1 13135432
Изобретение относится к прокатно-разгрузки этой клети двигатель ее отму производству и может быть исполь-ключают, а скорости вращения валков
зовано при прокатке труб и сортовыхвсех остальных клетей стана продолжа-профилей на непрерывных многоклетевыхют увеличивать до превьшения на 2-6%
станах продольной прокатки, работаю-5 скоростью прокатываемого профиля макщих с натяжением.симальной окружной скорости валков
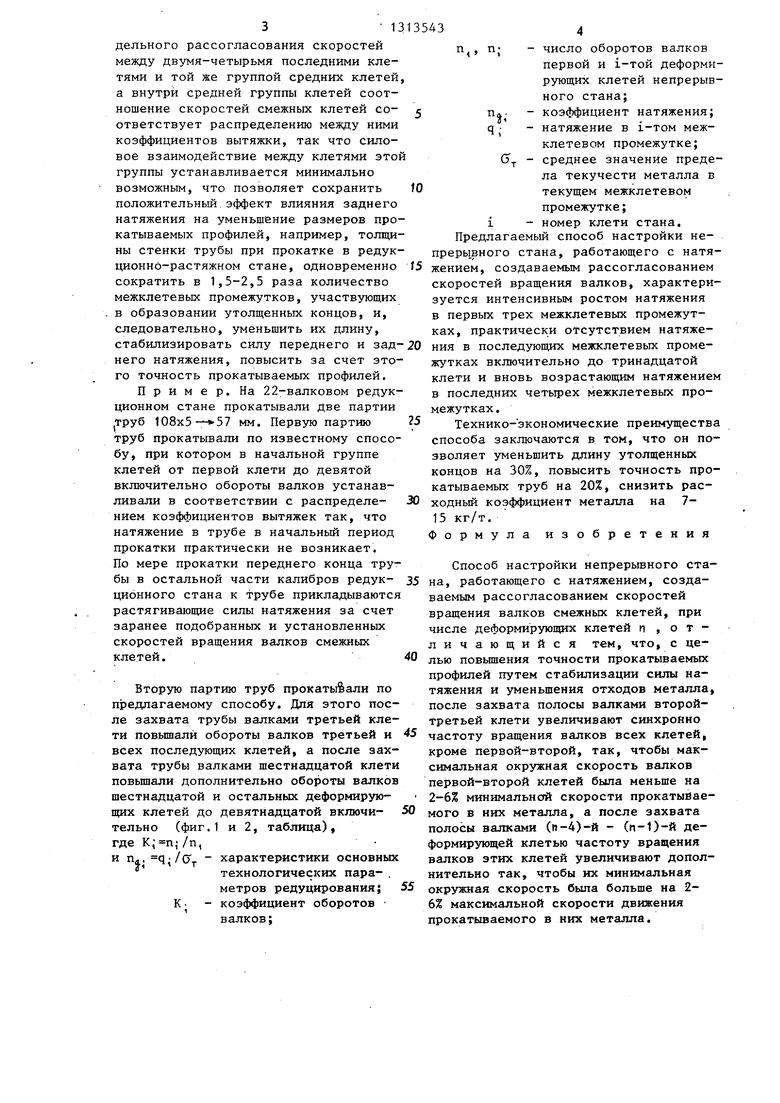
Цель изобретения - повышение точ-по наибольшему диаметру касания мености прокатываемых профилей путем. таяла с поверхностью калибра, в завистабилизации силы натяжения и умень симости от характеристики электродвишения отходов металла. О гателя привода и возможного динамиНа фиг.1 представлены графики рас-ческого изменения скорости валков,
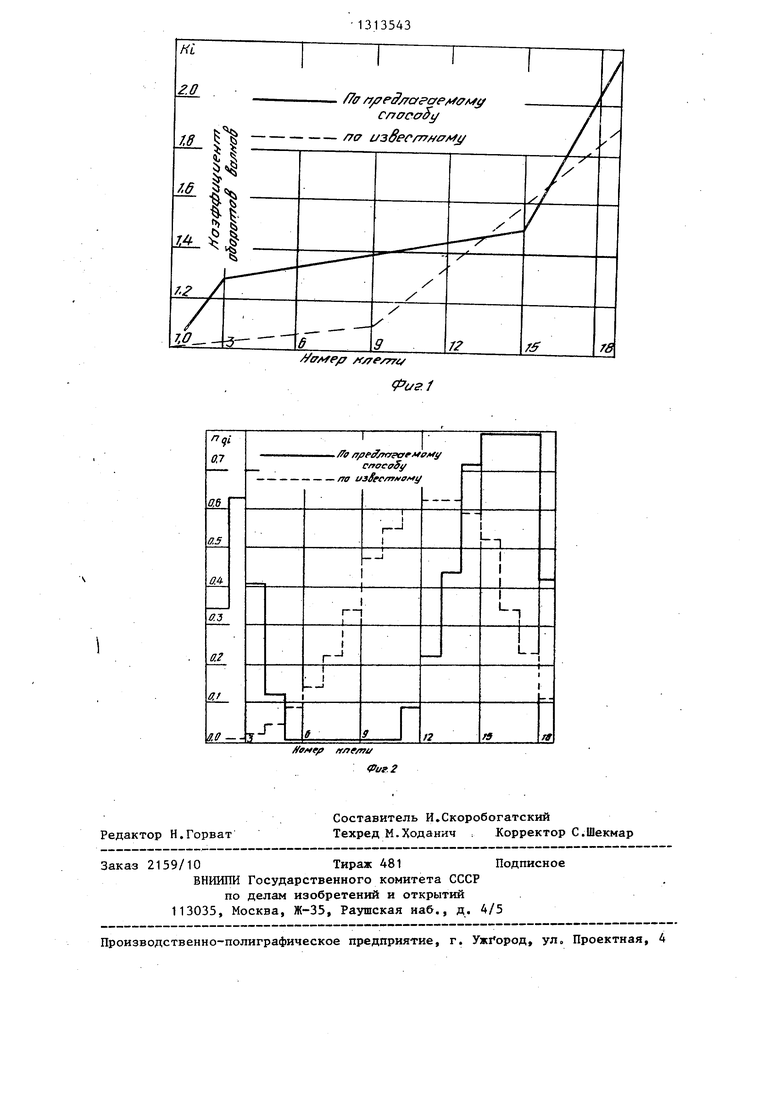
пределения коэффициентов оборотовПри этом устанавливается определен.валков по известному и предложенномуная, наиболее сосредоточенная в перспособам настройки; на фиг.2 - то же,вом межклетевом промежутке, величина
график распределения коэффициентов 5 заднего натяжения, равная силе сопронатяжений.тивления проволакиванию прокатьгеаемоI „ „ го металла через валки первой клети,
Способ настройки включает деформа-
м чу ь-Величину этой силы можно регулировать,
цию металла в клетях, работающих с„зменяя величину обжатия, условия
межклетевьм натяжением, создаваемым20 Ьения, отключая либо оставляя раборассогласованием скоростей вращения генераторном режиме двигатель
валков смежных клетей, при котором тормозящей клети. При необходимости
после захвата полосы валками второй-значительного увеличения силы натяжетретьей клети увеличивают синхронно
, ния в указанный режим работы перево- частоту вращения валков всех клетей, 25л
дят еще одну (.вторую) клеть непрерыв- кроме первои-второи, так что мак си- -ч м j ч i-j / t v
мальная окружная скорость валков пер- ° захватапрокатывае- вой-второй клетей становится меньше мого профиля валками предпоследней на 2-6% минимальной скорости прокаты- (-О-и деформирующей клети обороты ваемого в них металла, а после зах- ЗО последних двух клетей увеличи- вата полосы валками (п-4)й - (п-1)-й минимальная окруж- деформирующей клетью частоту вращения скорость превышала максимальную валков этих клетей увеличивают допол- скорость движения точек поверхности нительно, так, что минимальная их ок- прокатываемого профиля на 2-6%. При ружная скорость становится больше на , необходимости число клетей, работаю- 2-6% максимальной скорости движения тянущих прокатываемого в них металла, где клетей), увеличивают до четырех. В п - число деформирующих клетей непре- полностью используется рьшного многоклетевого стана. тянущая способность всех клетей, созСпособ осуществляют следующим об- дающих натяжение, в них устанавлива- разом.