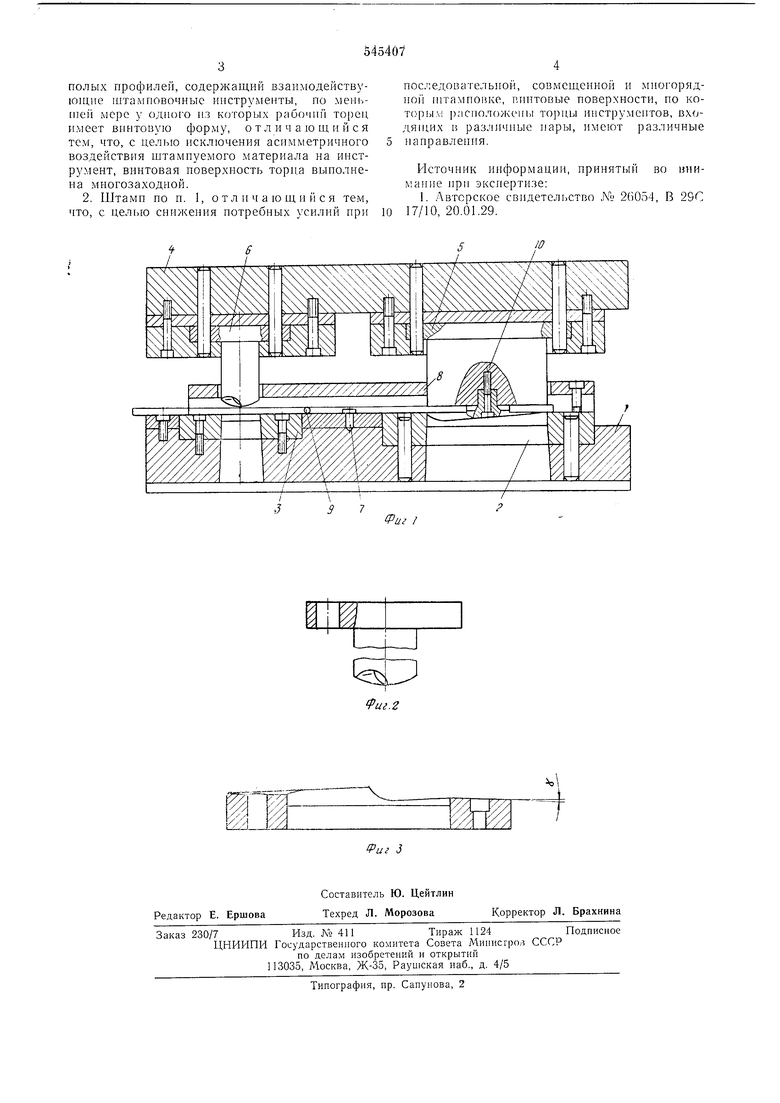
Изобретение относится к технологической оснастке для пробивки и вырубки деталей из листового материала и полых профилей и может быть использовано в машиностроении при обработке металлических изделий. Известен Н1тами для пробивки и вырубки деталей, преимущественно из листового материала и полых профилей, содержащий взаимодейств)ющие И1тамповочные инструменты, по меньп1ей мере у одного из которых рабочий торец имеет винтовую форму I. Недостатком такого штамна является то, что при внедрешп в материал пуансон подвергается воздействию асимметрично приложенных к нему усилий. Цель изобретения - устранение указанного недостатка. Это достигается за счет выполнения винтовой поверхности, образующей торец, многозаходной. С целью снижения усилий, потребных для осуществления последовательной, совмещенной или многорядной щтамповки, винтовые поверхности, по которым расположены торцы инструментов, входящих в различные пары имеют различные направления. На фиг. 1 показан предлагаемый щтамп общий впд; на фиг. 2-пуансон; на фиг. 3- матрица. Штамп содержит нижнюю плиту 1, на которой закреплена вырубная матрица 2 со сппральным торцом, образованным двухзаходной винтовой поверхностью, реж.ущей кромкой, расположенными по винтовым линиям, и углом заострения у. Также на нижней плите установлена пробивная матрица 3 с плоским торцом. На верхней плите 4 закреплены вырубной п}ансои 5 с плоским торцом и пробивной пуансон 6 со спиральным торцом, образованным двухзаходной винтовой поверхностью и режущими кромками, расположенными по винтовым линиям. На нижней плите штампа установлен также жесткий упор 7 и съемники 8, несущий подвижной упор 9. Работает штамп следующпм образом. Полосу подают до подвижного упора 9 и пробивают в ней отверстие, затем полосу перемещают до упора стенки, ограничивающей полученное отверстие, в упор 7 и пробивают в детали второе отверстие, далее при помощи упора 7 пробивают третье отверстие и вырубают контур детали. Ориентируют полосу относительно вырубной матрицы при помощи ловителя 10. Формула изобретения 1. Штамп для пробивки и вырубки деталей, преимущественно из листового материала и
полых профилей, содержащий взаимодействующие И1тамповочные инструменты, по меиьгпей мере у одного из которых рабочий торец имеет винтовую форму, о т л и ч а ю щ и и с я тем, что, с целью исключения асимметричного воздействия штамиуемого материала на инструмент, винтовая иоверхиость тори,а выполнена многозаходной.
