Изобретение относится к обработке металлов давлением, в частности к штам- па.м для обработки листового материала.
Цель изобретения - снижение трудоемкости обслуживания штампа при его переточке.
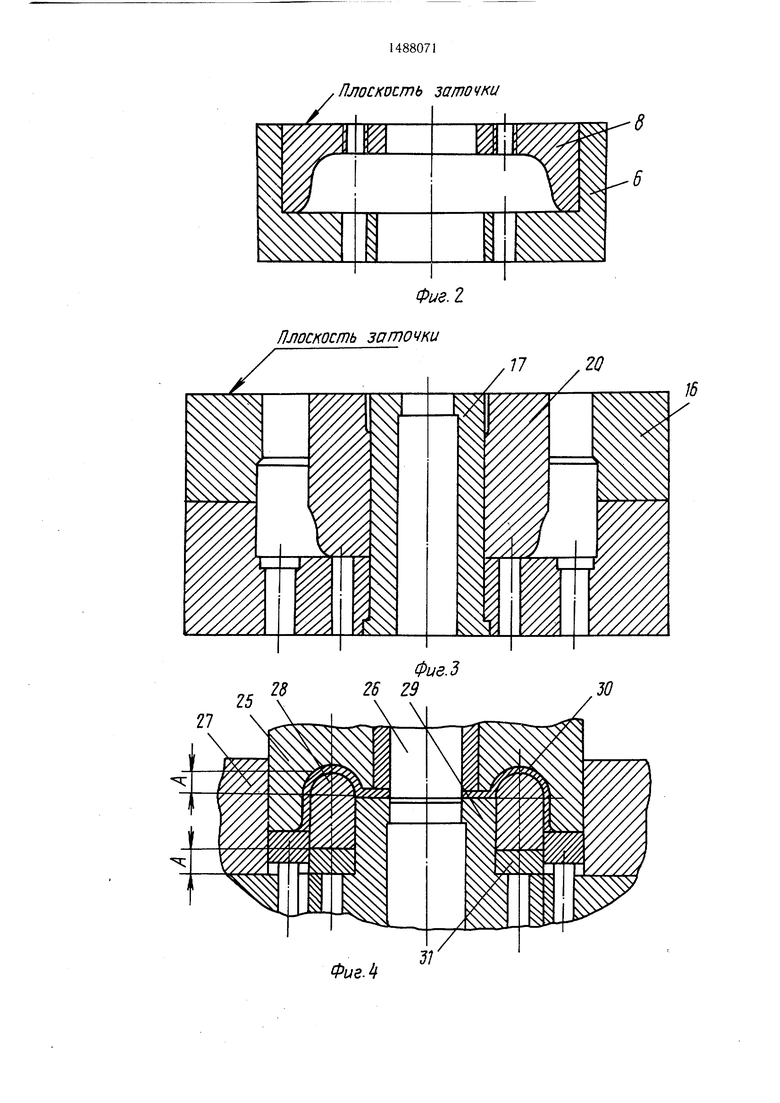
На фиг. 1 показан штамп совмеш,енно- го действия для вырубки, вытяжки, пробивки; на фиг. 2 - схема заточки инструментов верхней плиты штампа; на фиг. 3 - схема заточки инструмента нижней плиты штампа; на фиг. 4 - рабочая зона штампа совмешенного действия; на фиг. 5 - схема заточки рабочих инструментов.
Штамп (фиг. 1) содержит верхнюю 1 и нижнюю 2 плиты, соединенные направляющими колонками и втулками (не показаны). К верхней плите 1 через подкладную плитку 3 прикреплен пуансо- нодержатель 4 с пробивным пуансоном 5 и вырубным пуансоном 6. Внутри последнего установлена по скользяш,ей посадке и закреплена винтами 7 формообразую- ш.ая матрица 8 с боковой фигурной поверхностью 9. На верхней части штампа установ ены также хвостовик 10, толкатель 11, траверса 12, соединенная через толкатели 13 с выталкивателем 14.
На нижней плите 2 установлен матри- цедержатель 15 с вырубной 16 и пробивной 17 матрицами, направляюш,ими планками 18, съемником 19. К матрицедер- жателю 15 крепится при помоши болтов (не показаны) формообразующий пуансон 20, В нижней части последнего имеется углубление 21 с фаской в верхней части для облегчения надевания пуансона 20 на матрицу 17, не имеющую заходной фаски. Формообразующий пуансон 20 может крепиться также непосредственно на матрице при помощи тугой посадки. Для снятия пуансона 20 с матрицы 17 служат отверстия 22 в матрицедержателе 15. Прижим 23 через толкатели 24 упирается на буферное устройство (не показано).