ется однозонное скольжение со скороПеред задачей прокатываемого про- относительного проскальзывания, Филя в валки первой клети, скорости значительно превьш1ающей реально возвращения валков устанавливаются в со- можные изменения скорости относитель- ответствии с расчетными коэффициента- 5 скольжения за счет случайных ми вытяжек по режимам прокатки без (динамических) изменений частоты вра- натяжения, После прохождения передним щения валков. Все реально .возможные концом прокатываемого профиля первой изменения частоты вращения валков клети, первого межклетевого промежут- практически не изменяют величины и ка и очага деформации второй клети rg тем более направления сил трения в синхронно увеличивают число оборотов очагах деформации клетей, создающих валков всех клетей от второй до пос- натяжение, а значит не изменяют соз- ледней, сохраняя прежнее соотношение даваемого ими натяжения, при этом скоростей между всеми смежными клетя- заднее натяжение создается превьшгени- ми, начиная со второй. При этом между „ ем на 2-6% предельн ого рассогласова- первой и второй клетями рассогласова- ния скоростей между одной-двумя пара- ние скоростей увеличивается до полно- ми валков первьпс клетей и группой го исчерпания тормозящей способности средних клетей, переднее натяжение валков первой клети. В момент полной создается таким|же превьш1ением пре3 1
дельного рассогласования скоростей между двумя-четырьмя последними клетями и той же группой средних клетей а внутри средней группы клетей соотношение скоростей смежных клетей со- ответствует распределению между ними коэффициентов вытяжки, так что силовое взаимодействие между клетями это группы устанавливается минимально возможным, что позволяет сохранить положительный эффект влияния заднего натяжения на уменьшение размеров прокатываемых профилей, например, толщины стенки трубы при прокатке в редук ционно-растяжном стане, одновременно сократить в 1,5-2,5 раза количество межклетевых промежутков, участвующих в образовании утолщенных концов, и, следовательно, уменьшить их длину, стабилизировать силу переднего и зад него натяжения, повысить за счет этого точность прокатываемых профилей.