2. Штамп по п. 1, о т л и ч а ю щ и и с я тем, что, с целью снижения потребных усилий при
последовательной, совмещенной и миогорядной пггамиовке, пиитовые поверхности, ио кот(5ры. );1сположеиы то)цы инструментов, входящих U различные нары, имеют различные нанравления.
Источник информации, принятый во ннимание при экспертизе:
1. Авторское свидетельство Л 2(Ю54 В 29С 17/10, 20.01.29.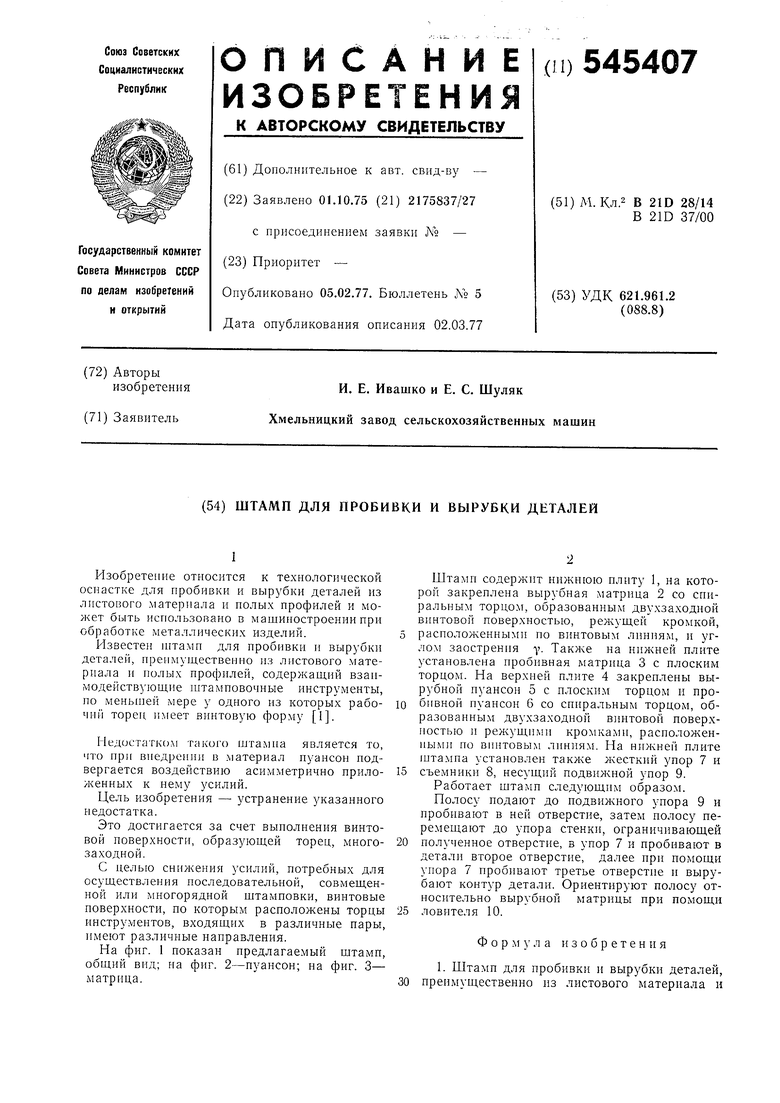
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU774713A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
