315021АЗ
ные выемки. Профиль каждой выемки образован двумя параллельными сопряженными линиями . Высота профиля равна 0,1-0,2 высоты калибра, а ширина - ширине зазора. Рабочие участки калибра выполнены по эпитрохоиде
и сопряжены с центральными выемками и бочкой валка. Угловая протяженность этих участков 60-70°. Высота калибра (без учета высоты центральных выемок) равна его ширине, 1 ил. 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для продольной прокатки труб | 1980 |
|
SU956080A1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2008108C1 |
| Технологический инструмент редукционного стана | 1980 |
|
SU908434A1 |
| Инструмент стана продольной прокатки труб | 1986 |
|
SU1335352A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
Изобретение относится к трубопрокатному производству, а точнее к продольной прокатке труб, и может быть использовано на автоматических и полунепрерывных станах. Цель - обеспечение равномерно изменяющейся по периметру разностенности труб и тем самым создание возможности ее снижения при последующей винтовой обкатке. Калибр для продольной прокатки труб образован двумя установленными с зазором валками 1 и 2. На ручьях валков имеются центральные выемки. Профиль каждой выемки образован двумя параллельными сопряженными линиями. Высота профиля равна 0,1-0,2 высоты калибра, а ширина - ширине зазора. Рабочие участки калибра выполнены по эпитрохоиде и сопряжены с центральными выемками и бочкой валка. Угловая протяженность этих участков 60-70°. Высота калибра (без учета высоты центральных выемок) равна его ширине. 1 ил.
Изобретение относится к трубопрокатному производству, а точнее к продольной прокатке труб, и может быть использовано на автоматических и полунепрерывных станах.
Цель изобретения - обеспечение равномерно изменяющейся по перимет- р; разностенности труб и тем самым создание возможности ее снижения при последующей винтовой обкатке.
На чертеже представлен калибр, поперечное сечение.
Калибр для продольной прокатки составлен ручьями валков 1 и 2, расположенных с зазором S , при этом каждый ручей состоит из центральной выемки EFGKLM, расположенных по разные стороны от нее рабочих криволи- нейньсх участков ED и KN, сопряженных дугами DG и NQ с образующей бочки ZZ.
Центральная выемка EFGKLM образована двумя параллельными прямыми FG и KL, перпендикулярными образующей бочки, сопряженными между собой в верхней части радиусом г и соединенными дугами EF и LM с рабочими участками ручья ED и MN. При этом высота выемки h составляет 0,1-0,2 высоты калибра, а ее ширина равна ширине зазора между ребордами валков.
Рабочие участки ручья ED и MN выполнены с плавно увеличивающейся кривизной к разъему и вершине калибра при этом они описаны эпитрохо ИДОЙ вида
р (Ц)) а T -lO cosq CcpMS),
(1)
где р (Ц) - текущий радиус-вектор, характеризующий профиль ручья в расчетной точке периметра;
ср - текущий уг ол, характеризующий профиль ручья в поперечном сечении, со
ответствующеи расчетной точке периметраJ а - радиус подвижного круга при построении эпитрохоиды J
k - коэффициент неравномерности кривизны рабочего профиля.
Радиус подвижного круга а определяется из соотношения основных размеров ручья - ширины В и коэффициента овализации tf по формуле, мм В(1 +Ф)
20V
(2)
30
Коэффициент неравномерности кривизны рабочего профиля калибра определяется по формуле
(3)
5
0
Расчет параметров эпитрохоидаль- ной образующей ручья начинается с определения основных параметров ручья Виц по известным методам. Затем определяется радиус подвижного круга а и коэффициент кривизны рабочего профиля калибра К по формулам (2) и (3). Текущее значение радиус-вектора калибра р определяется по формуле (1). Ввиду симметрии калибра расчет текущих значений р ведется для половины ручья, т.е. в диапазо- 5 не O CfcQO. Угол о, выбирается в зависимости от ширины зазора между ребордами валков
« Г(
oL arctg
В
(4)
-о
и равен 10-15 для валков автоматического и полунепрерывного трубопрокатного агрегата.