Пример. На 22-валковом редукционном стане прокатывали Две партии |Труб 108x5- 57 мм. Первую партию труб прокатывали по известному способу, при котором в начальной группе клетей от первой клети до девятой включительно обороты валков устанавливали в соответствии с распределе- нием коэффициентов вытяжек так, что натяжение в трубе в начальный период прокатки практически не возникает. По мере прокатки переднего конца трубы в остальной части калибров редук- ционного стана к трубе прикладываются растягивающие силы натяжения за счет заранее подобранных и установленных скоростей вращения валков смежных клетей.
Вторую партию труб прокатывали по предлагаемому способу. Для этого после захвата трубы валками третьей клети повьшалй обороты валков третьей и всех последующих клетей, а после захвата трубы валками шестнадцатой клети повьппали дополнительно обороты валков шестнадцатой и остальных деформирующих клетей до девятнадцатой включи- тельно (фиг.1 и 2, таблица), где , /п,
и Пл. (J - характеристики основных
технологических пара- .
метров редуцирования; К. - коэффициент оборотов
валков;
п, nj - число оборотов валков
первой и i-той деформирующих клетей непрерывного стана;
Па- - коэффициент натяжения; q; - натяжение в i-том межклетевом промежутке; G - среднее значение предела текучести металла в текущем межклетевом промежутке;
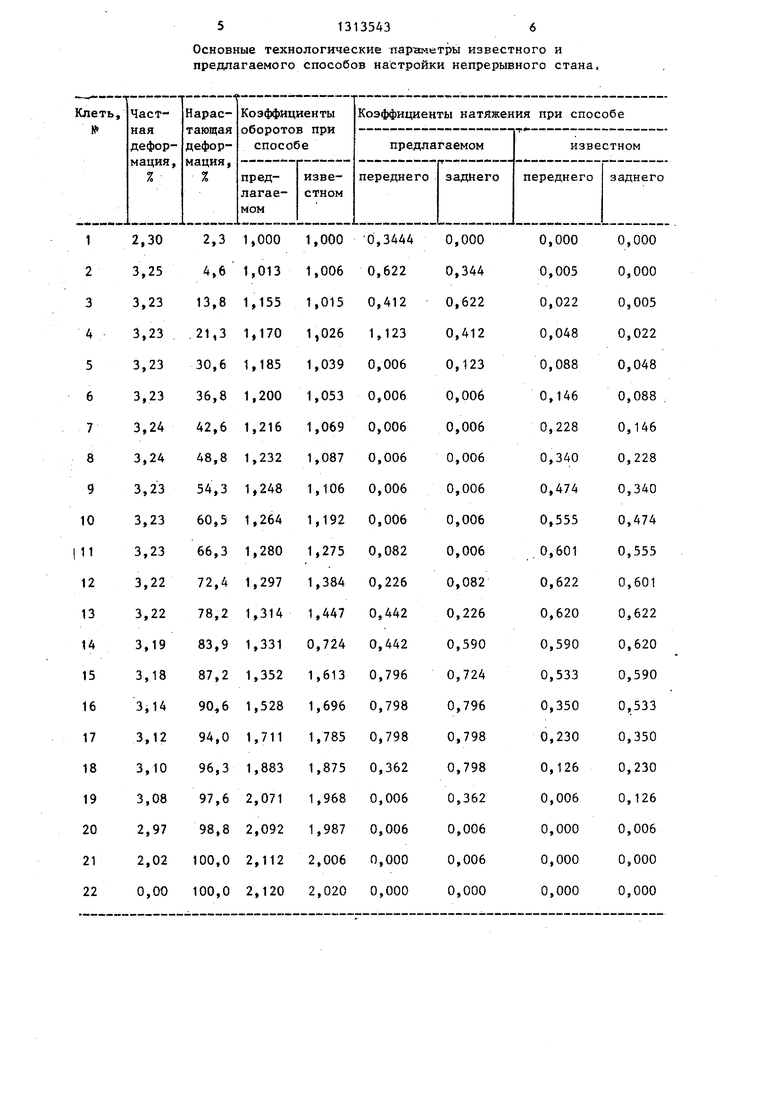
i - номер клети стана. Предлагаемый способ настройки не- преры.вного стана, работающего с натяжением, создаваемым рассогласованием скоростей вращения валков, характеризуется интенсивным ростом натяжения в первых трех межклетевых промежутках, практически отсутствием натяжения в последующих межклетевых промежутках включительно до тринадцатой клети и вновь возрастающим натяжением в последних четырех межклетевых промежутках .
Технико-экономические преимущества способа заключаются в том, что он позволяет уменьшить длину утолщенных концов на 30%, повысить точность прокатываемых труб на 20%, снизить расходный коэффициент металла на 7- 15 кг/т. Формула изобретения
Способ настройки непрерывного стана, работающего с натяжением, создаваемым рассогласованием скоростей вращения валков смежных клетей, при числе деформирующих клетей п , о т - личающийся тем, что, с целью повышения точности прокатываемых профилей путем стабилизации силы натяжения и уменьшения отходов металла после захвата полосы валками второй- третьей клети увеличивают синхронно частоту вращения валков всех клетей, кроме первой-второй, так, чтобы максимальная окружная скорость валков первой-второй клетей была меньше на 2-6% минимальной скорости прокатываемого в них металла, а после захвата полосы валками (п-4)-й - (п-1)-й деформирующей клетью частоту вращения валков этих клетей увеличивают дополнительно так, чтобы их минимальная окружная скорость была больше на 2- 6% максимальной скорости движения прокатываемого в них металла.
