную дугу 1 , величина радиуса которой равна половине высоты чистового калибра, и постоянна для всех калибров, и сопряжен ные с ней радиусные выпуски 2, выполненные радиусами той же величины, что и радиус центральной дуги. Профиль калибра чернового и предчистового предложенного технологичес кого инструмента строится следующим .образом. По осям, соответствующим вершинам калибра, откладывается величина смеения центра радиуса центральной дуги, определяемая из выражения а 0,5(Н-Н), и из него проводится раиусом г, равным 0,5Н-, участок центральной дуги калибра, по оси разъема калибра или по прямой, соединяющей центр калибра и разъем, откладывают величину смещения центра радиусного выпуска из выражения ,5(В--В) и проводится дуга радиусного выпуска тем же радиусом ,5Н.. Значения Н , В , и By. рассчитываются с учетом размеров исходной заготовки и готовой трубы и означают соответственно высоту и ширину рассчитываемого калибра и чистового. Центральную дугу и дуги радиусных выпусков калибров сопрягают радиусом о, величина которого определяется из условий устойчивости поперечного сечения трубы и ограничивается выражениемf 0,25()Подобным образом строят все черновые и предчистовые калибры предложенного технологического инструмента и размещают их последовательно с чередованием разъема. Для Каждого калибра рассчитываются высота Н и ширина , из условия деформации в калибре меняется положение центров радиусов г, но сами величины г сохраняются постоянными для рассчитываемых калибров. В калибре предложенного технологического инструмента зона наиболее интенсивной деформации находится в области катающего радиуса валка. При неизменных радиусах вершины калибра и выпусков профиль трубы претерпевает знакопостоянный изгиб с осадкой, при стенка трубы испытывает как сжимающие, так и растягивающие напряжения, которые снижают утолщение стенки. Так как растягивающие напряжения от знакопостоянного изгиба распределены по наружной поверхности трубы, то они, в отличие от известных овальных калибровок, не оказывают никакого влияния на раскрытие дефектов внутренней поверхности. Наряду с редукционным и калибровочным станами предложенный технологический инструмент может применяться и при оправочной прокатке труб, при этом за чистовой калибр принимается калибр
5973
клети, в котором происходит окончательное формирование стенки трубы на оправке. При оправочной прокатке труб предложенный технологический инструмент способствует снижению неравномер- 5 ности деформации стенки трубы, что ведет к повышению качества труб и снижению возможности дефектообразования.
П р И м е р. Производят трубы размером ф 108 мм со стенкой 12-18 мм на Ю 9-клетьевом калибровочном стане ТПА-ЙО, В этом случае суммарная деформация составляет 20, причем обжатия в первой клети 1,2, в 2-6 клетях 3,5, в седьмой.2,5, восьмой 0,8, В девя-15 той клети обжатия нет, а происходит выравнивание периметра трубы.
Заготовка после обкатной машины диаметром 136 мм прокатывается в первой клети, калибр которой имеет высоту го ,8 и ширину ,9, дуги, образующие вершину калибра и радиусные выпуски имеют радиус, равный половине высоты чистового калибра 5, мм. При этом заготовке в вершине и выпусках 25 придается профиль чистового калибра. Затем труба попадает во второй калибр, повернутый относительно первого на 90°, который имеет высоту ,2 мм и ширину 133,1, дуги, образующие вершину 30 калибра и радиусные выпуски, описаны тем же радиусом, что и в первом калибре 5, мм, при этом заготовка сохраняет в вершине и радиусных выпусках профиль чистового калибра. Вся дефор- jj мация профиля трубы происходит в зоне катающего радиуса валка, в этом случае стенка трубы испытывает не только сжимающие, но и растягивающие напряжения, что снижает утолщение стенки 40 трубы, особенно при прокатке толстостенных труб.
В последующих калибрах происходит аналогичная деформация трубы, а в восьмом и девятом калибрах, имеющих 45 круглый профиль, трубе придают окончательные размеры.
По существующей технологии деформацию на калибровочном стане ведут в овальных калибрах, создающих значите-j льную неравномерность деформации в трубе. При калибровке толстостенных труб за счет этого наводится дополни96
тельная поперечная разностенность с образованием квадрата на внутренней поверхности. Кроме того, знакопеременные изгибы профиля трубы приводят к раскрытию плени разрывом на внутренней поверхности.
Предложенный технологический инструмент только от снижения разностенности и предотвращения образования квадрата на внутренней поверхности труб дает экономический эффект не менее 100 тыс. рублей на одной трубопрокатной установке.
Формула изобретения
Технологический инструмент для продольной прокатки труб, содержащий последовательно расположенные с чередованием плоскостей разъема черновые и предчистовые калибры, |уменьшающегося поперечного сечения и образованные ручьями, каждый из которых имеет центральную дугу постоянного радиуса с центром на оси симметрии ручья и сопряженные с ней радиусные выпуски, выполненные радиусами, равными радиусу центральной дуги, с центрами, лежащими на прямых, проходящих через центр калибра и его разъем, и чистовые калибры, отличающийся тем, что, с целью снижения поперечной разностенности труб, центры радиусов центральных дуг каждого ручья черновых и предчистсвых калибров смещены от центра этого калибра к дуге на величину, составляющую половину разницы высот этого и чистового калибров, а центры радиусов выпусков смещены от центра калибра к дуге на величину, составляющую половину разницы ширины ЭТОГО калибра и чистового, и величина радиуса для всех калибров равна половине высоты чистового калибра.
Источники информации, принятые во внимание при экспертизе