Построение эпитрохоидальной образующей профиля ручья производится с учетом симметрии калибра, состоящего из двух ручьев в следующем порядке. Из центра О, который лежит в точке пересечения вертикальной и
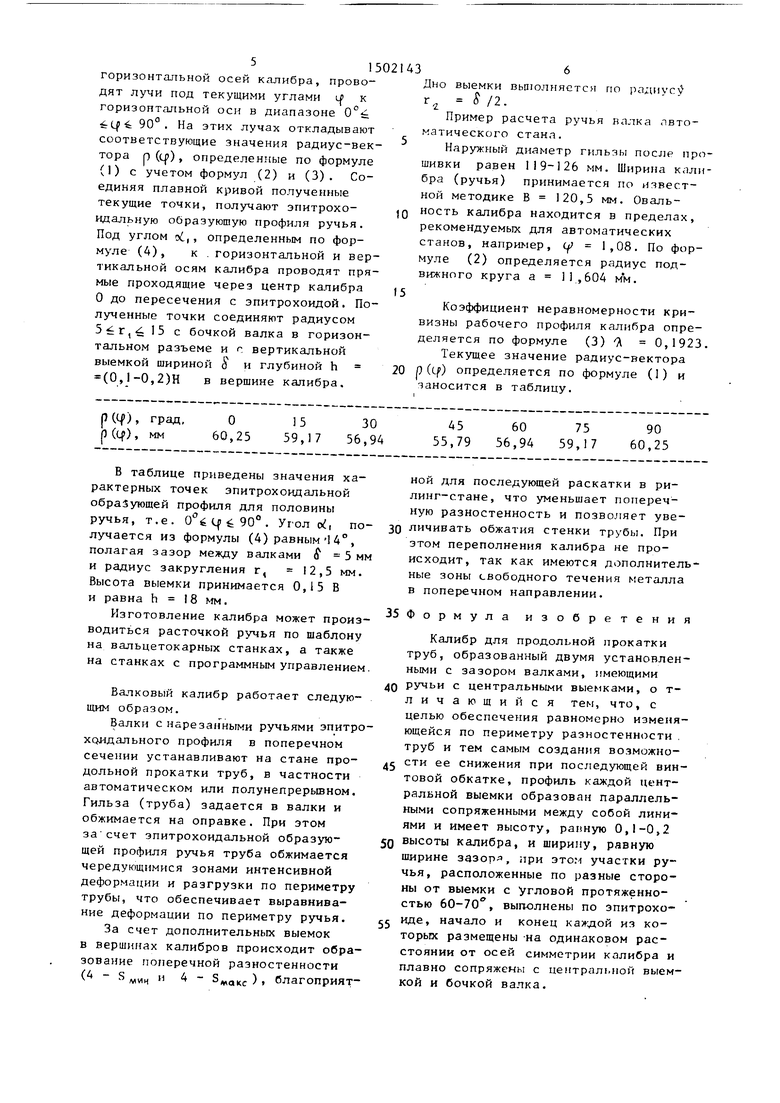
горизонтальной осей калибра, проводят лучи под текущими углами if к горизонтальной оси в диапазоне 0° Cf4 90. На этих лучах откладывают соответствующие значения радиус-вектора О (cf), определенные по формуле (I) с учетом формул (2) и (3). Соединяя плавной кривой полученные текущие точки, получают эпитрохо- идальную образующую профиля ручья. Под углом );.,, определенным по формуле (4), к . горизонтальной и вертикальной осям калибра проводят прямые проходящие через центр капибра О до пересечения с эпитрохоидой. Полученные точки соединяют радиусом , 15 с бочкой валка в горизонтальном разъеме и с вертикальной выемкой шириной i и глубиной h (0,1-0,2)Н в вершине калибра.
В таблице приведены значения характерных точек эпитрохоидальной образующей профиля для половины ручья, т.е. tf 90° . , получается из формулы (4) равным 1 4° , полагая зазор между валками 5 мм и радиус закругления г, 12,5 мм. Высота выемки принимается 0,15 В и равна h 18 мм.
Изготовление калибра может производиться расточкой ручья по шаблону на вальцетокарных станках, а также на станках с программным управлением
Валковь1Й калибр работает следующим образом.
Валки с нарезан ными ручьями эпитро хоидального профиля в поперечном сечении устанавливают на стане продольной прокатки труб, в частности автоматическом или полунепрерьтном. Гильза (труба) задается в валки и обжимается на оправке. При этом за счет эпитрохоидальной образующей профиля ручья труба обжимается чередующимися зонами интенсивной деформации и разгрузки по периметру трубы, что обеспечивает выравнивание деформации по периметру ручья.
За счет дополнительных выемок в вершинах калибров происходит образование поперечной разностенности ( - S „ и 4 - ), благоприятДно выемки выполняется по радиус г /2.
Пример расчета ручья вплка лвто- матического стана.
диаметр гильзы после прошивки равен 119-126 мм. Ширина калибра (ручья) принимается по известной методике В 120,5 мм. Оваль- ность калибра находится в пределах, рекомендуемых для автоматических станов, например, ( 1,08. По формуле (2) определяется радиус подвижного круга а 11,604 мм.
Коэффициент неравномерности кривизны рабочего профиля калибра определяется по формуле (3) Л 0,1923,
Текущее значение радиус-вектора р ((-f) определяется по формуле () и заносится в таблицу.
ной для последующей раскатки в ри- линг-стане, что уменьшает поперечную разностенность и позволяет уве- личивать обжатия стенки трубы. При этом переполнения калибра не происходит, так как имеются дополнительные зоны свободного течения металла в поперечном направлении.
Формула изобретения
Калибр для продольной прокатки труб, образованный двумя установленными с зазором валками, имеющими
ручьи с центральными выемками, о т- личающийся тем, что, с целью обеспечения равномерно изменяющейся по периметру разностенности . труб и тем самым создания возможности ее снижения при последующей винтовой обкатке, профиль каждой центральной выемки образован параллельными сопряженными между собой линиями и имеет высоту, рапную 0,1-0,2
высоты калибра, и ширину, равную ширине зазорл, при этом участки ручья, расположенные по разные стороны от выемки с УГЛОВОЙ протяженностью 60-70, выполнены по эпитрохоиде, начало и конец каждой из которых размещены -на одинаковом расстоянии от осей симметрии калибра и плавно сопряжены с центральной выемкой и бочкой валка.