513135436
Основные технологические параметры известного и предлагаемого способов настройки непрерывного стана,
//17лге/7 /f f/77e/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки редукционно-растяжного стана | 1979 |
|
SU997864A1 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ | 2010 |
|
RU2437731C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ настройки многоклетевого стана продольной безоправочной прокатки труб | 1983 |
|
SU1105254A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Устройство для управления натяжением проката в непрерывной группе клетей мелкосортно-проволочного стана | 1986 |
|
SU1384351A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке труб и сортовых профилей на непрерывных многоклетевых станах продольной прокатки, работающих с натяжением. Цель изобретения - повышение точности прокатываемых профилей путем стабилизации силы натяжения и уменьшения отходов металла. Способ характеризуется интенсивным ростом натяжения в первых, например, трех межклетевых промежутках, практическим отсутствием натяжения в межклетевых промежутках и вновь возрастающим натяжением в последних, например, четырех межклетевых промежутках, создаваемым рассогласованием скоростей вращения валков смежных клетей. При этом заднее натяжение создается превьшением на 2-6% предельного рассогласования скорости первых клетей и группы средних клетей стана, а переднее натяжение создается таким же превьшением предельного рассогласования скоростей между четьфь- мя последними деформирующими клетями и той же группой средних клетей. Такое распределение натяжений позволяет уменьшить длину утолщенных концов, повысить точность, снизить расходный коэффициент металла. 2 ил. С to (Л од со ел 4 оо
/fffftffl ffaf/TH/
Фиг 2
Редактор Н.Горват
Составитель И.Скоробогатский
Техред М.Ходаннч : Корректор С.Шекмар
Заказ 2159/10Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Анисифоров В.П | |||
| и др | |||
| Редукционные станы | |||
| М.: Металлургия, 1971, с.103-127 | |||
| Способ настройки редукционно-растяжного стана | 1979 |
|
SU997864A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
