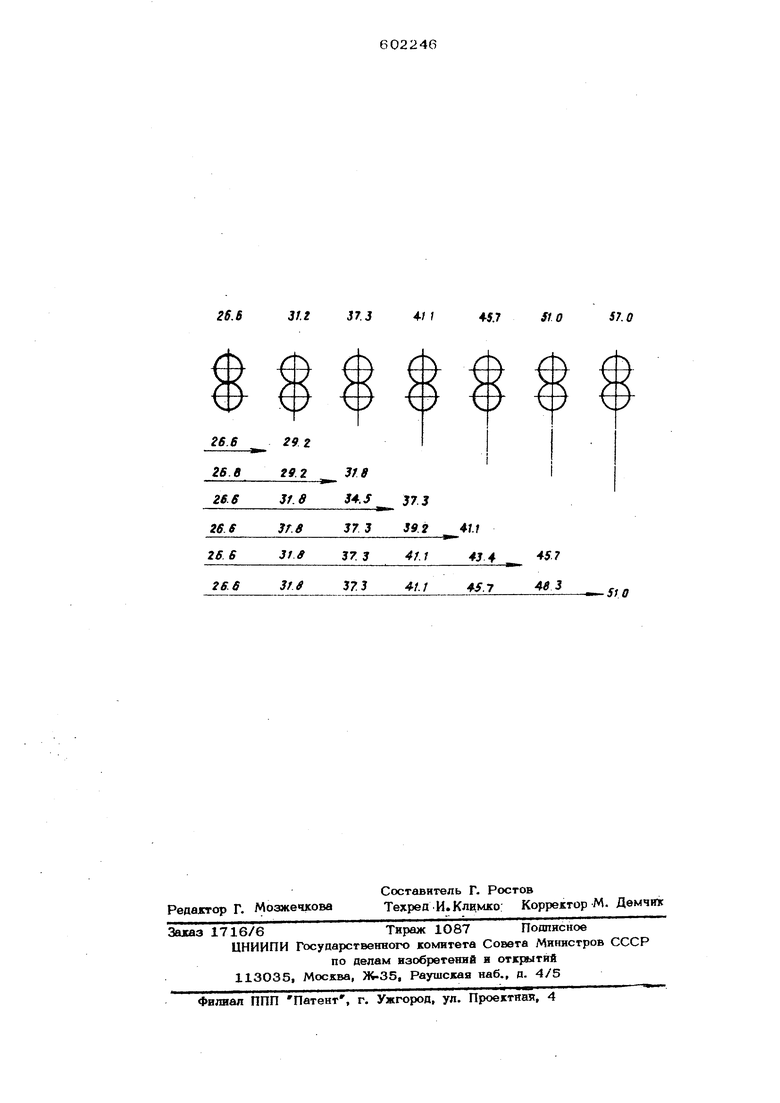
ца из клетей число оборотов валков в кпж-. аой из них устанавливают выше обоуютов валков при прокатке средней части, снижая межкпетевое натяжение. Уменьшение натяжения при прокатке концов за счет последовательного попеременного снижения числа оборотов валков в клетях, в которые поступает (в данный момент передний конеп трубы, ниже заданных оборотов для установившегося процесса и после довательного попеременного увеличения числа оборотов валков в клетятс, в которые поступает (в данный момент) задний конец, выше заданных оборотов для установившегося процесса снижают пиковые моменты прокатки при заполнении и освобождении трубой стана и, следовательно, гНэзволяют расширить сортамент труб по толщинам стенок и увеличить срок служба оборудования. Пример. При редуцировании с натяжением в условиях трубоэлвктросварочной установки 20-114 водогазопроводных труб с условным диаметром 20 мм и толщиной стенки 2,75 мм используется заготовка размером 89x4. Числа оборотов валков редукционного ста на в установившемся режиме п;жведены на черте: е над условным изображением клетей. Примеры изменения чисел оборотов валков по клетям с целью уменьшения пиковых моментов пря прохождении переднего конца через семь клетей приведены на чертеже в -- В5Ше матрицы. При поступлении трубы в первую клеть число оборотоввалков в ней остается неиз меннь1м. Перед поступлением трубы во вторую клеть число оборотов в ней снижают на половину; разницы между числом оборотов при установившемся режиме во второй и первой клетях. Число оборотов в третьей клети перед входом жонпа трубы снижают до числа оборотов при установившемся процессе во второй кпетв. 3& время прохождеНИ9: концом .;1({ трегьей и .четвертой клетями во вторюй клети число оборотов повышают до установиг легося, в третьей повышают на половину разницы меж ду оборотами в третьей и второй клетях при установившемся процессе, а в четвертой понижают йо числа оборотов в третьей клетя при установившемся процессе. В период прохождения концов промежута между четвертой и пятой клетями чясло боротов в третьей клети повышают до становившегося, число оборотов в четверой клети пЬшэ1шают на половину разницы чисел оборотов в третьей и четвертой клетях при установившемся процессе, а в пятой клети число оборотов снижают до числа оборотов при установившемся процессе в чепвертой