1
(21)4206799/31-27
(22)09.03.87
(46) 23:06.89. Бкш. № 23
(71)Куйбышевский политехнический институт им. В.В.Куйбышева
(72)В.Д.Щеголеватых, Н.Н.Лысач, М.С.Гильденгорн и Н„А.Сухоруков
(53)621.777 (088.8)
(56)Авторское свидетельство СССР № 312454, кл. В 21 J 5/12, 1971.
(54)ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ ПРЕССОВАНИЯ ПУСТОТЕЛЫХ ПРОФЩ1ЕЙ
(57)Изобретение относится к обработке металлов давлением и может быть использовано для прессования полых профилей из легких сплавов. Цель изобретения - улучшение качества изделий и повышение производительности инструментального блока. Инструментальный блок включает обойму с прямоугольным входным отверстием, во внутренней полости которой установлена матрица с двумя калибровочными от- ёерстиями с закрепленным на ней рассекателем и примыкающими к ее торцу сегментными полувтулками. Гребень
рассекателя выполнен в поперечном сечении треугольной формы, а края боковых поверхностей образуют овальные козырьки в форме ниспадающих овальных выступов. Внутренняя полость обоймы выполнена в форме геометри- . ческого тела, получаемого поступательным перемещением образующей в щ/л- де части эллипса вдоль гребня рассекателя. Гребень рассекателя установлен под входным отверстием обоймы вдоль его длинных сторон и разделяет внутреннюю полость обоймы на два канала для накопления металла. Сечение каналов изменяется двумя боковыми овальньми выступами, расположенными на входе в канал и одним плоско-овальным выступом, расположенным над соответствующим ниспадающим овальным выступом грани рассекателя. Оптимизированная геометрия внутренней полости инструментального блока позволяет увеличить коэффициент обновления поверхности в области стыка двух слитков и, следовательно, улучшить качество сварки и изделия в целом. 1 з.п. ф-лы, 2 ил.
§
(Л
4
оо
00
о со и|
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ ПАЗОГРЕБНЕВЫХ ЭЛЕМЕНТОВ В СТРОИТЕЛЬНЫХ БЛОКАХ И ПЛИТАХ | 2017 |
|
RU2651828C2 |
| Матричный блок для прессования изделий из гранул в контейнере | 1980 |
|
SU1039604A1 |
| ПИТАЮЩАЯ СИСТЕМА | 2020 |
|
RU2827081C2 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ЛИТЬЕ | 2022 |
|
RU2784403C1 |
| Способ многоканального прессования изделий | 1986 |
|
SU1342554A1 |
| Стеновой блок | 2003 |
|
RU2224852C1 |
| КОМБИНИРОВАННАЯ ШПУНТОВАЯ СТЕНКА И ЗАМКОВОЕ СОЕДИНЕНИЕ | 2019 |
|
RU2716181C1 |
| ШПУНТОВОЕ СОЕДИНЕНИЕ | 2012 |
|
RU2495978C1 |
| Инструментальный блок | 1975 |
|
SU535976A1 |
| Маслоотделитель системы вентиляции картера двигателя внутреннего сгорания | 1979 |
|
SU861670A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для прессования полых профилей из легких сплавов. Цель изобретения - улучшение качества изделий и повышение производительности инструментального блока. Инструментальный блок включает обойму с прямоугольным входным отверстием, во внутренней полости которой установлена матрица с двумя калибровочными отверстиями с закрепленным на ней рассекателем и примыкающими к ее торцу сегментными полувтулками. Гребень рассекателя выполнен в поперечном сечении треугольной формы, а края боковых поверхностей образуют овальные козырьки в форме ниспадающих овальных выступов. Внутренняя полость обоймы выполнена в форме геометрического тела, получаемого поступательным перемещением образующей в виде части эллипса вдоль гребня рассекателя. Гребень рассекателя установлен под входным отверстием обоймы вдоль его длинных сторон и разделяет внутреннюю полость обоймы на два канала для накопления металла. Сечение каналов изменяется двумя боковыми овальными выступами, расположенными на входе в канал и одним плоско-овальным выступом, расположенным над соответствующим ниспадающим овальным выступом грани рассекателя. Оптимизированная геометрия внутренней полости инструментального блока позволяет увеличить коэффициент обновления поверхности в области стыка двух слитков и, следовательно, улучшить качество сварки и изделия в целом. 1 з.п. ф-лы, 2 ил.
Изобретение относится к обработке металлов давлением и может быть применено преимущественно для прессования полых профилей из легких сплавов, в частности труб.
Целью изобретения является улучшение качества изделий и повышение п роизводительности инструментального блока.