Формообразующий пуансон 20 и матрица 8 имеют высоты, соответственно равные расстоянию опорных поверхностей несущих их деталей до режущих торцов соответственно матриц 16 и 17 и пуансона 6.
Штамп (фиг. 4) содержит в верхней части вырубной пуансон 25 и пробивной пуансон 26 и в нижней части вырубную матрицу 27, формообразующий пуансон 28 и пробивную матрицу 29. В пуансоне 25
выполнена рельефная полость формообразующей матрицы 30.
Под пуансоном 28 установлена прокладка 31.
Штамп (фиг. 1) работает следующим
образом.
При опускании плиты 1 пуансон 6 производит вырубку, матрица 8 - вытяжку и пуансон 5 - пробивку.
При заточке матрица 8 извлекается из пуансона 6, переворачивается и устанавливается обратно так, что ее опорный торец лежит в одной плоскости с рабочим торцом пуансона 6. После этого производится заточка (фиг. 2).
Аналогично переустанавливается пуансон 20 осуществляется заточка его опорного торца, матриц 16 н 17.
При выполнении рабочих частей щтам- па согласно фиг. 4 он работает аналогично. Пуансон 25 проводит вырубку, матрица 30 - вытяжку, пуансон 26 - пробивку.
При заточке пуансон 28 демонтируется, прокладка 31 удаляется, пуансон 28 устанавливается вверх опорным торцом и производится заточка.
Предлагаемый штамп позволяет при заточке одновременно уменьшать высоту всех затачиваемых деталей, что -снижает трудоемкость на обслуживание.
Формула изобретения
1., Штамп совмещенного действия, содержащий размещенные на одной из плит и выполненные в виде самостоятельных деталей инструмент для разделительных операций и инструмент для формообразующих операций, расположенный с возможностью контакта своим нерабочим торцом с несущей его деталью, отличающийся тем, что, с целью снижения трудоемкости о бслуживания щтампа при его переточке, расстояние от поверхности контакта несущей детали с инструментом для формообразующих операций до режущего торца каждого из инструментов для разделительных операций в направлении, параллельном оси