клети. Аналогичным обрюзом изменяют число оборотов валков и в дру)их клетях по мере прохождения их концами трубы. По такому же принципу изменяют натяжение при прокатке заднего конца трубы. Величина снижения пикош гх моментов может регулироваться путем изменения в различной степени соотношения чисел оборотов в клетях в процессах прохождения стана концом трубы и числа клетей, в которых производят регулировку чисел оборотов. Регулировка может осуществляться : во всех клетях либо в части кпетей, в которых пиковые моменты достигают максимальной величины. Формула изобретения Способ бесконечной безоправочной прокатки труб с натяжением,включающий деформацию заготовки в ряде последовательно установленных клетей с деформацией nepeftнего конца заготовки до заполнения стана при меньшем натяжении и увеличением натяжения при прокатке средней части до расчетного путем увеличения оборотов, вапков, отличающийся тем, что, с целью снижения, пикошз1х моментов прокатки в стане, снижение натяжения при прокатке переднего конца осуществляют лишь в тех клетях, в которых находится конец, а при выходе заднего конца из клетей обороты валков в каждой из них устанавливают выше оборотов валков при прокатке средней части, снижая межклетевое натяжение. Источники информации, принятые во внимание при экспертизе: 1.Анисифоров В. П. и др. Редукционные станы, М., Металлургия, 1971, с. 57-63. 2.Авторское свидетельство СССР № 176004, кл. В 21 В 35/ОО, 1963.
26. В
31.2
31.8
3T.8
Jf f
3} в
41 1
4-5.7
SI О
57. Q
Пв 34. S
373
37 3
592 4tt
Ж57 3
4J.1
457
43 4
4}.} 46 3
4S.7
510
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки редукционно-растяжного стана | 1979 |
|
SU997864A1 |
| Способ редуцирования труб с натяжением | 1980 |
|
SU908433A1 |
| СПОСОБ ПРОКАТКИ ТРУБ С НАТЯЖЕНИЕМ | 1973 |
|
SU379296A1 |
| Способ редуцирования труб с натяжением | 1987 |
|
SU1488044A1 |
| Способ настройки редукционно-растяжного стана | 1976 |
|
SU588027A1 |
| СПОСОБ МИНИМИЗАЦИИ УТОЛЩЕННЫХ КОНЦОВ ПРИ ПРОКАТКЕ ТРУБ В РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 1999 |
|
RU2224607C2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Редукционный стан | 1971 |
|
SU1607986A1 |
| Способ прокатки труб в редукционно-растяжном стане | 1986 |
|
SU1321492A1 |
| Способ прокатки труб на редукционном стане и технологический инструмент для его осуществления | 1988 |
|
SU1523201A1 |