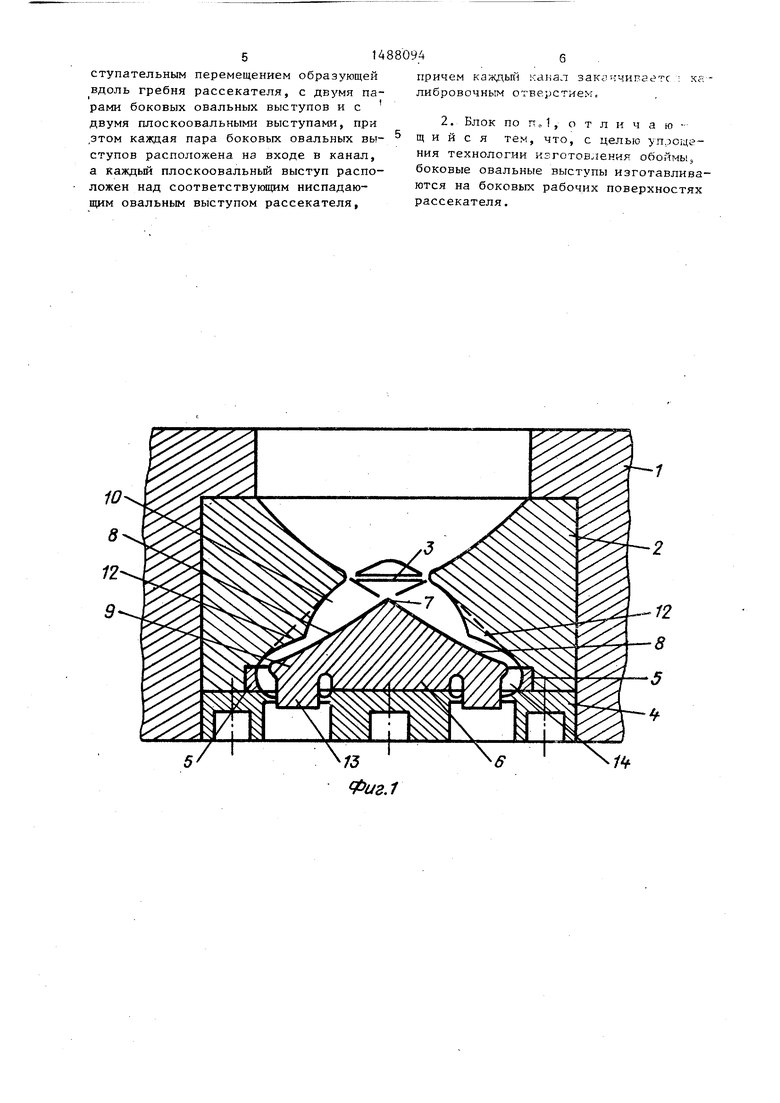
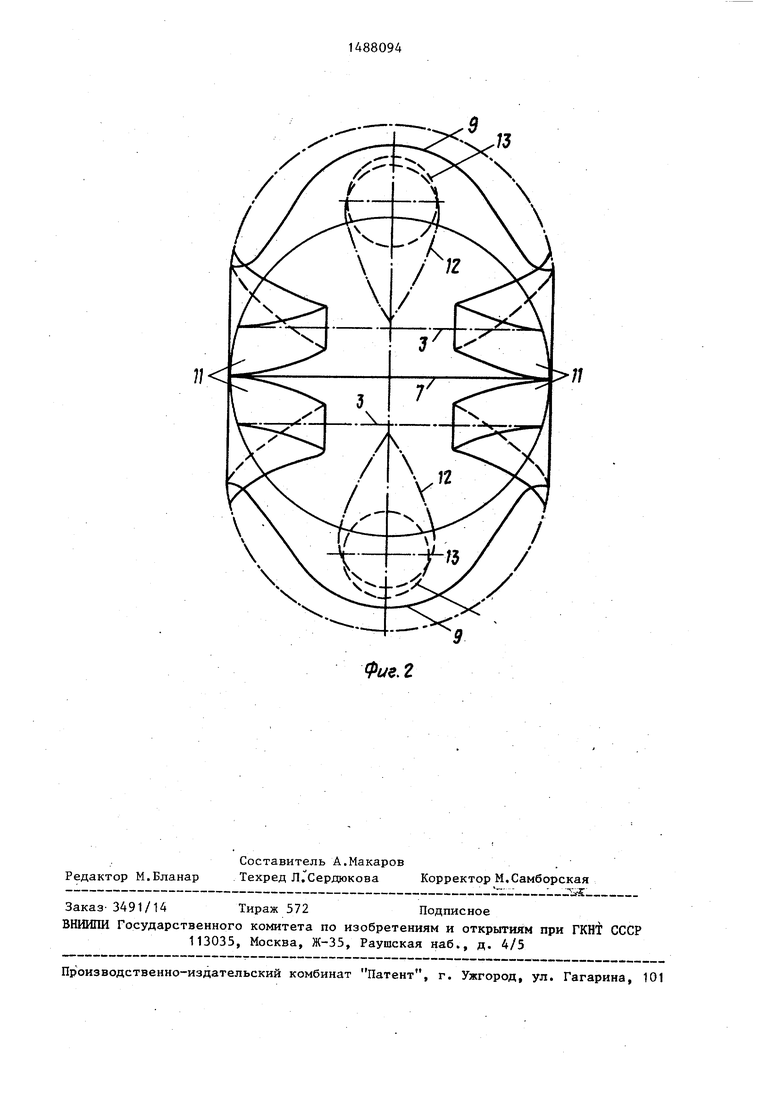
На фиг.1 представлен двухканапьный инструментальньй блок, поперечный разрез j на фиг.2 - то же, вид сверху (спло;- шной линией обозначен рассекатель, штрихпунктирной - обойма).