давления щтампа, равно высоте инструмента для формообразующих операций.
2. Штамп по п. 1, отличающийся тем, что инструмент для формообразующих операций оснащен прокладкой, расположенной между его нерабочим торцом
и несущей деталью.
/
Плоскость заточки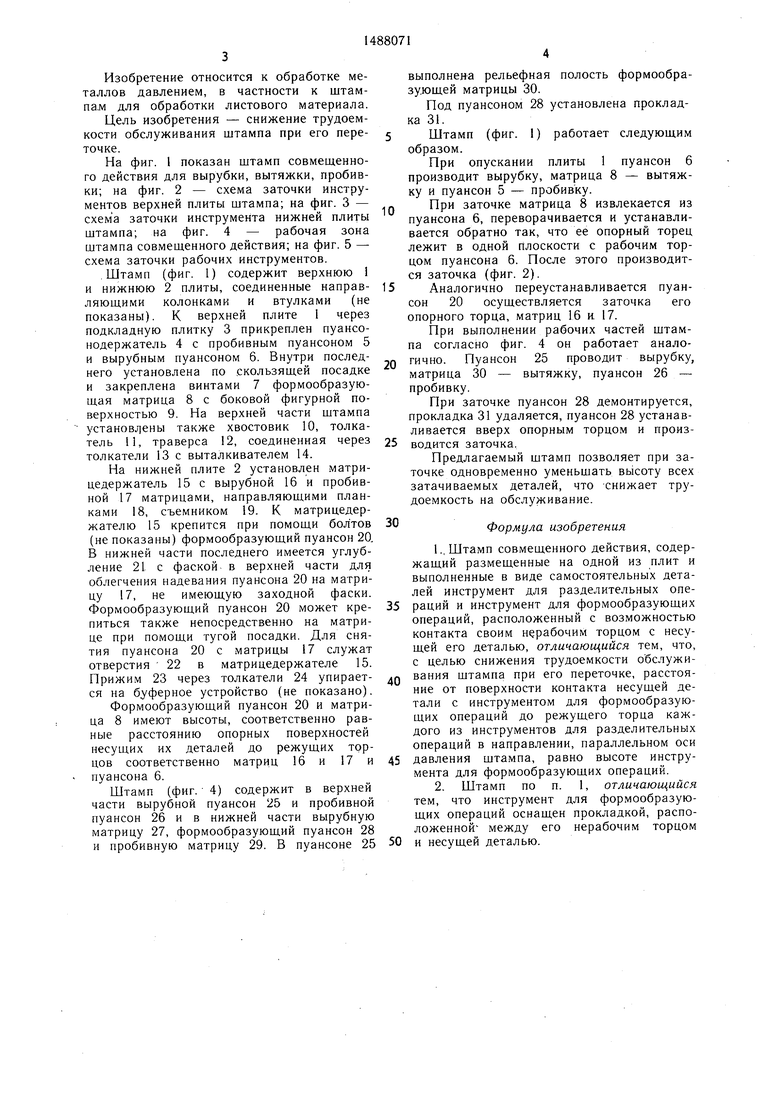
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп для пробивки и вырубки деталей | 1975 |
|
SU545407A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |

Изобретение относится к обработке металлов давлением ,в частности, к штампам для обработки листового материала. Цель - снижение трудоемкости обслуживания штампа при его переточке. Штамп содержит верхнюю плиту 1 и нижнюю плиту 2. На плите 1 установлен вырубной пуансон /П/ 6 с полостью, в которой установлена формообразующая матрица /М/ 8. На плите 2 установлена вырубная М 16, формообразующий П 12 и пробивная М 17. Высота М 8 равна глубине полости в П 6. Высота П 20 равна размеру от поверхности контакта несущей детали 15 с торцом П 20 до режущих торцов М 16 и М 17. При необходимости переточки М 8 вынимается из полости П 6 и устанавливается в эту полость опорным торцом в одной плоскости с режущей кромкой М 6. После этого производится их одновременная заточка. Аналогично производится заточка М 16, М 17 и П 20. 1 з.п.ф-лы, 5 ил.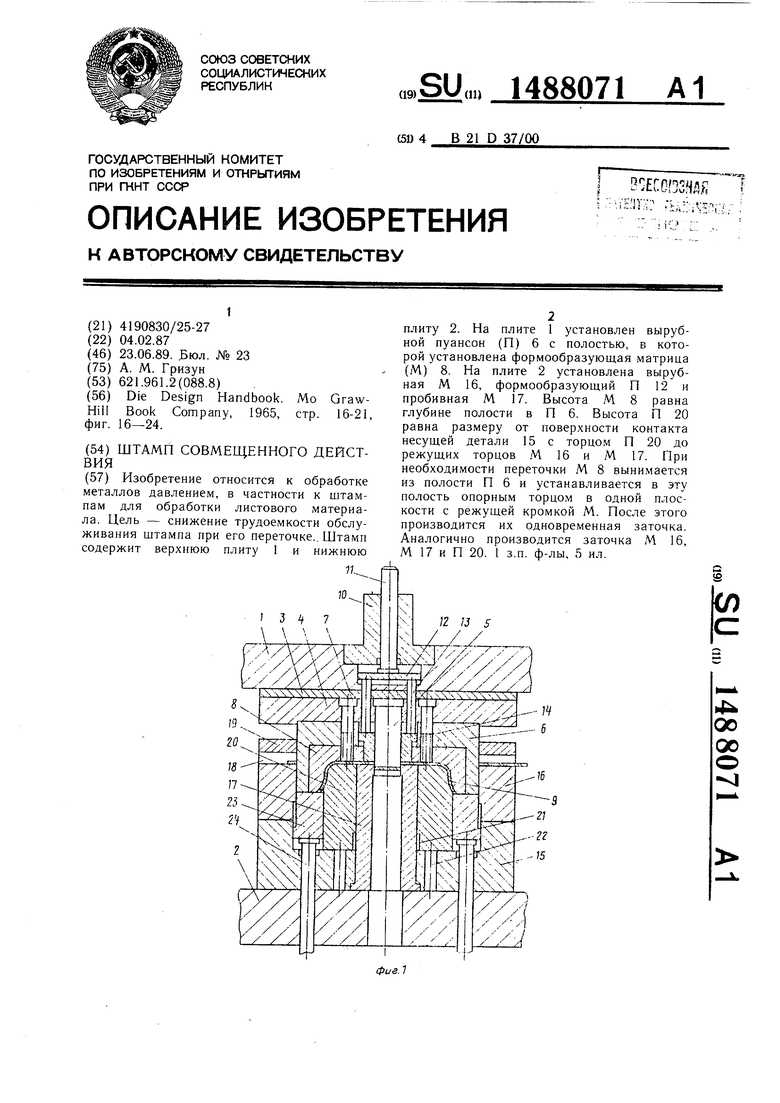
Плоскость заточки
ФиеЛ
Фиг. г
20
Плоскость заточки
29
Фиг. 5
| Die Design Handbook | |||
| Mo Graw- Hill Book Company, 1965, стр | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