Инструментальньй блок состоит из гильзы 1 втулки, обоймы 2 с прямоугольным входным отверстием 3, установленной в полости обоймы матрицы
4, примыкающих к торцу матрицы сегментных полувтулок 5 и рассекателя 6, закрепленного на матрице. Гребень 7 рассекателя, выполненный в попереч- ном сечении треугольной формы, установлен под входным отверстием 3 вдоль его длинных сторон от одной стенки внутренней полости обоймы до противоположной, при этом края боковых по- верхностей 8 рассекателя, изогнутых по экспоненциальному закону, образуют овальные козырьки-в форме ниспадающих овальных выступов 9.
Полость обоймы 2 выполнена в форме геометрического тела, получаемого при поступательном перемещении образующей в виде части эллипса вдоль гребня 7 рассекателя 6, разделяющего полость обоймы на два канала для на- копления металла 10 с двумя боковыми овальными выступами 11, расположенными на входе в канал и плоскоовальным выступом 12, расположенным над соответствующим ниспадающим овальным выступом 9 рассекателя.
Боковые овальные выступы выполняются либо на внутренней поверхности полости обоймы, либо на боковых поверхностях рассекателя.
Инструментальный блок работает следующим образомс
Слиток под давлением проходит прямоугольное отверстие 3, приобретая его форму. При полунепрерывном прес- совании окисная пленка на стыке двух слитков, изгибаясь при прохождении слитка через прямоугольное отверстие получает наибольшее растяжение вдоль щироких стенок деформированного слит- ка. Затем после рассечения слитка гребнем 7 рассекателя 6 на два самостоятельных потока металл поступает в каналы 10. Из полости каналов 10 металл сплошным потоком поступает в сварбчную камеру 14, огибая язычок 13, смыкается так, что на изделии образуется один продольный шов.Плос- коовальньм выступ 12 в совокупности с овальным ниспадающим выступом 9 и двумя плавно переходящими на узкие стенки обоймы овальными выступами 11 обеспечивают дополнительную осад- ку металла, что позволяет растянуть окисную пленку по контуру вершины поперечного шва стыка двух слитков, и тем самым увеличить коэффициент обновления поверхности в этой области.
- Q Q
5
Инструментальньй блок рассчитан на контейнер с диаметром 225 мм и может быть изготовлен из стали марки ЗХ2В8, ЗХЗМЗФ, ЗХВ4СФ. Конструкщ1Я внутренней полости обоймы, .входного отверстия, рассекателя, сварочной камеры оптимизированы численным методом на ЭВМ, исходя из условия равномерности истечения металла is сварочной камере и достижения коэффициента обновления поверхности в вершине поперечного щва стыка двух слитков оптимального значения.
Два овальных выступа и плоскоовальные выступы выполняются электроискровым способом.
Оптимизация геометрии полости обоймы и сварочной камеры позволяет увеличить коэффициент обновления поверхности в области стыка двух слитков до оптимального значения, что улучшает качество поперечной сварки, и прессовать .изделие с одним продоль-- ным швом, что улучшает качество изделия в целом. Одновременно рассечением слитка рассекателем на два самостоятельных потока металла и использованием двух калибровочных отверстий увеличивается производительность нн струментального блока в два раза.
Формула изобретения
ступательным перемещением образующей вдоль гребня рассекателя, с двумя парами боковых овальных выступов и с двумя плоскоовальными выступами, при ,этом каяадая пара боковых овальных выступов расположена на входе в канал, а каждьм плоскоовальный выступ расположен над соответствующим ниспадающим овальным выступом рассекателя,
причем каждый какал зак;т-:чнЕаетс : ка либровочным отверстием,
fpue.2
